Навигация
Изменение длины пятна контакта
104201
знак
24
таблицы
8
изображений
6.5 Изменение длины пятна контакта
Потребность в изменении длины пятна контакта возникает в тех случаях, когда в результате внесения в наладку станка корректирующих поправок (для устранения диагональности и изменения формы пятна) его длина изменилась настолько, что вышла за желаемые пределы.
Данный способ изменения длины пятна контакта применим только при нарезании шестерни односторонними головками и производится изменением образующих радиусов головок на величину Dr. Это изменение радиуса Dr определяется пробным путем.
6.6 Порядок введения корректирующих поправок
Сначала вносятся поправки для приведения пятна контакта в требуемое положение. Затем, если обнаружена диагональность контакта, вносятся поправки для ее устранения. Способ устранения выбирается в зависимости от того, является ли устраняемая диагональность слабо или сильно выраженной, а также от того, какое это окажет влияние на форму и длину пятна контакта. После этого (при надобности) производится корректирование формы и высоты пятна контакта. Если в результате введения всех поправок длина пятна вышла за желаемые пределы, то производится изменение радиусов головок и соответствующее корректирование наладок станка для изменения длины пятна. Для уменьшения числа повторных нарезаний, при наличии соответствующего опыта у наладчика и умения определить требуемый характер изменения пятна, можно вносить в наладку станка одновременно как поправки для приведения пятна в требуемое положение, так и для воздействия на форму и размеры пятна. Результирующие величины поправок определяются алгебраическим суммированием поправок, переносимых с контрольно-обкатного станка для требуемого изменения характера пятна.
Надлежащее положение, форма и размеры пятна контакта при установках, соответствующих номинальному монтажному положению шестерни и колеса, обычно являются достаточными для правильного зацепления нормально нагруженных конических колес общего и специального машиностроения с жесткими опорами. Однако для сильно нагруженных передач со сравнительно нежесткими опорами и конструкцией узла в целом, к которым предъявляются высокие требования в отношении плавности и бесшумности работы, показатели состояния контакта не всегда являются достаточными для оценки качества зацепления. Для этих условий нужно проверить и обеспечить правильность поведения пятна контакта.
6.7 Регулирование поведения пятна контакта
Под поведением пятна контакта, понимается изменение его положения и формы при изменении взаимного положения шестерни и колеса вследствие деформаций под нагрузкой. Для проверки поведения пятна контакта изменение взаимного положения шестерни и колеса от деформаций под нагрузкой имитируется на контрольно-обкатном станке горизонтальным Н и вертикальным (гипоидным) V смещением шестерни по отношению к колесу. По величине и соотношению этих смещений и изменению формы пятна судят о правильности его поведения. Проверка поведения пятна контакта производится следующим образом. Колесо и шестерня проверяемой пары устанавливаются на контрольно-обкатном станке по их номинальным монтажным расстояниям с тем, чтобы исправленное пятно контакта занимало правильное положение. Затем шестерне сообщается вертикальное (гипоидное) смещение V с тем, чтобы пятно перемещалось ближе к краю на внутреннем торце (но не выходило бы за этот край). При этом оно может уйти на головку или ножку зуба. Чтобы вернуть его на середину зуба шестерне сообщается горизонтальное смещение Н1. Величины V1 и H1 записываются, после чего шестерня возвращается в исходное положение. Затем аналогичным образом пятно смещается к наружному торцу. Величины смещений V2 и Н2 также записываются. Эта операция проделывается для выпуклой и вогнутой стороны зуба шестерни отдельно.
В некоторых случаях, при правильном перемещении пятна контакта вдоль зуба, изменяется его форма и размеры. Это является следствием того, что необходимое соотношение кривизны профиля и линии зуба удовлетворено только для участка поверхности зуба шестерни при среднем нормальном расположении пятна контакта. На остальной поверхности зуба это соотношение не соблюдается, что может служить причиной повышенного шума в зацеплении.
Для устранения этого недостатка, если этого нельзя достигнуть последующей приработкой или притиркой, может быть применено дополнительное корректирование наладок станка для воздействия на кривизну профиля зуба шестерни за пределами зоны, соответствующей нормальному расположению пятна контакта. Для этой цели используется механизм модификации обкатки.
В процессе термической обработки колеса и шестерни происходит коробление, которое приводит к искажению рабочих поверхностей зубьев, полученных при нарезании. При закалке в штампах, или применении какой-либо совершенной технологии термообработки колеса, предотвращающей коробление, поверхность зуба колеса искажается незначительно. Поверхность зуба шестерни вследствие сложной пространственной конфигурации подвергается большим искажениям. Эти искажения приводят к следующим изменениям в расположении и форме пятна контакта:
а) угол спирали на обоих сторонах зуба шестерни уменьшается, что приводит к смещению пятна на выпуклой стороне к наружному торцу, а на вогнутой стороне – к внутреннему торцу;
б) ширина пятна контакта, особенно на выпуклой стороне зуба шестерни, несколько сокращается;
в) возможно возникновение дополнительной диагональности нормального типа на обеих сторонах зубьев шестерни.
Для обеспечения надлежащего положения и формы пятна контакта на закаленной шестерне при определении корректирующих поправок наладки станка (во время проверки зацепления нарезанной пары на контрольно-обкатном станке) необходимо:
1) несколько увеличить угол спирали на шестерне. Для этого при определении корректирующих поправок для смещения пятна в нужное положение нормальное положение пятна контакта на контрольно-обкатном станке должно быть получено при вертикальном смещении шестерни по отношению к оси колеса на 0,0–0,4 мм вниз (при левой спирали) или вверх (при правой спирали). По отношению к этой величине (а не к нулю) отсчитывается гипоидное смещение, переносимое на зуборезный станок;
2) пятно контакта на выпуклой стороне зуба шестерни до термообработки должно быть достаточно широким (даже с тенденцией образования мостового контакта) с учетом последующего сужения после закалки;
3) на обеих сторонах зуба шестерни должна быть преднамеренно создана некоторая диагональность обратного типа.
Точное значение величины гипоидного смещения на контрольно-обкатном станке (в пределах 0,0–0,4 мм), расширения пятна контакта и обратной диагональности устанавливаются практически в зависимости от размеров колес, свойств материала и технологии термообработки.
Похожие работы
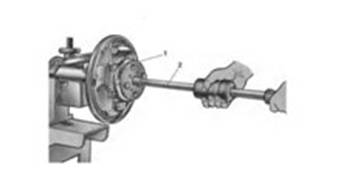
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев