МЕХАНИЗМ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ОБЛАСТЬ ПРИМЕНЕНИЯ МЕТОДА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
СХЕМЫ И КОНСТРУКЦИИ СТРУЙНЫХ АППАРАТОВ
Струйные аппараты, формирующие плоские струи
ЗАКОН БЕРНУЛЛИ
Навигация
МЕХАНИЗМ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
Струйная гидроабразивная обработка поверхностей
75558
знаков
1
таблица
29
изображений
2. МЕХАНИЗМ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
Струйная гидроабразивная обработка представляет собой процесс ударного воздействия на обрабатываемую поверхность высокоскоростной гидроабразивной струи. Характер взаимодействия абразивных частиц, находящихся в струе, с поверхностью определяет выходные параметры процесса производительность и качество обработки. В плане абразивного воздействия струйную гидроабразивную обработку можно рассматривать как процесс эрозии потоком абразивных частиц обрабатываемой поверхности. Для установления физической картины явлений, происходящих при изнашивании пластичного материала потоком абразивных частиц, необходимо первоначально рассмотреть износ, вызываемый ударом одиночной частицы.
Удар частицы о поверхность приводит к возникновению кратера. Исследование кратеров, образующихся при ударах частицы под разными углами атаки, показало, что вытесненный из кратера материал течет в направлении падения частицы с образованием вала до тех нор, пока он не растрескивается из-за значительных быстродействующих накопленных деформаций. При ударах под углом 90° вал располагается вокруг кратера равномерно, при меньших углах атаки вал образуется по бокам кратера и по направлению движения частицы. Характер деформаций и образование вала зависят от формы частицы, ее ориентации при контакте с поверхностью, скорости частицы, угла ее падения, а также от свойств материалов частицы и поверхности. Было обнаружено существование критической скорости частицы, выше которой материал обрабатываемой поверхности вытесняется в вал кратера, а также наличие вокруг кратера, образовавшегося при ударе, зоны высокой плотности дислокаций (обычно толщиной а несколько микрометров).
При ударе о поверхность угловатой частицы наблюдается процесс микрорезания материала. Микрорезание производится только вершинами абразивных частиц (зерен) и из-за скоротечности и направленности ударного воздействия оно носит очень специфический характер. Результаты такого воздействия зависят от так называемого угла скоса частицы и угла ее падения. При ударах угловатые частицы либо вытесняют больше материала в вал кратера, где он становится уязвимым для дальнейшей эрозии, либо отделяют материал от поверхности (в зависимости от угла скоса частицы при контакте). Удаление материала наблюдается в пределах углов скоса от 0 до 17°. Такие условия удара редки и возможны лишь в одном из шести случаев.
Изнашивание материала одиночной частицей характеризуется деформациями пропахивания и резания. Пропахивание наблюдается при больших отрицательных передних углах резания. При положительных передних углах имеет место процесс резания. При рассмотрении эрозии, вызванной одиночными частицами, необходимо учитывать возможность появления термически локализованной деформации (адиабатический сдвиг) как результата локального нагрева. Так, например, титан оказался чувствительным к локальным термическим эффектам, обусловленным выделением энергии частицы. В результате от пропаханного металла в районе кратера на поверхности образцов из титана откалываются чаще мелкие осколки, чем в случае стальных образцов.
Механизм эрозии пластичных материалов абразивными частицами малых размеров (rр<100 мкм) имеет специфические особенности. При ударе частиц наблюдаются высокие скорости относительной деформации е, причем е~rр^(-1) Поэтому, например, для частиц размером 5 мкм и при скоростях 100 м/с величина e достигает значений порядка 107 с-1. Реакция материала при таких скоростях частиц мало известна. Таким образом, при ударе одиночной частицы о поверхность происходят следующие процессы: образование кратера, образование вала в направлении движения частицы, микрорезание под разными углами скоса, термическое разупрочнение материала, высокие скорости относительной деформации.
Удаление материала при воздействии на обрабатываемую поверхность потока абразивных частиц происходит в результате взаимодействия нескольких одновременно протекающих процессов, обусловленных отдельным или совместным влиянием компонентов потока этих частиц. При рассмотрении эрозии материала струей абразивных частиц необходимо учитывать: соударения частиц между собой внутри набегающего потока; дробление отдельных частиц; экранирование обрабатываемой поверхности отскакивающими от нее частицами; широкий диапазон углов падения частиц в определенный момент времени; влияние обрабатываемой поверхности на траекторию движения абразивных частиц; подповерхностное повреждение материала вследствие многократных ударов абразивными частицами; адсорбционный эффект понижения прочности обрабатываемого материала на границе раздела обрабатываемой поверхности и потока и т. д.
Тонкости процессов деформации и разрушения материала, протекающих при многократных ударах частиц по обрабатываемой поверхности, все еще. до конца не изучены. На основании отдельных исследований осколков, образовавшихся в результате эрозии пластичных материалов, было сделано предположение, что путем непосредственного срезания материала при ударе о него абразивной частицы перемещается лишь небольшое количество материала. Обширная пластическая деформация вызывается воздействиями пропахивающего типа (образование вала), при этом смещенный материал создаст топографию поверхности, с которой металл может быть удален последующими ударами частиц .
Наблюдается резкое количественное и качественное различие между процессами эрозии в присутствии жидкости и без нес. При удалении материала абразивной струей происходят следующие процессы: разрушение обрабатываемой поверхности в результате высоких контактных напряжений; срезание микростружки с поверхности; образование клиновидных трещин в поверхностном слое обрабатываемой поверхности; гидроудар; контактная усталость; выплавление материала вследствие высокой локальной температуры и т. д. Относительная роль каждого из этих явлений определяется физико-механическими свойствами материала обрабатываемой детали и абразивных частиц, скоростью и углом атаки абразивной струи.
Следует отметить, что до настоящего времени теории струйной гидроабразивной обработки, охватывающей все стороны процесса, еще не существует. Эта теория должна базироваться на основе аэрогидродинамики двухфазных и трехфазных сред, которая еще недостаточно изучена, а также на исследованиях многократных ударов остроконечной абразивной частицы о пластичный материал, к которому принадлежит большая часть металлов и сплавов, применяемых в авиадвигателестроении.
С точки зрения абразивного воздействия струйная ГАО имеет много общего с процессами эрозии материалов абразивными частицами.
Впервые рассмотрение процессов эрозии пластичных материалов было выполнено Финни, использовавшим в качестве модели механизм микромеханической обработки. Он показал, что объем металла, удаляемого массой абразивных частиц, которую несет поток воздуха, расширяющийся в сопле данной формы, равен
![]()
где m, v0- масса абразивной частицы и ее скорость при ударе о поверхность м/с; к отношение вертикальной составляющей силы воздействия частицы на обрабатываемую поверхность к горизонтальной составляющей; d - глубина среза мм; σ1— предел пластичности обрабатываемого материала МПа; f(а) — функция, характеризующая влияние угла падения частицы на величину съема металла.
При малых углах соударения частиц с поверхностью теория хорошо согласуется с экспериментальными данными; при этом отсутствует износ материала при углах соударения, близких к 90º.
Согласно другой модели процесса эрозии пластичных материалом, полученной на основе теории внедрения и уравнения энергетического баланса, предложенной Шелдоном и Канером
![]()
где к - коэффициент; d, ρ- диаметр(мм) и плотность частицы(кг/м3); v0 -скорость удара частицы м/c; Н — твердость материала но Виккерсу.
Результаты расчетов, выполненные по этой формуле, отличаются от результатов, полученных но формуле Финни.
При струйной гидроабразивной обработке наличие жидкой фазы значительно изменяет характер протекания процесса взаимодействии абразивных частиц с поверхностью. Струйную ГАО можно рассматривать как эрозионно-коррозионный процесс, причем разрушающее действие жидкости объясняется проявлением эффекта Ребиндера . Отсутствие информации об основных параметрах ударного воздействия гидроабразивной струи на обрабатываемую поверхность, большинство из которых взаимосвязаны и их трудно контролировать и измерить, препятствует созданию математической модели струйной ГAО. С. П. Козыревым сделана попытка теоретически описать процесс удаления металла под действием гидроабразивной струи. Рассматривая работу абразивной частицы при ее динамическом вдавливании в поверхность под прямым углом и силы гидродинамического сопротивления, он получил формулу для определения весового съема металла
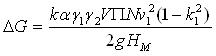
где к — постоянный коэффициент; а — коэффициент, учитывающий межзерновое пространство;γ1 γ2 — удельный вес абразивного материала и металла соответственно; V-объем струи воды, по которому ударяет образец; ![]() — содержание абразивных частиц в воде в процентах к объему; N — число ударов частиц по образцу; v1, k1 -скорость абразивной частицы и коэффициент восстановления ее скорости; HM -динамическая твердость металла но Моосу.
— содержание абразивных частиц в воде в процентах к объему; N — число ударов частиц по образцу; v1, k1 -скорость абразивной частицы и коэффициент восстановления ее скорости; HM -динамическая твердость металла но Моосу.
Результаты расчетов, выполненных по этой формуле, достаточно хорошо совпадают с экспериментальными данными. Однако эта формула не учитывает влияния па массовый съем металла таких параметров, как размеры абразивных частиц, углы атаки частиц, давление воздуха, длина струи и другие.
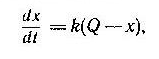
А.Е. Проволоцкий предположил, что характер разрушения поверхности гидроабразивной струей напоминает схему резания внедряющимся клином, а процесс удаления может быть описан согласно следующим дифференциальным уравнением:
Откуда
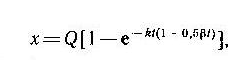
где х — текущий линейный съем металла за время t мм; Q — общий линейный припуск мм; к — коэффициент разрушения металла; β— коэффициент убывания абразивной способности определенного объема суспензии.
Последнее уравнение, хотя и согласуется с экспериментальными данными, также не учитывает большинства параметров струйной гидроабразивной обработки.
Рассмотренный выше механизм удаления пластичного материала под воздействием потока абразивных частиц позволяет качественно оценить процесс струйной гидроабразивной обработки деталей и теоретически исследовать его.
Похожие работы
... обработки поверхности реза заготовки, вследствие чего повысить производительность и уменьшить себестоимость изготовления деталей. Высокая точность резки Резка по контуру любой сложности При гидроабразивной обработке можно воспроизводить контуры любой сложности. Струя жидкости по своим техническим возможностям приближается к идеальному точечному инструменту, что позволяет обрабатывать профиль ...


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в поверхность очищаемого изделия. В результате на поверхности очищенного изделия образуется слой металла, восстановленного из оксидов. Энергозатраты на очистку 1 м2 в зависимости от степени загрязненности поверхности составляют 0,3 – 2,0 кВт/ч. Глава 3 АБРАЗИВНЫЕ МАТЕРИАЛЫ ИЗ ОТХОДОВ ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит, ...
... противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др. 3. Ремонт и восстановление вкладыша 3.1 Выбор материала для антифрикционного слоя вкладышей подшипников Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ...
0 комментариев