Навигация
Расчет калибров для контроля деталей соединения
20840
знаков
4
таблицы
29
изображений
3. Расчет калибров для контроля деталей соединения
В данном пункте производится расчет предельных и исполнительных размеров калибров, необходимых для контроля отверстия и вала соединения d60H7/n6, а также контрольных калибров для скоб.
3.1 Калибры для контроля отверстия d60H7
Предельные отклонения: ES = 30 мкм; EI = 0.
Предельные размеры: DMAX= 60,030 мм; DMIN = 60,000 мм.
Допуски отклонения для пробок по ГОСТ 24853–81: Z=4 мкм, Y=3 мкм, H=5 мкм.
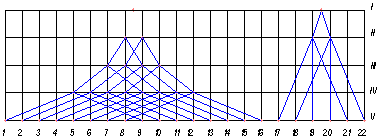
Схемы расположения полей допусков калибров-пробок приведены на рисунках 10 и 11.
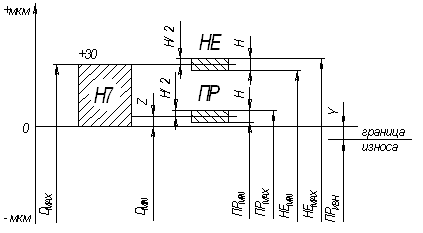
Рисунок 10. Схема расположения полей допусков калибров-пробок для контроля отверстия d60H7.
Расчет предельных и исполнительных размеров калибров для контроля отверстия d60H7:
ПРMAX = DMIN + Z + H/2 = 60,000 + 0,004 + 0,0025 = 60,0065 (мм)
ПРMIN = DMIN + Z – H/2 = 60,000 + 0,004 – 0,0025 = 60,0015 (мм)
ПРИЗН = DMIN – Y = 60,000 – 0,003 = 59,997 (мм)
НЕMAX = DMAX + H/2 = 60,030 + 0,0025 = 60,0325 (мм)
НЕMIN = DMAX – H/2 = 60,030 – 0,0025 = 60,0275 (мм)
НЕИСП= 60,0325 – 0,005 (мм)
ПРИСП = 60,0065 – 0,005 (мм)
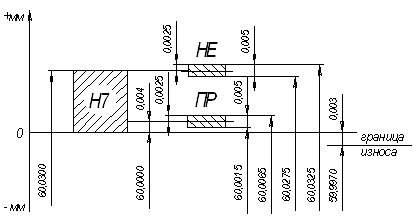
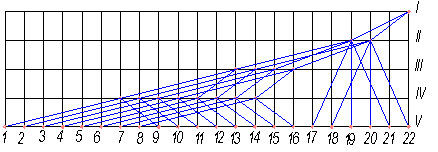
Рисунок 11. Схема расположения полей допусков калибров-пробок для контроля отверстия d60H7
3.2 Калибры для контроля вала d60n6, а также контрольные размеры скоб
Предельные отклонения: es = 0,039 мкм; ei = 0,020 мкм.
Предельные размеры: dMIN = 60,020 мм; dMAX = 60,039 мм.
Допуски отклонений для скоб: Z1=4 мкм, Y1 = 3 мкм, H1 = 5 мкм, HР = 2 мкм.
Схемы расположения полей допусков калибров-скоб приведены на рисунках 12 и 13.
Размеры скоб:
ПРMAX = dMAX – Z1 + H1/2 = 60,039 – 0,004 + 0,0025 = 60,00375 (мм)ПРMIN = dMAX – Z1 – H1/2 = 60,039 – 0,004 – 0,0025 = 60,00325 (мм)
ПРИЗН = dMAX + Y1 = 60,039 + 0,003 = 60,042 (мм)
ПРИСП = 60,0325+0,005 (мм)
НЕMAX = dMIN + H1/2 = 60,020 + 0,0025 = 60,0225 (мм)
НЕMIN = dMIN – H1/2 = 60,020 – 0,0025 = 60,0175 (мм)
НЕИСП = 60,0175+0,005 (мм)
Размеры котрольных калибров для скоб:
К-ПРMAX = dMAX – Z1 + HP/2 = 60,039 – 0,004 + 0,001 = 60,036 (мм)
К-ПРMIN = dMAX – Z1 – HP/2 = 60,039 – 0,004 – 0,001 = 60,034 (мм)
К-ПРИСП = 60,036 –0,002 (мм)
К-НЕMAX = dMIN + HP/2 = 60,020 + 0,001 = 60,021 (мм)
К-НЕMIN = dMIN – HP/2 = 60,020 – 0,001 = 60,019 (мм)
К-НЕИСП = 60,021 – 0,002 (мм)
К-ИMAX = dMAX + Y1 + HP/2 = 60,039 + 0,003 + 0,001 = 60,043 (мм)
К-ИMIN = dMAX + Y1 – HP/2 = 60,039 + 0,003 – 0,001 = 60,041 (мм)
К-ИИСП = 60,043 –0,002 (мм)

Рисунок 12. Схема расположения полей допусков калибров для контроля вала d60n6
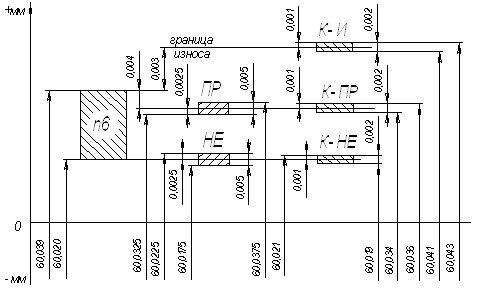
Рисунок 12. Схема расположения полей допусков калибров для контроля вала d60n6
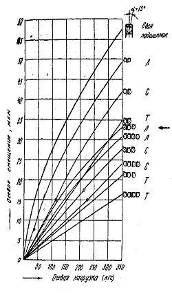
4. Расчёт подшипников качения
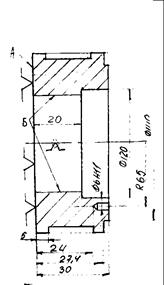
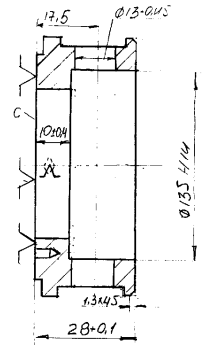
Исходные данные: узел номер 3, подшипник 0–110 (позиция 5 на чертеже узла); радиальная нагрузка Fr=3000 Н; перегрузка подшипника не более 150%; толчки и вибрации умеренные, режим работы нормальный.
4.1 Характеристика подшипника 0–110 и его размеры
По ГОСТ 8338–75 подшипник 0–110 – шариковый радиальный однорядный, особо легкой серии.
Номинальные размеры: d=50 мм, D=80 мм, B=16 мм, r=1,5 мм.
4.2 Виды нагружения колец подшипника
Внутреннее кольцо.
Нагружение циркуляционное, при котором постоянная по величине и направлению нагрузка передается вращающемуся кольцу. В этом случае нагруженной оказывается вся поверхность кольца.
Наружное кольцо.
Нагружение местное, при котором постоянная по величине и направлению нагрузка передается невращающемуся кольцу, следовательно под нагрузкой оказывается только определенный участок поверхности кольца.
4.3 Интенсивность радиальной нагрузки определяется по формуле:
![]() (4.1)
(4.1)
где: Fr – радиальная нагрузка, Н;
K1 – динамический коэффициент посадки; K1 = 1 при нормальных условиях работы;
K2 – коэффициент учитывающий ослабление посадочного натяга, для сплошного вала K2 = 1;
K3 – коэффициент, учитывающий неравномерность распределения радиальной нагрузки; K3 = 1 для радиальных шариковых подшипников;
b – рабочая ширина посадочного места.
Похожие работы
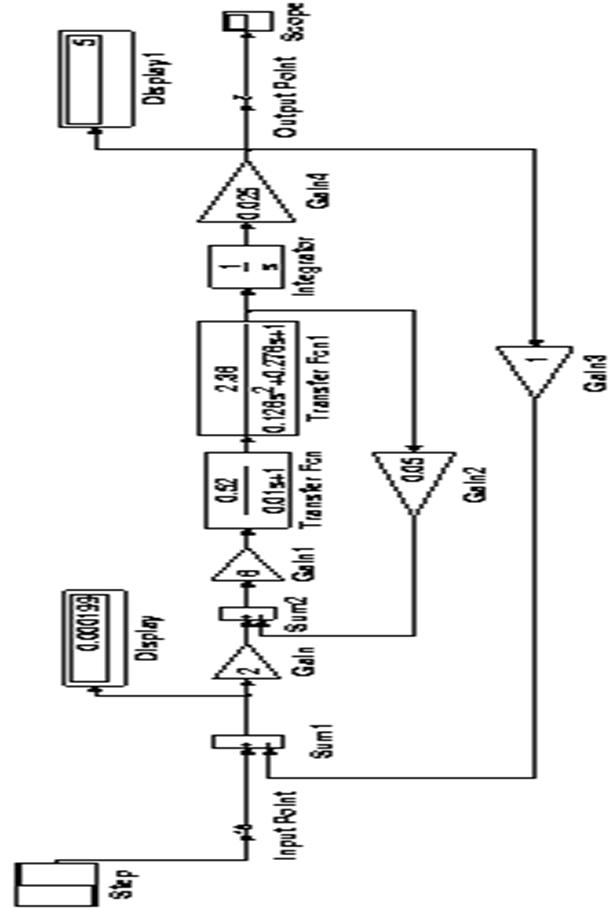
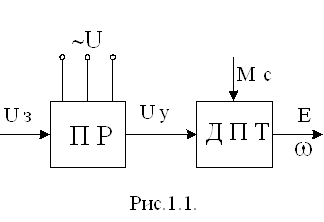
... процесса. Современный электропривод – это совокупность множества электромашин, аппаратов и систем управления ими. В рамках данной курсовой работе в дальнейшем электропривод – аналоговая следящая система. Проектирование осуществлялось с использованием прикладной программы MatLab. Многим соотношениям и операциям над функцией действительной переменной (оригинала) f(x) соответствуют более простые ...
... при реверсе . Потери холостого хода , где – относительная частота вращения дисков при отключенной муфте. 9. Разработка системы управления Для управления коробкой скоростей станка с ЧПУ применяются контактные электромагнитные муфты ЭМ…2 и бесконтактные электромагнитные муфты ЭМ…4. Применение таких муфт позволяет осуществлять переключение передач во время работы станка, как в ...
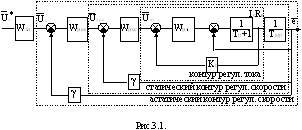
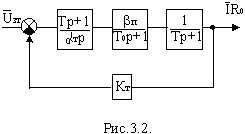
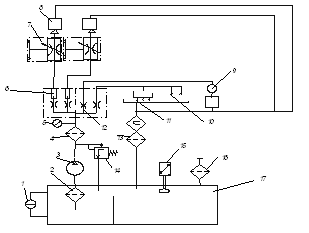
... главную регулируемую обратную связь и дополнительные обратные связи. 1 ФУНКЦИОНАЛЬНАЯ СХЕМА ОБЪЕКТА УПРАВЛЕНИЯ В качестве объекта управления используется управляемый полупроводниковый выпрямитель, двигатель постоянного тока независимого возбуждения типа 2ПН-132МУХЛ4. Вал двигателя соединен с тахогенератором. Выписываем из справочника параметры двигателя: Pн=2,5кВт Nн=1000 об¤мин; Nм=4000 ...
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
0 комментариев