Навигация
6.8 Подбор в пары
После химико-термической обработки в результате деформирования качество зацепления [6] и стабильность размеров зубьев гипоидных и конических колес в значительной степени снижаются. Форма и расположение пятна контакта, уровень шума и боковой зазор между зубьями даже в одной партии зубчатых колес неодинаковы. Поэтому в технологическом процессе изготовления конических зубчатых колес выполняют подбор в пары, который предназначен для определения двух сопряженных элементов – шестерни и колеса, качество зацепления которых соответствует требованиям чертежа. После подбора в пары и достижения требуемого качества шестерня и колесо должны оставаться сопряженными в течение всего периода эксплуатации. При поломке одного из элементов пары заменяют весь комплект.
Подбор зубчатых колес в пары производят после химико-термической обработки и шлифования базовых поверхностей. Пару устанавливают на контрольно-обкатном станке на теоретических базовых расстояниях и наносят на зубья колеса тонкий равномерный слой краски. Для выявления забоин и заусенцев сопряженную пару первоначально вращают с небольшой окружной скоростью (частота вращения ведущего шпинделя п == 400…600 мин-1) и под легкой нагрузкой. Забоины и заусенцы обычно удаляют ручной шлифовальной машинкой. При контроле пятна контакта и плавности зацепления окружную скорость пары увеличивают (п == 1200…2000 мин-1). Оценку формы и расположения пятна контакта, а также контроль бокового зазора осуществляют после остановки станка.
При подборе в пары гипоидных и конических колес грузовых автомобилей, тракторов, передающих большие нагрузки, основное внимание уделяют форме и расположению пятна контакта. Для передач легковых автомобилей, легких грузовиков, работающих при высоких окружных скоростях, наиболее важными параметрами являются плавность зацепления и бесшумность работы. Для гипоидных и конических передач автобусов необходимы высокое качество пятна контакта и низкий уровень шума.
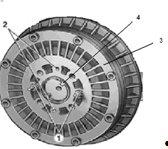
У подобранных в пару шестерни 3 (рис. 6.3) и колеса 2 электрографом на торцах маркируют порядковый номер комплекта 1. При окончательном контроле пары после притирки или шлифования зубьев маркируют также боковой зазор ВЗ 0,25 между зубьями, отмеченными знаком «х», что особенно важно для передач с кратным числом зубьев шестерни 3 и колеса 2, а также фактическое базовое расстояние шестерни – БР 128,1 (рис. 6.3, б) или его отклонение в сотых долях миллиметра (+5) от теоретического значения (рис. 6.3, а).
В массовом и крупносерийном производстве в соответствии с наладкой притирочных станков при подборе в пары производят сортировку конических передач с различным расположением пятна контакта. Подбор в пары осуществляют в отдельном помещении, изолированном от цехового шума. Не рекомендуется контрольно-обкатные станки, на которых выполняется подбор в пары, с зачисткой забоин и заусенцев, использовать для окончательного контроля.
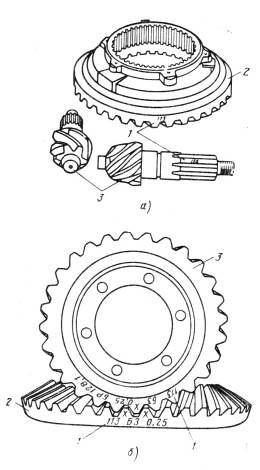
Рис 6.3
Закаленные гипоидные и конические зубчатые передачи притирают для уменьшения шероховатости поверхности зубьев, а также незначительных исправлений формы и расположения пятна контакта. Притиркой может быть получен параметр шероховатости боковых поверхностей зубьев Ra == 1…2 мкм, снижен уровень шума у конических передач до 6 дБ, у гипоидных передач – до 12 дБ. Погрешности зацепления исправляются незначительно, припуск под притирку не оставляют. Притирку нельзя рассматривать как операцию корректирования пятна контакта, чрезмерная притирка снижает качество зубчатых колес.
При притирке, которая производится на специализированных притирочных станках, между сопряженными вращающимися зубчатыми колесами вводится абразивная жидкость, состоящая из абразива 1 и масла 3 (рис. 6.4, а). Твердые и крупные абразивные зерна 1 острыми гранями снимают мелкую стружку 4 с поверхности зуба шестерни 5 и колеса 2 при взаимном их перемещении относительно друг друга. Для повышения режущих свойств абразивных зерен создается давление между зубьями путем торможения одного из элементов передачи.
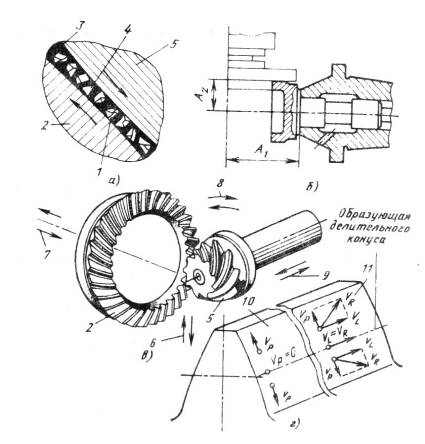
Рис. 6.4
Конструкция зубопритирочных станков выполнена таким образом, что настроенные на теоретические базовые расстояния с помощью специального калибра (рис. 6.4, б) ведущий и ведомый шпиндели станка с зубчатыми колесами во время притирки автоматически изменяют свое взаимное положение. Этим обеспечивается притирка практически в любой точке поверхности зуба. В течение автоматического цикла работы на притирочном станке выполняются три основных движения: вертикальное 6, горизонтальное 9 и осевое 7 (рис. 6.4, в), параметры которых определяют опытным путем или при контроле пары методом V – Н на контрольно-обкатном станке. При перемещении пятна контакта с помощью вертикальных V и горизонтальных Н смещений бабок станка из центрального положения на носок и пятку оно может выходить на кромку зуба, но его центр должен оставаться в границах зуба. В последних моделях притирочных станков фирмы «Глисон» (США) вместо вертикального движения 6 (рис. 6.4, в) выполняется поворот 8 шестерни 5 вокруг оси, проходящей приблизительно через середину зубчатого венца в направлении изменения межосевого угла. Это движение повышает эффективность притирки на 10–20%, при этом обеспечивается высокое качество обработки.
В качестве абразива в абразивной жидкости наиболее эффективным для закаленных зубчатых колес является карбид кремния, применяют и другие абразивы. Для притирки мелкомодульных передач и передач с твердостью HRC < 55 целесообразно применять абразивы из окиси алюминия. Размер абразивных зерен оказывает существенное влияние на притирку и должен составлять 7–50 мкм. Очень мелкие зерна увеличивают время притирки и могут способствовать возникновению задиров на поверхности зубьев. Если абразивные зерна слишком крупные, то поверхность после притирки будет слишком шероховатой, что может привести к возникновению резких шумов при работе. Притирку зубчатых колес с окружным модулем 2,5–4,5 мм целесообразно производить микрошлифпорошком с зернистостью М7-М14. Передачи легковых автомобилей целесообразно притирать абразивными зернами с зернистостью М7-М28, а передачи грузовых автомобилей и тракторов – зернами зернистостью М28-М50.
Масло, входящее в абразивную смесь, должно поддерживать абразивные зерна во взвешенном состоянии, свободно протекать через насосную систему станка и легко смываться с зубьев водным раствором. Вязкость масла должна составлять 21–45 Ст при 50°С. Если масло слишком густое, то его нужно разбавить гидравлическим или машинным маслом. Из отечественных масел перечисленным требованиям удовлетворяет масло СЭЛ-1. Соотношение по объему частей абразивного порошка и масла составляет от 1:1 до 1:2. Первоначально можно использовать абразивную жидкость, состоящую из 2,7 кг абразива и 3,8 л масла. Во время притирки необходимо периодически добавлять абразивную смесь, так как со временем абразивные зерна разрушаются и теряют свои режущие свойства. К тому же часть абразивной смеси остается на деталях после их притирки. В массовом и крупносерийном производстве абразивную смесь целесообразно добавлять по 1,5 л через каждые 3 ч работы после притирки 20–30 зубчатых пар.
Боковой зазор во время притирки должен быть на 0,05–0,07 мм меньше минимального допустимого зазора, чтобы избежать интерференции верхней кромки зуба при работе пары в собранном механизме. Если зубчатые пары собирают с малым боковым зазором, то время притирки по возможности ограничивают. Для обеспечения высококачественной поверхности зубьев шестерня должна совершить во время притирки 2000–4000 оборотов. Ориентировочное время притирки конических передач с криволинейными зубьями 2–5 мин, гипоидных передач легковых автомобилей 4–6 мин, гипоидных передач грузовиков 8–12 мин.
Пятно контакта при притирке конических передач при наличии на зубьях 10 только профильного скольжения Vp, прогрессивно увеличивающегося от делительной линии к головке и ножке зуба (рис. 6.4, г), имеет тенденцию к сужению и располагается вдоль линии делительного конуса. Для компенсации этого явления обычно увеличивают базовое расстояние шестерни на 0,075–0,125 мм, что способствует смещению пятна контакта у шестерни к ножке зуба. У гипоидных передач на поверхности зубьев 11 наряду с профильным Vp происходит также продольное скольжение VL (рис. 6.4, г). Поэтому при их притирке пятно контакта под действием результирующего скольжения VR имеет склонность к расширению по высоте профиля.
При небольшом тормозном моменте уменьшается действие абразивной смеси и увеличивается продолжительность притирки. Слишком большая тормозная нагрузка способствует чрезмерной притирке профиля и повышенному уровню шума – увеличивает ширину и длину пятна контакта, перемещая его ближе к носку зуба. Оптимальным является давление 5×104 Па, создаваемое на поверхностях зубьев сопряженных колес.
К настоящему времени появились станки в которых совмещены операции контрольно-обкатных и зубопритирочных станков [7]. Так например фирма Klingelnberg выпускает станок модели T-50 с числовым программным управлением (рис. 6.5). Процесс зубопритирки и контроля обката в этом станке совмещен (рис. 6.6). В связи с развитием ЭВМ разработаны алгоритмы программ которые автоматически могут регулировать пятно контакта и в случае обработки в линии автоматически менять данные наладок на зубообрабатывающем оборудовании.
7. Разработка технологических операций 7.1 Расчет припусков
На основе составленных ранее маршрута, плана обработки и проведенного размерного анализа назначим значения припусков на поверхности. Выбор припусков сведем в таблицу 7.1.
Таблица 7.1. Табличные припуски
| № пов. | Маршрут обработки поверхности | Допуск, Tdi, мм | Припуски, Zmin, мм |
| 1 | 1. Поковка 2. Токарная | 1 0,2 | - 0,19 |
| 2 | 1. Поковка 2. Токарная | 2 0,2 | - 0,19 |
| 3 | 1. Поковка 2. Токарная | 2 0,2 | - 0,19 |
| 4 | 1. Поковка 2. Токарная | 1 0,2 | - 0,19 |
| 5 | 1. Поковка 2. Токарная 3. Шлифовальная | 1 0,2 0,03 | - 0,19 0,047 |
| 8 | 1. Поковка 2. Сверлильная 3. Резьбонарезная | - 0,2 0,05 | - - 0,1 |
| 9 | 1. Поковка 2. Токарная | 1 0,05 | - 0,19 |
7.2 Структура операций
На основе составленного ранее маршрута и плана обработки составим более подробное описание техпроцесса изготовления шестерни ведущей заднего моста.
05 Заготовительная (поковка).
10 Токарная с ЧПУ
Установить и закрепить заготовку в призмах
Подрезать торец 1
Точить диаметр 5
Снять фаску 7
Раскрепить заготовку
20 Токарная с ЧПУ
Установить и закрепить заготовку в трехкулачковом патроне
Точить внешний контур пов. 1, 2, 3, 4, 6, 9
Раскрепить заготовку
30 Многооперационная
Установить и закрепить заготовку в цанговом приспособлении
Сверлить последовательно 8 отверстий пов. 8
Зенковать отверстия 8
Нарезать резьбу в отверстиях 8
Снять заготовку с приспособления
40 Моечная
Промыть просушить заготовку
50 Контрольная
Контроль линейных и диаметральных размеров
60 Зубошлифовальная
Установить и закрепить заготовку в цанговый патрон
Шлифовать зубья пов. 10, 11
70 Контрольная
Установить заготовку в приспособление
Контролировать биение зубчатого венца относительно базового диаметра
80 Термообработка (закалка ТВЧ)
90 Шлифовальная
Установить деталь в трехкулачковый спец. Патрон
Шлифовать посадочный диаметр пов. 5
100 Контроль и притирка
Установить деталь в приспособление
Контроль и исправление пятна контакта
7.3 Выбор режущих инструментовДанные об оборудовании и режущем инструменте [8,9] сведем в таблицу 7.2.
Таблица 7.2. Оборудование и инструмент
| № оп. | Оборудование | Инструмент | Материал режущей части |
| 10 | Токарный станок с ЧПУ 1716ПФ4 | Резец сборный: державка PCLNR 2020K 12x, пластина CNMM 120408–85 ISO 5608–89 / ГОСТ 26476–85 | MT2 (ф. МКТС-Sandvik) |
| 20 | Токарный станок с ЧПУ 1716ПФ4 | Резец сборный: державка PCLNL 2020K 12x, пластина CNMM 120408–85 ISO 5608–89 / ГОСТ 26476–85 | MT2 (ф. МКТС-Sandvik) |
| Резец сборный: державка PCLNL 2020K 12x, пластина CNMM 120412–85 ISO 5608–89 / ГОСТ 26476–85 | MT1 (ф. МКТС-Sandvik) | ||
| Резец сборный: державка PCLNR 2020K 12x, пластина CNMM 120408–85 ISO 5608–89 / ГОСТ 26476–85 | MT2 (ф. МКТС-Sandvik) | ||
| 30 | Обрабатывающий центр с ЧПУ Deckel Maho DMC 50V | Сверло Æ9 мм спец. | Твердый сплав Т15К6 |
| Зенковка | HSS (Р6М5) | ||
| Метчик М10*1,25 | HSS (Р6М5) | ||
| 60 | Зубошлифовальный станок с ЧПУ Klingelnberg G20 | Круг шлифовальный специальный для высокоскоростного шлифования | Базовый материал – алюминий, связка – гальваническая никелевая основа, абразивное зерно – кубический нитрид бора |
| 90 | Шлиф. станок с ЧПУ фирмы «Schaudt» ZX-1 | Круг внутришлифовальный Æ50*40*20 | 24А40СМ1 |
Расчет режимов резания проведем на все операции. Расчет будем вести по методике и рекомендациям фирм изготовителей режущего инструмента и справочных нормативов. Результаты для токарных операций 10, 20 сведем в таблицу 7.3.
Таблица 7.3. Режимы резания
| № операции | позиция | S0, мм/об | V0, м/мин | KHB | KT | Kj | V, м/мин | n, об/мин |
| 10 | 2 | 0,28 | 160 | 0,87 | 1 | 1 | 139 | 460/307 |
| 20 | 2 | 0,5 | 160 | 0,87 | 1 | 1 | 139 | 267/368 |
| 3 | 0,5 | 160 | 0,87 | 1 | 1 | 139 | 307/267 | |
| 4 | 0,5 | 160 | 0,87 | 1 | 1 | 139 | 460/368 |
Время обработки при обработке резанием на токарных станках определяется по формуле:
![]() ;
;
полученные значения подставляем в табл.
Операция 30.
Режимы резания на данной операции определяем по справочной литературе [10]:
Подача при сверлении определяется по формуле:
![]()
где KS = KSL ×KSЖ ×KSИ ×KSD ×KSM
ST = 0,1 мм/об
KSL =1, коэффициент, зависящий от глубины сверления
KSЖ =1, коэффициент, зависящий от жесткости технологической системы
KSИ =1, коэффициент, зависящий от марки материала
KSD =0,5, коэффициент, зависящий от типа отверстия
KSM=1, коэффициент, зависящий от группы обрабатываемого материала
![]() мм/об
мм/об
Скорость резания определяется по формуле:
![]()
где KV = KVM ×KVD ×KV0 ×KVL
VT =37 м/мин
KVM =0.91, коэффициент, зависящий от марки материала
KVD =1, коэффициент, зависящий от типа отверстия
KV0 =1, коэффициент, зависящий от условий обработки
KVL =1, коэффициент, зависящий от глубины сверления
![]() м/мин
м/мин
Время обработки 1 отверстия:
 мин
мин
Резьбонарезание:
Подача равна шагу резьбы: S0=1,25 мм/об
Скорость резания:
![]()
VT=11,8 м/мин
KVD =0,5, коэффициент, зависящий от типа отверстия
KVM =1, коэффициент, зависящий от марки инструментального материала
![]() м/мин
м/мин
Время обработки 1 отверстия:
 мин
мин
Операция 90
Внутреннее шлифование
Припуск под шлифование: Zmax=0,078 мм
Скорость вращения детали: VD=29 м/мин
Подача равна:
![]()
StT=0,0023 мм/об
KST = KМ ×KD ×KТ ×KVK ×Kh×KIT
KМ =1 коэффициент, зависящий от марки материала
KD =0.83 коэффициент, зависящий от диаметра отверстия
KТ =1 коэффициент, зависящий от стойкости круга
KVK =1 коэффициент, зависящий от скорости круга
Kh =0.76 коэффициент, зависящий от припуска на обработку
KIT =0.6 коэффициент, зависящий от точности обработки
![]() мм/об
мм/об
 мин
мин
Расчет технических норм времени произведем только на ответственные операции.
В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные операции время примем равным времени из существующей маршрутной технологии на АвтоВАЗе.
Полученные значения машинного и штучного времен представлены в таблицах 7.4 и 7.5 соответственно.
Таблица 7.4. Машинное время
| № операции | Tмаш, мин | |
| Базов. | Проект | |
| 10 | 0,294 | |
| 20 | 0,417 | |
| 30 | 0,29*8=2,32 | |
| 60 | 0,33 | |
| 90 | 0,93 | |
| 100 притирка | 5 | 5 |
| 110 контроль | 3 | |
Штучное время в условиях серийного производства определяется по формуле:
Норма штучного времени определяется по формуле:
ТШТ=Т0+ТВ+ТОБ+ТОТ
Где ТПЗ – подготовительно-заключительное время, мин; n – количество деталей в настроечной партии, шт.; Т0 – основное время, мин; ТВ – вспомогательное время, мин.
Вспомогательное время вычисляется по следующей формуле:
ТВ=ТУС+ТЗО+ТУП+ТИЗ
ТУС – время на установку и снятие детали, мин;
ТЗО – время на закрепление и открепление детали, мин;
ТУП – время на приемы управления, мин;
ТИЗ – время на измерение детали, мин;
ТОБ – время на обслуживание рабочего места, (при шлифовании в серийном производстве слагается из времени на организационное обслуживание ТОРГ и времени на техническое обслуживание рабочего места: ТОБ=ТТЕХ+ТОРГ) мин;
ТОТ – время перерывов на отдых и личные надобности, мин.
В серийном производстве, кроме шлифовальной операции, ТОБ и ТОТ по отдельности не определяются. По нормативам время определяется как процент от оперативного времени.
Время на приемы управления ТУП складывается, для токарных станков из ТВКЛ+ТРЕВ+ТБОП – времени на включение и выключение на поворот револьверной головки и быстрый подвод и отвод инструмента.
Таким образом вспомогательное время для токарных станков равно:
ТВ=ТУС+ТЗО+ТВКЛ+ТРЕВ+ТБОП+ТИЗ
Для шлифовальных станков:
ТВ=ТУС+ТЗО+ ТВКЛ+ТБОП+ТИЗ
8. Проектирование станочного приспособления
Проведем расчет сил резания при сверлении [1].
Исходные данные:
Глубина резания: t=16 мм
Диаметр сверла средний: D=10 мм
Подача, м/мин: S=0,2 мм/об.
Определим скорость резания:
 ; (8.1.1)
; (8.1.1)
где CV = 7; qV = 0,4; xV = 0; yV = 0,7; m = 0,2; T = 25 мин;
![]() ;
;
где KmV = 0,9; KnV = 0,3; KuV = 1.
Отсюда:

Схема расположения сил при обработке представлена на рис. 8.1.1. Для расчета приспособления нас интересует сила резания Pz, которая действует параллельно оси детали.
![]() (8.1.2)
(8.1.2)
где CP = 68; qP = 1; yP = 0,7; Kp=0,9.
Отсюда:
![]()
Суммарный момент резания от силы Pz равен
M1=Pz× l1 (8.1.3)
где l1 – расстояние от базы до середины лепестка цанги.
Момент закрепления равен
M2=W× l2; (8.1.3)
где W – суммарное усилие зажима, приходящееся на 6 лепестков.
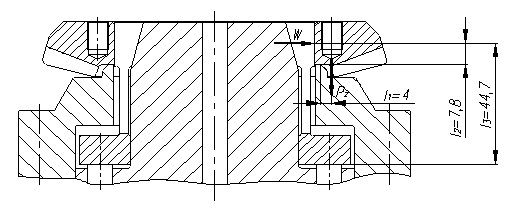
Рис. 8.1.1. Схема сил резания при сверлении
Из равенства моментов M1=M2 определим усилие зажима
 ; (8.1.4)
; (8.1.4)
где К – коэффициент запаса, зависящий от конкретных условий выполнения технологических операций, определяется по формуле:
K= K0× K1× K2× K3× K4× K5 (8.1.5)
где K0=1,5 – гарантированный коэффициент запаса;
K1=1,2 – коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки;
K2=1 – коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента. При сверлении стали принимается равным 1;
K3=1,2 – коэффициент, учитывающий увеличение сил резания при прерывистом резании;
K4=1 – коэффициент, характеризующий постоянство силы, развиваемой зажимным механизмом. Для механизированных приводов принимается равным 1;
K5=1 – коэффициент, учитывающий эргономику немеханизированного зажимного механизма. Для механизированного привода приводов принимается равным 1.
Подставив все значения в формулу 8.1.4, получим
При расчете зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом передается лепесткам:
![]() ; (8.1.6)
; (8.1.6)
где Q1 – осевая сила, необходимая для сжатия лепестков до касания с заготовкой;
Q2 – осевая сила необходимая для создания силы зажима заготовки.
![]() ; (8.1.7)
; (8.1.7)
где R – сила, сжимающая лепестки.
 ; (8.1.8)
; (8.1.8)
где Е – модуль упругости;
J – момент инерции, определяемый по формуле 8.1.9;
y=0,25 мм – зазор между заготовкой и цангой в момент установки заготовки;
z=6 – число лепестков цанги;
a=15° – угол цанги;
j=11,3° – угол трения;
l3 =44,7 мм – длина лепестка цанги;
 ; (8.1.9)
; (8.1.9)
где dY=90 мм – диаметр окружности зажима;
h=4,5 мм – толщина лепестка цанги;
a1=30° – угол в осевом сечении цанги, приходящийся на половину лепестка.
Подставив полученный значения формулы 8.1.8 и 8.1.9, получим

По формуле 8.1.7
![]()
![]() (8.1.10)
(8.1.10)
![]() =96,3+868,8=965,1 Н
=96,3+868,8=965,1 Н
В качестве силовых приводов механизированных приспособлений наибольшее применение получили пневматические цилиндры [11].
Диаметр поршня пневмоцилиндра определяется по формуле:
 ; (8.1.11)
; (8.1.11)
где Р – давление воздуха в пневмосети, принимаемое в расчетах равным 0,4 МПа.
Ход поршня цилиндра определяется по формуле:
 ; (8.1.12)
; (8.1.12)
где ![]() свободный ход лепестков цанги, который можно принять равным 5 мм.
свободный ход лепестков цанги, который можно принять равным 5 мм.
Значение SQ рекомендуется принимать с запасом 10…15 мм. Следовательно, примем
SQ=20 мм
Рассчитаем погрешность установки заготовки приспособлении.
![]() ; (8.1.13)
; (8.1.13)
где ![]() погрешность базирования, которая равна нулю, т. к. измерительная база совпадает с технологической;
погрешность базирования, которая равна нулю, т. к. измерительная база совпадает с технологической;
![]() погрешность закрепления – это смещение измерительной базы под действием сил зажима. Так как усилие зажима постоянно, то
погрешность закрепления – это смещение измерительной базы под действием сил зажима. Так как усилие зажима постоянно, то ![]() ;
;
![]() погрешность элементов приспособления, зависящая от точности изготовления этих элементов;
погрешность элементов приспособления, зависящая от точности изготовления этих элементов;
![]() ; (8.1.14)
; (8.1.14)
где ![]() погрешность, возникающая вследствие колебания размера внутренней поверхности лепестков;
погрешность, возникающая вследствие колебания размера внутренней поверхности лепестков;
![]()
![]() погрешность изготовления внешней конусной поверхности корпуса;
погрешность изготовления внешней конусной поверхности корпуса;
![]()
![]() =0,042 мм
=0,042 мм
Допускаемая погрешность установки определяется по формуле:
![]() ; (8.1.15)
; (8.1.15)
где Тd – технологический допуск на операционный размер К030, равный 0,1 мм.
Следовательно, погрешность установки заготовки в приспособление меньше допускаемой, т.е. приспособление обеспечивает заданную точность обработки.
Зажимное приспособление предназначено для базирования и закрепления ведомой шестерни заднего моста при сверлении отверстий в торце шестерни при обработке на многооперационном станке.
Приспособление содержит цанговую оправку и силовой привод. Оправка содержит корпус 2, по которому перемещается цанга 1. Цанга через толкатель 5 и тягу связана со штоком силового привода.
Силовой привод содержит корпус 8, который смонтирован на оборотную часть стола станка. В корпусе расположен поршень 9.
Приспособление работает следующим образом. При подаче воздуха в нижнюю полость пневмоцилиндра, поршень 9 через гильзу 7 и толкатель 5 перемещает цангу 1 в вертикальном направлении, лепестки её сходятся, после чего на них устанавливается заготовка. Далее воздух подается в верхнюю полость пневмоцилиндра, цанга перемещается вниз и заготовка зажимается лепестками цанги, после чего производится обработка заготовки.
8.2 Проектирование контрольного приспособленияПроведем расчет точности контрольного приспособления. На погрешность измерения влияет несоосность конусов, в которых закреплена контролируемая шестерня. Рекомендуется допуск исполнительных размеров контрольных приспособлений принимать равным:
D=![]() Td, (8.2.1)
Td, (8.2.1)
где Td – допуск контролируемого размера.
Позиционный допуск восьми отверстий M10 в торце колеса равен 0,1 мм. Следовательно, примем допускаемую несоосность конусов D=0,1/3»0,33 мм.
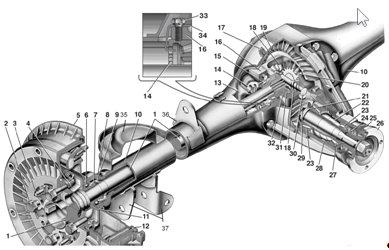
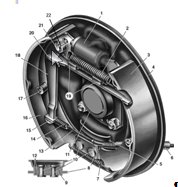
Приспособление содержит плиту 14, на которой в точных пазах расположены передняя бабка 4, задняя бабка 8 и корпус щупа 11. В передней бабке находится механизм, с помощью которого происходит закрепление измеряемой детали. Механизм состоит из переходной втулки 6, в которую вставляется центр 7, пружины 17 и рычага 2. Задняя бабка также содержит переходную втулку 10 с центром. В центрах располагается цанговая оправка 21 фирмы Forkardt. В корпусе щупа под углом к оси центров расположена направляющая втулка 12 в которой размещен щуп 13, имеющий возможность осевого перемещения, в задней части которого закреплен кронштейн, воздействующий на наконечник индикатора 20, закрепленного на корпусе щупа. Наконечник щупа повторяет профиль канавки кругового зуба контролируемого колеса.
Приспособление работает следующим образом. Деталь устанавливают на оправку и зажимают винтом цанги. Оправку с деталью устанавливают и зажимают центрах. Наконечник щупа устанавливают в канавку одного из круговых зубьев колеса и зажимают щуп нажимными винтами 9, после чего выставляют положение стрелки на нулевое (среднее) значение при помощи регулятора индикатора. Затем отводят щуп, поворачивают колесо на 1 зуб, устанавливают щуп в канавке и снимают показания индикатора. Таким образом, поворачивая деталь вокруг своей оси по показаниям индикатора регистрируют биение зубчатого венца колеса.
8.3 Расчет спирального сверлаИсходные данные:
D = 9H14 – диаметр отверстия.
L = 16 мм – глубина обрабатываемого отверстия.
sв= 450 МПа – сталь 19ХГН.
Инструмент предназначен для обработки стали 19ХГН, поэтому для режущей части выбираем сталь Р6М5 [12].
Рассчитываем рекомендуемый передний угол по формуле Ларина:
![]() , (8.3.1)
, (8.3.1)
где С – для быстрорежущей стали принимаем равным 11; х = –1.
![]()
Согласно рекомендациям [12], передний угол на периферии принимаем a=10…12°, а у перемычки a=22…24°.
Выбираем угол наклона перемычки сверла y = 55° и угол заборного конуса 2j = 120°, т. к. обрабатываемый материал – сталь 19ХГН [12]. Толщина перемычки составит
m = (0,1 … 0,2) D = (0,1 … 0,2)×9 = 0,9 мм. (8.3.2)
Для повышения жесткости сверла и улучшения отвода стружки принимаем угол наклона спирали w=60°.
Шаг винтовой лини составит
 (8.3.3)
(8.3.3)
9. Проектирование производственного участка 9.1 Технологические расчеты механического участка механосборочного цеха
При проектировании производственного участка нужно произвести расчет:
1) трудоемкости изготовления всех деталей по программе;
2) количества основного и вспомогательного оборудования;
3) количества производственных и вспомогательных рабочих, инженерно-технических работников, количества служебного персонала и младшего обслуживающего персонала.
1) Трудоемкость изготовления всех деталей по программе:
где åtшт – суммарное штучное время изготовления деталей, мин;
t10шт =0,636 мин;
t20шт =0,829 мин;
t30шт =3,187 мин;
t40шт =0.1 мин;
t50шт =1 мин;
t60шт =0,9321 мин;
t70шт =0.1 мин;
t90шт =1,5571 мин;
t100шт =5,315 мин;
Nзап – норма запуска деталей в производство, шт.; Nзап = 100 шт.;
Куж – коэффициент, учитывающий снижение норм времени (коэффициент ужесточения), Куж =0,9;
Кпл.пер. – коэффициент планового перевыполнения норм выработки; Кпл.пер=1,2 [7]
![]() ч
ч
2) Количество оборудования:
![]()
где Тгод.пр. – трудоемкость изготовления деталей на данном виде оборудования, ч;
Фд.ст. – действительный годовой фонд времени работы единицы оборудования в часах при соответствующем числе смен работы; Фд.ст.=4015 ч. при режиме работы в две смены;
Кп – коэффициент, учитывающий потери времени при переналадке оборудования на обработку других деталей; Кп=0,93.
Операция 10.
![]()
![]()
Принимаем Ср=1 шт.
Операция 20.
![]()
![]()
Принимаем Ср=1 шт.
Операция 30.
![]()
![]()
Принимаем Ср=1 шт.
Операция 40.
![]()
![]()
Принимаем Ср=1 шт.
Операция 50.
![]()
![]()
Принимаем Ср=1 шт.
Операция 60
![]()
![]()
Принимаем Ср=1 шт.
Операция 70
![]()
![]()
Принимаем Ср=1 шт.
Операция 90
![]()
![]()
Принимаем Ср=1 шт.
Операция 100
![]()
![]()
Принимаем Ср=1 шт.
В технологическом процессе присутствуют операции, которые выполняются на однотипном оборудовании с очень малым коэффициентом загрузки. Таким образом, можно объединить операции, выполняемые на таком оборудовании.
Операции 40 и 70. (моечная)
![]()
Принимаем Ср=1 шт.
3) Количество производственных рабочих:
![]()
где Тгод.пр. – трудоемкость изготовления годового количества деталей на станках данного типа, ч;
Фд.р.– действительный годовой фонд работы рабочего, ч.; Фд.р.=1731 ч;
Км.н. – коэффициент многостаночного обслуживания; Км.н.=1.
Операция 10
![]()
принимаем Рст=1 чел.
Операции 20
![]()
принимаем Рст=1 чел.
Операция 30.
![]()
принимаем Рст=1 чел.
Операция 40 и 70.
![]()
принимаем Рст=1 чел.
Операция 50.
![]()
принимаем Рст=1 чел.
Операция 60.
![]()
принимаем Рст=1 чел.
Операция 90
![]()
принимаем Рст=1 чел.
Операция 100
![]()
принимаем Рст=1 чел.
Количество производственных рабочих:
![]()
где ![]() – количество рабочих на i-той операции;
– количество рабочих на i-той операции;
Рст=1+1+1+1+1+1+1+1=8 чел.
Количество вспомогательных рабочих:
Принимаем Рвсп=4 чел.
Количество инженерно-технических работников:
РИТР=0,1·Рст=0,1·16=1,6 (9.6)
Принимаем РИТР=2 чел.
Количество служащих:
Планировку механического участка механосборочного цеха проводим с учетом расстояний между оборудованием и элементами здания. Сетка колонн выбирается 24´24 м. Оборудование располагается на плане механического участка в масштабе 1:100. В соответствии с нормами расставляются станки и вспомогательное оборудование, которое обозначается соответствующими условными обозначениями.
10. Определение экономической эффективности проекта
Цель – рассчитать технико-экономические показатели проектируемой техники и произвести их сравнительный анализ с показателями базового варианта, определить экономический эффект от предложенных в проекте технических решений [14].
Таблица 10.1. Краткая характеристика сравниваемых вариантов
| Базовый вариант | Проектируемый вариант |
| Для производства шестерни ведомой заднего моста используются 1 обрабатывающий центр с ЧПУ (оп. 30), 1 контрольно-обкатной стенд (оп. 100) и 1 притирочный станок (универсальные без ЧПУ, оп. 110). Сверление производится сверлом из быстрорежущей стали (оп. 30). Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. | Для производства шестерни ведомой заднего моста используются 1 обрабатывающий центр с ЧПУ (оп. 30), 1 стенд с ЧПУ позволяющий объединить операции контрольно-обкатную и притирочную (оп. 100). Сверление отверстий производится сверлом повышенной стойкости (оп. 30). За счет объединения операций операция высвобождается. Тип производства – серийное. Условия труда – нормальные. Форма оплаты труда – повременно-премиальная. |
Расчет будем вести только по изменяемым операциям.
Таблица 10.2. Исходные данные для экономического обоснования сравниваемых вариантов
| № п/п | Показатели | Условное обозначение | Значения показателей | Источники информации | |
| Базовый вариант | Проект | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Годовая программа выпуска группы деталей, шт. | Пг | 15000 | 15000 | Задание |
| 2 | Норма штучного времени на операцию, мин. | Тшт30 Тшт100 Тшт110 | 3,187 5,315 3,315 | 3,187 5,315 - | Расчетные данные и данные с аналогичных операций с базового предприятия АвтоВАЗа |
| 3 | Машинное время, мин. | То30 То100 То110 | 2,32 5 3 | 2,32 5 - | |
| 4 | Часовая тарифная ставка рабочего оператора, руб. | Сч | 10,99 | 10,99 | - |
| 5 | Часовая тарифная ставка наладчика, руб. | Счн | 12,98 | 12,98 | - |
| 6 | Коэффициент доплат до часового, дневного и месячного фондов | Кд | 1,08 | 1,08 | - |
| 7 | Коэффициент доплат за профмастерство | Кпф | 1,12 | 1,12 | - |
| 8 | Коэффициент доплат за условия труда | Ку | 1,12 | 1,12 | - |
| 9 | Коэффициент доплат за вечерние и ночные часы | Кн | 1,2 | 1,2 | - |
| 10 | Коэффициент премирования | Кпр | 1,2 | 1,2 | - |
| 11 | Коэффициент выполнения норм | Квн | 1,25 | 1,25 | - |
| 12 | Коэффициент отчисления соцстраху | Кс | 1,39 | 1,39 | - |
| 13 | Цена единицы оборудования, тыс. руб. | Цоб30Цоб100Цоб110 | 8000 13700 13700 | 8000 20550 - | Данные с ВАЗа |
| 14 | Коэффициент расходов на доставку и монтаж оборудования | Кмонт | 0,1 | 0,1 | |
| 15 | Выручка от реализации изношенного оборудования, тыс. руб. | Вр110 | - | 1370 | - |
| 16 | Эффективный годовой фонд времени работы, час.: Оборудования Рабочего |
Фэ Фэр | 4015 1731 | 4015 1731 | - |
| 17 | Коэффициент затрат на текущий ремонт оборудования | Кр | 0,3 | 0,3 | - |
| 18 | Установленная мощность электродвигателей, кВт | Му30 Му60,70 Му70 | 10 20 20 | 10 30 - | - |
| 19 | Коэффициент одновременной работы электродвигателей | Код | 0,8 | 0,8 | - |
| 20 | Коэффициент загрузки электродвигателей по мощности | Км | 0,7 | 0,7 | - |
| 21 | Коэффициент потерь электроэнергии в сети завода | Кп | 1,05 | 1,05 | - |
| 22 | Коэффициент загрузки электродвигателей по времени | Кв | 0,5 | 0,5 | - |
| 23 | Тариф платы за электроэнергию, руб. /кВт | Цэ | 0,52 | 0,52 | - |
| 24 | Коэффициент полезного действия станка | Кпд | 0,9 | 0,9 | - |
| 25 | Цена единицы рабочего инструмента, руб.* | Ци30 Ци100 Ци110 | 280 59,8 29,5 | 400 65,7 - | |
Таблица 10.3. Расчет необходимого количества оборудования и коэффициентов его загрузки
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| Вар.1 | Вар.2 | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Расчетное количество основного технологического оборудования по изменяющимся операциям техпроцесса обработки детали | Ноб.расч= Квн=1,25 Вариант1 Ноб.расч30= Ноб.расч100= Ноб.расч110= Вариант2 Ноб.расч30= Ноб.расч100= | 0,159 0,26 0,165 | 0,159 0,26 - |
| 2 | Принятое количество оборудования | Ноб.пр | 1 | |
| 3 | Коэффициент загрузки оборудования | Кз= Вариант 1 КЗ30=0,159 КЗ70=0,26 КЗ80= 0,165 Вариант 2 КЗ30=0,159 КЗ70=0,26 | 0,159 0,26 0,165 | 0,159 0,26 - |
| 4 | Количество однотипных деталей (станок с ЧПУ) | Ндет | 1 | 1 |
| 5 | Среднесуточный запуск деталей, штук | Псут= | 42 | 42 |
| 6 | Длительность производственного цикла, дней | ТЦ= ТЦ= ТЦ= | 104,875 | 77,91 |
Таблица 10.4. Расчет капитальных вложений по проектируемому варианту
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| базовый | проектный | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Прямые капитальные вложения, тыс. руб. | Коб=åНоб*Цоб*КЗ Базовый вариант Коб=8000*0,159+13700*0,26+13700*0,165= =7094,5 Проектный вариант Коб=8000*0,159+20550*0,26=6615 | 7094,5 | 6615 |
| 2.1 | Затраты на доставку и монтаж, тыс. руб. | Км=Коб*Кмонт Км=6615*0,1=661,5 | - | 661,5 |
| 2.2. | Затраты на приспособления, тыс. руб. | Кпр=åНпр*Цпр*КЗ Базовый вариант Кпр=9*0,159+9*0,26+9*0,165=5,256 Проектный вариант Кпр=9*0,159+9*0,26=3,771 | 5,256 | 3,771 |
| 2.3. | Затраты на инструмент, тыс. руб. | Ки= Базовый вариант Ки=( + Проектный вариант Ки=( + | 32,472 | 32,056 |
| 2.4. | Затраты на производственную площадь, занимаемую основным оборудованием, тыс. руб. | Кпл=(åНст*Руд*Кз)*Кд.пл*Цпл Базовый вариант Кпл=(4*0,159+10*0,26+10*0,06)* *1,5*1581=9,097 Проектный вариант Кпл=(4*0,159+10*0,26)* *1,5*1581=7,674 | 9,097 | 7,674 |
| 2.5. | Стоимость аппаратуры для записи программ, руб. | Кап Проектный вариант: Кап70=5000 Применяется станок с ЧПУ на операции 100, на операции 30 в базовом и проектном варианте применяется станок с ЧПУ, поэтому в расчет можно не брать (т. к. нет изменения) | 5000 | |
| 2.6. | Итого сопутствующие капитальные вложения тыс. руб. | Ксоп=Кпр+Ки+Кпл+Зтр+Здем-Вреал Базовый вариант Ксоп=5,256+32,472+9,097= =46,569 Проектный вариант Ксоп=3,771+32,056+7,674+5+0,661= =49,162 | 46,569 | 49,162 |
| 2.7. | Общие капитальные вложения, тыс. руб. | Кобщ=Коб+Ксоп Базовый вариант Кобщ=7094,5+46,569=7141,069 Проектный вариант Кобщ=6615+49,162=6664,162 | 7141,069 | 6664,162 |
| 2.8. | Удельные капитальные вложения, тыс. руб. | Куд= Базовый вариант Куд= Проектный вариант Куд= | 0,476 | 0,444 |
Таблица 10.5. Расчет технологической себестоимости операций
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| Вар.1 | Вар.2 | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Основные материалы за вычетом отходов в стружку, руб. | Мзаг=Мзаг*Цмат*Ктз-Мотх*Цотх Где Ктз-коэффициент транспортно заготовительных расходов Ктз=1,05 Мзаг=2,4*6,25*1,05–0,5*0,1*2,81=15,60 | 15,60 | 15,60 |
| 2 | Основная заработная плата рабочих – операторов, руб. | Зпл= Базовый вариант Зпл= (3 станка – 6 рабочих для 2 смен) Проектный вариант Зпл= (2 станка – 4 рабочих для 2 смен) | 29,69 | 19,79 |
| 3 | Основная заработная плата наладчика, руб. | Зпл.нал= Кн*Ноб Базовый вариант Зпл.нал= (на участке 8 станков для обработки данной детали) Проектный вариант Зпл.нал= (на участке 7 станков для обработки данной детали) | 2,337 | 2,045 |
| 4 | Начисления на заработную плату, руб. | Нз.пл=(Зпл.опер+Зпл.нал)*Кс Базовый вариант Нз.пл=(29,69+2,337)*0,39=12,49 Проектный вариант Нз.пл=(19,79+2,045)*0,39=8,51565 | 12,49 | 8,51565 |
| 5 | Расходы на текущий ремонт оборудования, руб. | Рр.об= Базовый вариант Рр.об=(8000*0,159*3,187+13700* *0,26*5,315+13700*0,165*3,315))*0,3* * Проектный вариант Рр.об=(8000*0,165*3,187+20550* *0,26*5,315)*0,3* * | 55,766 | 32,48 |
| 6 | Расходы на электроэнергию, руб. | Рэ=å(Му*Тмаш)*Код*Км*Кв*Кп* Базовый вариант Рэ=(10*2,32+20*5+20*3))*0,8*0,7* 0,5*1,05* Проектный вариант Рэ=(10*2,32+30*0,26)*0,8*0,7* 0,5*1,05* | 0,5186 | 0,08 |
| 7 | Расходы на рабочий инструмент, руб. | Ри= Базовый вариант Ри=( + + Проектный вариант Ри=( + | 1,849 | 1,81 |
| 8 | Расходы на смазочные, обтирочные материалы и СОЖ, руб. | Рсм= Базовый вариант Рсм= Проектный вариант Рсм= | 0,02336 | 0,0111 |
| 9 | Расходы на содержание и эксплуатацию приспособлений, руб. | Рпр= Базовый вариант Рпр= =0,09 Проектный вариант Рпр= | 0,09 | 0,067 |
| 10 | Расходы на технологическую воду, руб. | Рв= Базовый вариант Рв= =0,04 Проектный вариант Рв= | 0,04 | 0,029 |
| 11 | Расходы на сжатый воздух, руб. | Рсж= Базовый вариант Рсж= Проектный вариант Рсж= =0,0006 | 0,0009 | 0,0006 |
| 12 | Расходы на содержание и эксплуатацию производственной площади, руб. | Рпл=åНоб*Руд*КЗ* Базовый вариант Рпл=(4*0,159+10*0,26+10*0,165)* Проектный вариант Рпл=(4*0,159+10*0,26)* | 0,863 | 0,57633 |
| 13 | Расходы на подготовку и эксплуатацию управляющих программ, руб. | Ру.пр= Базовый вариант Нет ЧПУ на заменяемых станках Проектный вариант Ру.пр= | - | 1,66 |
| Итого, расходы на содержание и эксплуатацию оборудования, руб. | Базовый вариант Рэ.об=55,766+0,5186+1,849+0,02336+ +0,09+0,04+0,0009+0,863=59,15086 Проектный вариант Рэ.об=32,48+0,08+1,81+0,0111+0,067+ +0,03+0,0006+0,57633+1,66=36,715 | 59,1509 | 36,715 | |
 *Сч*Фэр*Ку*Кпф*Кпр*Кд*Кн
*Сч*Фэр*Ку*Кпф*Кпр*Кд*Кн
 =55,766
=55,766
Таблица 10.6. Калькуляция себестоимости обработки детали по вариантам техпроцесса, руб.
| № | Статьи затрат | Затраты, руб. | Изменение | |
| п/п | Вар.1 | Вар.2 | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Материалы за вычетом отходов | 15,6 | 15,6 | 0 |
| 2 | Основная заработная плата рабочих – операторов и наладчиков | 32,027 | 21,835 | +10,192 |
| 3 | Начисления на заработную плату | 12,49 | 8,51565 | +3,97 |
| 4 | Расходы на содержание и эксплуатацию оборудования | 59,1509 | 36,715 | +22,4359 |
| Итого, технологическая себестоимость Стех. | 119,2679 | 82,66565 | +36,602 | |
| 5 | Общецеховые накладные расходы Рцех = Зпл.осн*Кцех, Кцех=2,15 | 63,8335 | 42,5485 | +21,285 |
| Итого, цеховая себестоимость Сцех = Стех + Рцех | 183,5125 | 125,2135 | +58,299 | |
| 6 | Общезаводские накладные расходы Рзав = Зпл.осн*Кзав, Кзав=2,55 | 75,7095 | 50,4645 | +25,245 |
| Итого, заводская себестоимость Сзав = Сцех + Рзав | 259,222 | 175,678 | +83,544 | |
| 7 | Внепроизводственные расходы Рвн = Сзав*Квн, Квн=0,05 | 12,9611 | 8,7839 | +4,1772 |
| Всего, полная себестоимость Сполн = Сзав + Рвн | 272,182 | 184,4619 | +87,7201 | |
Таблица 10.7. Расчет приведенных затрат и выбор оптимального варианта
| № п/п | Наименование показателей | Расчетные формулы и расчет | Значение показателей | |
| Базовый | Проектный | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Приведенные затраты на единицу детали, руб. | Зпр.ед=Сполн+Ен*Куд Где Ен=0,33 Базовый вариант Зпр.ед=272,182+0,33*0,476=272,339 Проектный вариант Зпр.ед=184,4619+0,33*0,444=184,608 | 272,339 | 184,608 |
| 2 | Годовые приведенные затраты, тыс. руб. | Зпр.г=Зпр.ед*Пг Базовый вариант Зпр.г=272,339*15000=4085085 Проектный вариант Зпр.г=184,608*15000=2769120 | 4085085 | 2769120 |
Проведем расчет экономической эффективности проектируемого варианта техники.
Условно-годовая экономия от снижения себестоимости изделия составит:
Эу.г.=Пр.ож.=(Сполн.баз-Сплон.пр.)*Пг (10.1.)
Пр.ож.=Эу.г.=(272,182–184,608)*15000=1315801,5 руб.
Налог на прибыль
Нприб.=Эу.г.*Кнал (10.2.)
где Кнал-коэффициент налогообложения прибыли, Кнал=0,32.
Нприб.=1315801,5*0,32=421056,48 руб.
Чистая прибыль составит
Пр.чист.=Пр.ож.-Нприб. (10.3.)
Пр.чист.= 1315801,5 – 421056,48=894745,02 руб.
Определим расчетный срок окупаемости инвестиций
Ток=![]() (10.4.)
(10.4.)
Ток=![]() =7,448=8 лет
=7,448=8 лет
Определим общую текущую стоимость доходов в течение принятого горизонта расчета
 (10.5)
(10.5)
где Е=10% – процентная ставка на капитал,
Добщ=  руб.
руб.
Интегральный экономический эффект (чистый дисконтированный доход) составит:
Эинт=ЧДД= Добщ-Кобщ (10.6)
Эинт=4776824,898–6664162=-1887337 руб.
Таким образом, вложив в осуществление проекта 6664,162 тыс. руб., через 8 лет предприятие вместо дохода получит убыток в размере 1887337 рублей.
При данной ставке процента на капитал инвестору выгоднее положить деньги на депозитный счет в банк и он за 8 лет получит доход на капитал в размере: Дкап=Кобщ (1+Е)8 – Кобщ=7621,06 тыс. руб.
Вывод: Проведенные расчеты показали, что спроектированный вариант техники и технологии является убыточным. Выгоднее положить деньги в банк. Причина по моему мнению в малой программе выпуска и низкой загрузке оборудования и при увеличении программы выпуска проект может принести прибыль.
11. Безопасность и экологичность проекта 11.1 Анализ опасных и вредных факторов при обработке шестерни ведомой заднего моста автомобиля ВАЗ
Современные промышленные предприятия отличаются высокой интенсификацией производственных процессов, автоматизацией и механизацией технологических процессов, что, с одной стороны, способствует улучшению условий труда на производстве, снижению воздействия на работающих опасных и вредных производственных факторов, с другой – требует от инженерно-технических работников прочных знаний безопасности технологических процессов и оборудования, четкого представления о характере и степени воздействия опасных и вредных производственных факторов на работающих в конкретных производственных условиях, о существующих способах защиты от воздействия опасных и вредных производственных факторов, грамотных действий в условиях чрезвычайных ситуаций, а также их предупреждения [15].
На основе повышения технического уровня производства сокращается применение ручного и тяжелого труда во всех отраслях народного хозяйства, повышается уровень оснащенности предприятий средствами производственной санитарии, техники безопасности и пожарной безопасности, создаются безопасные машины и технология.
На участке механической обработки шестерни ведомой заднего моста автомобиля ВАЗ расположено 5 станков, 1 контрольный стол, 1 моечная машина. Все станки подсоединены к электрической сети 380 В и имеют подвод сжатого воздуха.
В технологическом процессе изготовления шестерни ведомой заднего моста используется для токарных станков 3¸5% раствор СОТС ВЭЛС-1 и индустриальное масло для шлифовального станка.
Для промывки деталей применяется раствор тринатрия фосфата и нитрат натрия, нагретый до температуры 60¸70°С.
Транспортировка заготовок, деталей на склад готовой продукции производится в контейнерах на электропогрузчиках. Перемещение деталей от одного рабочего места к другому осуществляется в металлических контейнерах с помощью ручного труда.
Исходя из вышесказанного, проанализируем, какие производственные опасные и вредные факторы возникают при изготовлении шестерни ведомой заднего моста автомобиля ВАЗ.
Производственные травмы возникают вследствие:
- организационных причин: отсутствие или некачественное проведение инструктажа и обучения; отсутствие проекта работ, инструкций по технике безопасности, руководства и надзора за работой; неудовлетворительный режим труда и отдыха; неправильная организация рабочего места, движения пешеходов и транспорта; отсутствие, неисправность или несоответствие условиям работы спецодежды, индивидуальных средств защиты и др.
- конструкторских причин: несоответствие требованиям безопасности конструкций технологического оборудования, транспортных и энергетических устройств; несовершенство конструкции технологической оснастки, ручного и переносного механизированного инструмента; отсутствие или несовершенство оградительных, предохранительных и других технических средств безопасности; неудовлетворительная компоновка поста управления; неудобное проведение осмотра, технического ухода и ремонта.
- технологических причин: неправильный выбор оборудования, оснастки, транспортных средств; отсутствие или недостаточная механизация тяжелых и опасных операций; неправильный выбор режимов обработки; несовершенство планировки и технологического обслуживания оборудования; нарушение технологического процесса.
- причин неудовлетворительного технического обслуживания: отсутствие плановых профилактических осмотров, технических уходов и ремонтов оборудования, оснастки и транспортных средств; неисправность оборудования, оснастки и транспортных средств, а также оградительных, предохранительных и других технических средств безопасности; неисправность ручного и переносного механизированного инструмента.
- причин неудовлетворительного состояния производственной среды: неблагоприятные метеорологические условия; повышенная концентрация вредных веществ в воздухе рабочей зоны; неудовлетворительная освещенность; большой уровень шума и вибрации.
- психофизиологических причин (связанные с неблагоприятной особенностью личного фактора): несоответствие анатомо-физиологических и психологических особенностей организма человека условиям труда; неудовлетворенность работой, неприменение ограждений опасных зон, индивидуальных средств защиты; алкогольное опьянение; неудовлетворительный «психологический климат» в коллективе и др.
Возникновение шума возникает при работе токарных и шлифовальных станков. Шум наносит большой ущерб, вредно действуя на организм человека и снижая производительность труда. Утомление рабочих и операторов из-за сильного шума увеличивает число ошибок при работе, способствует возникновению травм. На операции 60 используется станок для высокоскоростного шлифования со скоростями шлифовального круга около 200 м/с. Поэтому может возникнуть опасность шума высокой частоты.
Вибрации возникают из-за неуравновешенных силовых воздействий при работе оборудования. Их источниками являются возвратно-поступательно движущиеся детали, неуравновешенные вращающиеся массы (режущий инструмент, процесс шлифования) и т.д.
Вибрация ухудшает самочувствие работающего и снижает продуктивность труда.
На производственном участке наблюдаются такие вредные факторы, как пыль, избыточное тепло, вызывая раздражающее действие на слизистые оболочки дыхательных путей, кожу, глаза.
Естественное и искусственное освещение соответствует нормам, расчет освещения приведен ниже.
Такие факторы, как ионоизлучение и электромагнитное поле не рассматриваются, так как они незначительны. Индивидуальные средства защиты, используемые при изготовлении шестерни ведомой заднего моста, это хлопчатобумажные перчатки и очки.
11.2 Мероприятия по устранению вредных и опасных факторовДля устранения производственного травматизма необходимо:
- проанализировать производственный травматизм с целью устранения или снижения его в дальнейшем;
- контролировать ход проведения инструктажа на производстве, соблюдать культуру производства;
- привести в соответствие требования безопасности конструкций технологического оборудования, транспортных и энергетических устройств, своевременно проводить технический уход и ремонт оборудования;
привести в соответствие нормам оборудование и оснастку;
- осуществлять контроль за своевременный профосмотр рабочих.
Уменьшение шума можно достичь следующим:
- внутри производства тихие помещения необходимо располагать вдали от шумных так, чтобы их разделяло несколько других помещений или ограждение с хорошей изоляцией;
- применять такие звукопоглощающие материалы, как ультратонкое стекловолокно, капроновое волокно, минеральную вату, древесноволокнистые, минераловатные плиты на различных связках с окрашенной и профилированной поверхностью, пенополиуретановый поропласт (поролон), пористый поливинил-хлорид и др.
- применять звукоизолирующие перегородки для того, чтобы не пропускать звук из шумного помещения в более тихое;
- закрывать шумные машины звукоизолирующими кожухами.
Вибрацию можно снизить путем:
- отстройки от режима резонанса;
- вибродемпфированием (использование конструкционных материалов с большим коэффициентом трения, мастичные покрытия);
- виброгашения, которое достигается путем установки оборудования на самостоятельные фундаменты;
- введение виброизолирующих опор.
Для улучшения воздушной среды (уменьшения концентрации пыли, установления заданной температуры) применить:
- кондиционирование воздуха (автоматическое поддержание в помещении независимо от наружных условий постоянных или изменяющихся по программе температуры, влажности, чистоты и скорости движения воздуха;
- пылеуловители;
- фильтры.
11.3 Расчет искусственного освещенияРасчет произведем по методике и материалам изложенным в [7].
Для освещения производственных помещений применяем лампы накаливания – светильники типа «Универсаль». Светильники располагаем рядами. Принимаем комбинированное освещение.
Площадь проектируемого участка составляет: S=288 м2
Длина участка а=12 м
Ширина участка в=24 м
Высота Н=9,6 м
Расстояние между светильниками рассчитывается из соотношения для светильников «Универсаль»:
![]()
Где L – расстояние между центрами светильников;
НР – высота подвеса над рабочей поверхностью.
Высота подвеса над рабочей поверхностью рассчитывается по формуле:
![]()
Где H – высота участка;
hСВ= 3,66 м – расстояние от потолка до низа светильника;
hP= 1,3 м – расстояние от пола до рабочей поверхности.
НР = 9 – (3,66 – 1,3) = 4,76 м
Световой поток лампы определяем по формуле:
![]()
Где ЕН = 200 лк – нормированная минимальная освещенность;
S – площадь участка в м2;
z = 1.5 – коэффициент запаса;
N – число светильников на участке рассчитываются по формуле:
![]()
Так как светильники расположены в 2 ряда принимаем N=12;
![]()
По таблице 3 [стр. 90] принимаем h =0,46
Подставив значения в формулу (9.3) получим:
![]()
По таблице 4 [7] определяем тип лампы – Г-750 с параметрами: напряжение – 220 В, световой поток – 13100 лм, световая отдача – 17,5 лм / Вт.
Полученной освещенности вполне достаточно для нормальной работы рабочих и не вызовет светового раздражения глаз.
Похожие работы
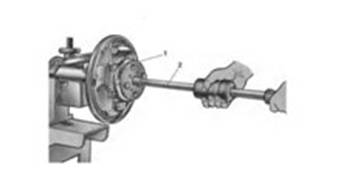
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... Шлифование производиться на специальных круглошлифовальных станках. Выбираем круглошлифовальный станок: КШС 3В151 Заключение В результате работы был разработан технологический процесс восстановления полуоси заднего моста автомобиля ГАЗ-53, проведён расчёт технико-экономический анализ выбранного способа восстановления, т.е. выбранный способ с точки зрения экономичности, сложности ...
... наличием соответствующих по наименованию и цене запасных частей, используемых при ремонте автомобилей. Целью данного курсового проекта является разработка технологического процесса восстановления детали, рычага блокировки дифференциала промежуточного правого (рычаг) номер детали по каталогу 214-1804106. При этом в проекте решаются следующие задачи: - выбор эффективного способа ...
0 комментариев