МЕХАНИЗМ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ОБЛАСТЬ ПРИМЕНЕНИЯ МЕТОДА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
СХЕМЫ И КОНСТРУКЦИИ СТРУЙНЫХ АППАРАТОВ
Струйные аппараты, формирующие плоские струи
ЗАКОН БЕРНУЛЛИ
Навигация
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
Струйная гидроабразивная обработка поверхностей
75558
знаков
1
таблица
29
изображений
6. КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
Состояние поверх костного слоя после механических и физико-механических методов обработки характеризуется в основном параметрами шероховатости, остаточными напряжениями и наклепом (глубиной и степенью упрочнения). Поверхностный слой после струйной ГАО характеризуется такими же параметрами ,
Шероховатость поверхности после струйной ГАО главным образом зависит от исходной шероховатости; скорости, угла атаки и размера абразивных частиц; времени обработки. При этом рассматриваются две стадии формирования микрорельефа. На первой происходит пластическое деформирование и разрушение наиболее выступающих неровностей с одновременной упругой деформацией поверхности, подвергнутой действию гидроабразивной струи. Затем на всем обрабатываемом участке происходит пластическая деформация и интенсивный съем основного металла с формированием однородной по всем направлениям микрогеометрии. Микрорельеф поверхности представляет собой совокупность следов (лунок), оставляемых на поверхности частицами абразива, причем расположение лунок носит случайный характер. Формирование микрорельефа происходит и течение вполне определенного времени, а затем процесс обработки стабилизируется и шероховатость поверхности не изменяется .
При формировании шероховатости возможны три случая:
1) в процессе обработки исходная шероховатость поверхности увеличивается;
2) формируется новый микрорельеф без изменения значения исходной шероховатости;
3) шероховатость поверхности в процессе обработки уменьшается. Возникновение того или иного случая, а также время, необходимое
для формирования нового микрорельефа, будут зависеть от высоты неровностей исходной поверхности, размеров лунок, оставляемых абразивными частицами, и количества частиц, контактирующих с обрабатываемой поверхностью. Таким образом, реальные технологические особенности процесса формирования микрорельефа позволяют дискретизировать его в виде последовательности единичных актов контактного взаимодействия на элементарном участке обрабатываемой поверхности. Такой подход дает возможность определять параметры шероховатости после струйной ГАО на основе имитационного моделирования процесса формирования микрорельефа обрабатываемой поверхности.
При моделировании необходимо учитывать микрорельеф исходной поверхности, параметры потока абразивных частиц, контактное взаимодействие частиц с поверхностью и микрорельеф поверхности после ее обработки. Основой математической модели является модель единичного акта контактною взаимодействия абразивной частицы с поверхностью. Рассмотрим этапы построения математической модели. Перед началом моделирования должны быть заданы параметры шероховатости исходной поверхности. В рамках предлагаемой модели исходное состояние микрорельефа поверхности характеризуется максимальной высотой неровностей профиля Rmax и средним арифметическим отклонением профиля R„. Микрорельеф обрабатываемой поверхности представим в виде изотропной функции Z=f(х, у). Контактное взаимодействие абразивных частиц будем рассматривать на элементарном участке, размеры которого выбираются с учетом формы, размеров и точности изготовления обрабатываемой поверхности. В большинстве случаев элементарный участок может быть представлен в виде квадратной площадки с размером стороны, равным базовой длине при исследовании шероховатости. Пред положение об изотропности функции Z позволяет существенно упростить моделирование процесса обработки за счет перехода от пространственного моделирования к моделированию на профиле. Определение формы поверхности и вычисление параметров шероховатости производятся по некоторому сечению, взятому в пределах элементарного участка, причем характеристики шероховатости не будут зависеть от выбора сечения. Пространственное распределение функции Z может быть получено по проекции профиля сечения.
Имитационное моделирование проводится с использованием ЭВМ. Это накладывает определенные ограничения на представление профили поверхности, связанные с дискретностью записи информации в память ЭВМ. Поэтому профиль обрабатываемой поверхности представляется в виде массива чисел M(i), i принадлежит(l, N0), где M{i) высота профиля относительно средней линии; i — номер точки профиля; N0 — число точек профиля.
Поток абразивных частиц и элементарный акт контактного взаимодействия частицы с поверхностью описываются в рамках допущений, принятых в подразд. 3.1. Количество абразивных частиц, взаимодействующих с обрабатываемой поверхностью на элементарном участке, зависит от массового расхода суспензии через струйный аппарат, концентратами абразивного материала в суспензии, времени обработки и отношения площади элементарного участка к площади, охватываемой гидроабразивной струей в единицу времени. Общее количество q абразивных частиц, контактирующих, с поверхностью на площади, охватываемой гидроабразивной струей, определяется формулой (3.15); тогда число единичных актов контактного взаимодействия на элементарном участке в единицу времени будет
где ![]() , площадь элементарного участка; Fc — площадь, охватываемая гидроабразивной струей в единицу времени.
, площадь элементарного участка; Fc — площадь, охватываемая гидроабразивной струей в единицу времени.
Контакт абразивной частицы с поверхностью происходит в случайной точке элементарного участка. Для упрощения модели будем считать, что единичный акт контактного взаимодействия происходит в случайной точке профиля M (i), причем в этой точке частица достигает максимальной глубины внедрения. Кроме того, при формировании нового профиля поверхности не будем учитывать перераспределение по профилю материала, вытесненного из лунки в момент удара.
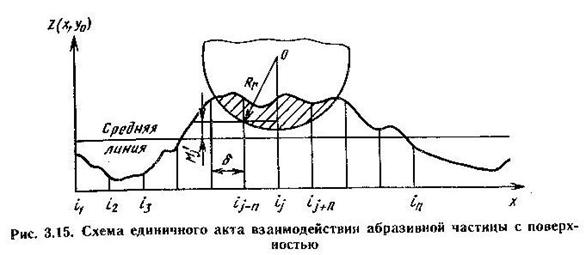
Каждый еденичный акт контактного взаимодействия вызывает определенные изменения о обрабатываемой поверхности. Происходит деформация выступов профиля, удаление материала из лунки, в окрестности точки контакта формируется новый микрорельеф поверхности, изменяется положение средней линии профиля. на рис. 3.15 показана схема единичного контакта взаимодействия абразивной частицы с обрабатываемой поверхностью. В случайной точке j частица достигает максимальной глубины внедрения. Высота профиля микрорельефа относительно средней линии в точках, где произошла деформация, определяется по следующей формуле:
![]()
где Мi-=j — исходная высота профиля в точке j; hmax — максимальная глубина внедрения, мм; δ— интервал дискретизации профиля; n = 1, £, £ — число интервалов δ , укладывающихся в размеры радиуса частицы R.
Моделирование процесса обработки в виде последовательности единичных актов взаимодействия не точно отражает реальный процесс, при котором с поверхностью одновременно контактирует большое число абразивных частиц. Однако реальный процесс происходит в течение вполне определенного промежутка времени, и число взаимодействующих с поверхностью абразивных частиц известно. Поэтому при осуществлении моделирования по известному числу взаимодействий конечный результат с достаточной степенью точности соответствует реальному процессу. Для описания нового профиля поверхности, полученного в результате, моделирования, производится корректировка положения средней линии профиля но следующей формуле:
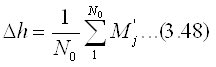
где Δh - изменение положения средней линии, мм; M’j— высота нового профиля относительно средней линии исходного профиля, мм.
Высота нового профиля относительно его средней линии определяется по следующей формуле:
![]()
Предлагаемая математическая модель формирования микрорельефа поверхностного слоя является универсальной и позволяет осуществлять имитационное моделирование для различных характеристик шероховатости исходной поверхности в широком диапазоне изменения технологических параметров струйной ГАО. На рис. 3.16 приведена схема алгоритма моделирования формирования микрорельефа поверхности при струйной ГАО.
Исходными данными для проведения процесса моделирования являются: характеристики обрабатываемого материала плотность ρа, предел текучести σт; характеристики исходной шероховатости поверхности — Rа, Rмах, базовая длина характеристики абразивного материала — плотность частиц ρаб, насыпная плотность ρаб,Н, средний радиус частик R; характеристики гидроабразивной струи - плотность жидкой фазы ρж, концентрация абразивных частиц в суспензии К, массовый расход суспензии mc; скорость абразивных частиц Са; угол атаки а; площадь, охватываемая гидроабразивной струей за одну секунду 1'с, число отрезков дискретизации базовой длины профиля л; время обработки Т.
Моделирование начинается с создания исходного профиля обрабатываемой поверхности, дли чего формируется массив M(i) случайных чисел, равномерно распределенных в интервале от -5RmaxдоRmax. Среднее арифметическое отклонение формируемого массива должно быть равно исходному значению Rmax Далее по формулам (3.15), (3.25). (3.26) определяют максимальную глубину внедрения абразивной частицы и число единичных актов взаимодействия на элементарном участке обрабатываемой поверхности.
Цикл моделирования начинается с выработки случайной точки па профиле, в которой происходит контакт абразивной частицы с поверхностью. По формуле (3.47) определяется высота профиля микрорельефа относительно его исходной средней линии в точках, где произошла деформация. После каждого цикла моделирования по формулам (3.48). (3.49) производится корректировка положении средней линии, определение высоты нового профиля и проверка на окончание процесса моделирования на завершающем этапе моделирования определяют параметры шероховатости поверхности, сформированной в результате моделирования. Разработанная математическая модель позволяет определять пять параметров шероховатости: Ra , Rmax, Rz , Sm , S. Для осуществления процесса моделирования был разработан программный комплекс для ЭВМ.
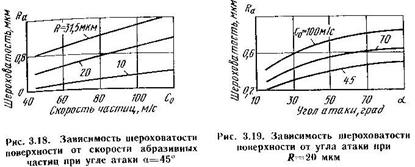
На рис. 3.17,.... 3.19 приведены зависимости шероховатости обработанной поверхности от скорости, размеров и угла атаки абразивных частиц, полученные в результате моделирования обработки титанового сплава ВТ9. С увеличением Ca и R шероховатость поверхности возрастает по линейной зависимости. Максимальное значение шероховатости соответствует углу атаки а =90°. Результаты моделирования формирования микрорельефа поверхностного слоя при струйной ГАО хорошо согласуются с экспериментальными данными
Для подтверждения теоретических зависимостей были проведены экспериментальные исследования формировании микрорельефа поверхностного слоя при струйной ГАО. которые осуществлялись в два этапа. На первом этапе определялась шероховатость поверхности, соответствующая зернистости абразивного материала при данных условиях обработки. Для получения эмпирических зависимостей шероховатости поверхности от параметров обработки исследовании проводились на тех же образцах, которые использовались при определении производительности струйной ГАО и были обработаны в соответствии с методикой центрального композиционного ротатабельного планирования второго порядка. В качестве параметра оптимизации в данном случае было выбрано среднее арифметическое отклонение профиля от средней линии. Исходная шероховатость поверхности образцов Ra max равная 0,15... 0,2 мкм, была заведомо меньше шероховатости, которую можно было получить при любых сочетаниях параметров обработки, т. с. не оказывала влияния на формирование микрорельефа поверхности.
На втором этапе было исследовано влияние исходной шероховатости на состояние поверхности после струйной ГАО. При этом был реализован случай, когда обработка происходит с уменьшением исходной шероховатости. Эксперименты были проведены на образцах из ВТ9, ЭИ961, ЖС6Ф, которые в зависимости от исходной шероховатости были разделены на следующие группы: Ra исх=0,15...0,2 мкм, Ra исх= 0,3...0.4 мкм; Ra исх = 0,5...0,6 мкм; Ra исх =0.7...0,8 мкм; Ra исх = 0,9.1,0 мкм; Ra исх= I.I...1.25 мкм; Ra исх= 1,4.-l.6 мкм; 1.8...2,0 мкм; Ra исх= 2,2...2,5 мкм; Ra исх =2,7...3,0 мкм. Заданные значения шероховатости поверхности образцов были получены шлифованием с последующей ручной доводкой (если это было необходимо) на чугунных плитах абразивами различной зернистости. В процессе исследований были проведены серии однофакторных экспериментов с целью получения зависимостей шероховатости поверхности от времени обработки при различной исходной шероховатости, а также для определения минимального времени, необходимого для достижения шероховатости, соответствующей данной зернистости абразивного материала. Параметры обработки принимались следующими: абразивный материал электрокорунд 24А зернистости М20; М40; М6З; 8; 10; К=20%; pn*= = 0,1...0,5 МПа; L=50... 150 мм; α= 15...900; T=0...300 с. Интенсивность формирования микрорельефа поверхности при струйной ГАО зависит от количества абразивных частиц, воздействующих на единицу обрабатываемой площади в единицу времени. При прочих равных условиях увеличение площади будет приводить к увеличению времени, необходимого для достижения заданного значения шероховатости. Поэтому для сопоставимости результатов во всех экспериментах площадь обрабатываемой поверхности была постоянной (3000 мм2) при любых сочетаниях варьированных параметров обработки.
В результате экспериментальных исследований получены эмпирические формулы для расчета шероховатостей поверхности, которые имеют следующий вид:

:
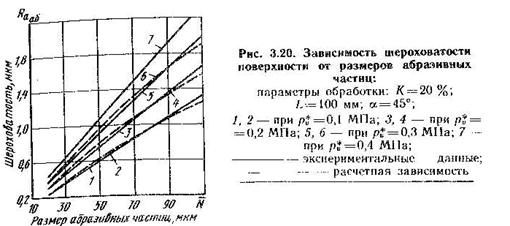
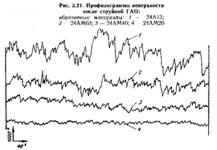
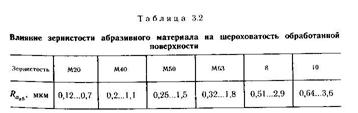
Исследования показали, что зависимость шероховатости обработанной поверхности от размеров абразивных частиц является линейной (рис. 3.20). С увеличением зернистости абразивного материала высота микронеровностей резко возрастает, так как увеличиваются размеры лунок, оставляемых на обрабатываемой поверхности абразивными частицами. Подтверждением этому служат профилограммы поверхностей, обработанных абразивными материалами различной зернистости (рис. 3.21). Для каждого размера абразивных частиц существует максимально достижимое (при данных условиях обработки) значение шероховатости поверхности. Значения шероховатости поверхности, которые могут быть получены в результате обработки абразивными мате риалами различной зернистости, приведены в табл. 3.2.
На рис.3.22 представлены графики зависимости шероховатости от давления воздуха на входе в активное сопло. С увеличением р* от 0,1 до 0,5 МПа значения Rас увеличиваются примерно на 30...60 % независимо от зернистости абразива, причем в этом диапазоне давлений зависимости Rа от р* носят линейный характер. С увеличением расстояния от среза смесительного сопла до обрабатываемой поверхности в интервале 50...150 мм шероховатость уменьшается примерно на 40...45 % (рис. 3.23), что объясняется снижением скорости движения абразивных частиц. Зависимость шероховатости поверхности от угла атаки а носит ступенчатый характер. С увеличением а от 15 до 45° шероховатость поверхности увеличивается, а затем не изменяется (рис. 3.24). С увеличением о от 15 до 45° глубина внедрения hmax увеличивается более чем в 3,5 раза. В интервале а = 45...90° изменение hmax не превышает 30%, при этом размеры площадки контакта абразивной частицы с поверхностью увеличиваются всего на 15 %. Поэтому при изменении a от 45 до 90° шероховатость поверхности практически не изменяется. Проведенные эксперименты доказали, что нет существенных различий в значениях шероховатости, полученных при обработке образцов из материалов ВТ9, ВТ20, ЖС6Ф, Э437Б, Э961 (разброс значений шероховатости не более 5%),
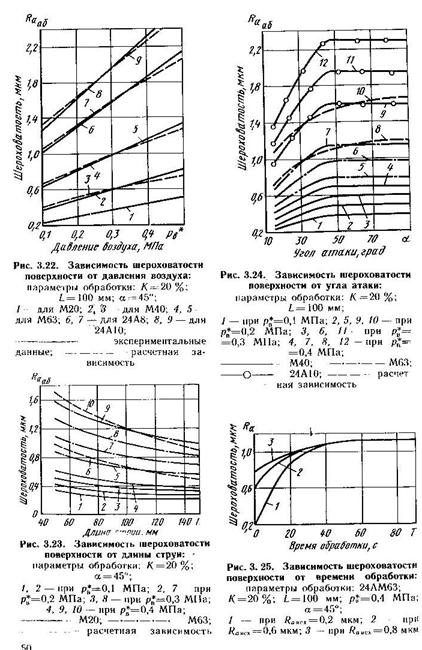
что по-видимому, объясняется близкими значениями глубин внедрения абразивных частиц.
На рис. 3.20, 3-22...3.24 штриховыми линиями показаны графики, подученные в результате математического моделирования процесса формирования микрорельефа обрабатываемой поверхности. Теоретические и экспериментальные зависимости хорошо согласуются между собой, разброс значений не превышает 17...22 %, что является вполне удовлетворительным для такого сложного процесса обработки.
При струйной ГАО формирование микрорельефа происходит за счет удаления материала с обрабатываемой поверхности. Чем интенсивнее съем материала, тем меньше время, необходимое для достижения значения шероховатости, соответствующего данным условиям обработки. В общем случае время, необходимое для получения заданной шероховатости поверхности, зависит от параметров обработки, исходной шероховатости {Rа maх) и площади обрабатываемой поверхности.
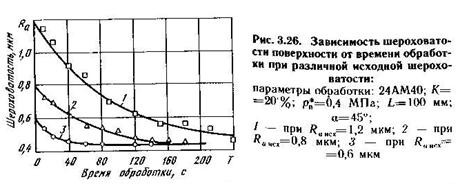
Эксперименты показали, что если в процессе струйной ГАО шероховатость поверхности увеличивается, то, независимо от значения Ra исх формирование нового микрорельефа происходит в течение первых 50... 70 с, а затем шероховатость не изменяется (рис, 3.25). Полученное в данном случае значение шероховатости соответствует зернистости абразивного материала. Если в процессе обработки исходная шероховатость поверхности уменьшается, то время, которое необходимо для получения шероховатости, соответствующей зернистости абразивного материала при данных условиях обработки, будет зависеть от соотношении между Ra исх и Ra аб. С увеличением исходной шероховатости необходимое время обработки увеличивается (рис. 3.26). Экспериментальные исследования показали, что получение значений шероховатости, равных Ra аб возможно, если Ra исх не превышает Ra аб более чем в 3,5...4 раза. В противном случае уменьшение шероховатости происходит до некоторого значения после чего микрорельеф обрабатываемой поверхности копируется.
Одна и та же шероховатость поверхности может быть получена при различных сочетаниях технологических параметров. Например, обработка абразивным материалом зернистости М40 при pв*=0,4 МПа, а=45° дает значение Ra=0,68...0,7 мкм, такая же шероховатость получается при зернистости М50, рв*=0,25 МПа, а=45° и М63, рв*=0,2 МПа, а=32°. Время обработки для каждого из трех случаев различно (рис. 3.27). Мини-
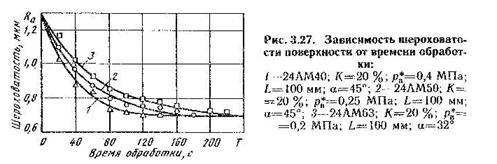
мальное время получается при технологических параметрах, обеспечивающих максимальный съем металла — М40, рв*=0,4 МПа, а=45°.
С достаточной степенью точности зависимость шероховатости обрабатываемой поверхности от времени струйной ГАО при различных значениях исходной шероховатости может быть описана следующей эмпирической формулой:

Где  линейный съем материала с обрабатываемой поверхности, G- массовый съем материала, г/с: F — площадь обрабатываемой поверхности, мм2; рм — плотность обрабатываемого материала, г/см3; Т - время обработки, с.
линейный съем материала с обрабатываемой поверхности, G- массовый съем материала, г/с: F — площадь обрабатываемой поверхности, мм2; рм — плотность обрабатываемого материала, г/см3; Т - время обработки, с.
Полученные экспериментально зависимости (3.50), (3.51), (3.52) шероховатости поверхности от основных технологических параметров обработки позволяют прогнозировать результаты струйной ГАО, а также решать задачу выбора технологических параметров, обеспечивающих максимальную производительность обработки при заданной шероховатости.
Напряженное состояние поверхностного слоя при струйной ГАО прежде всего зависит от размеров (массы), скорости (определяется давлением воздуха на входе в активное сопло) и угла атаки абразивных частиц Для выяснения степени влияния каждого из этих параметров на остаточные напряжения и наклеп были проведены эксперименты на образцах из ВТ9, ЭИ961 и ЖС6Ф при следующих технологических параметрах струйной ГАО: абразивный материал — электрокорунд 24А зернистости 10, М63. М40, М20; К=20 %; po*=0,1...0.4 МПа; а=15...90"; L=100 мм: T=4 мин. Исследования остаточных напряжений проводились на образцах с размерами 3,8X10X100 мм, для определения наклепа использовались образцы с размерами 3.8Х 10X30 мм. Для снятия начальных макро-напряжений и наклепа все образцы подвергались вакуумному отжигу. Поcледовательность выполнения работ при подготовке и проведении струнной ГАО была такой же, как и при исследовании производительности обработки.
Остаточные напряжения определялись путем измерения деформации образца при непрерывном травлении с последующим расчетом по фор муле И. П. Давиденкова ,
Глубина и степень наклепа после струйной ГАО определялись путем измерении микротвердости поверхности косых срезов образцов на приборе ПМТ-3 при нагрузках 0,245...0,98 Н. Косые срезы были получены притиркой образцов абразивными пастами на специальном приспособлении, угол среза равен 1°.
При струйной ГАО абразивные частицы взаимодействуют с обрабатываемой поверхностью в среде жидкости, которая, обтекая абразивные частицы, проникает непосредственно в зону контакта. Температурные структурные изменения материала в поверхностном слое при таких условиях происходить не могут. Поэтому возникновение остаточных напряжений обусловлено деформационными процессами, происходящими при многократных ударных воздействиях абразивных частиц на обрабатываемую поверхность. Характер деформирования поверхности абразивными частицами зависит прежде всего от их скорости, массы (размеров) и угла атаки.
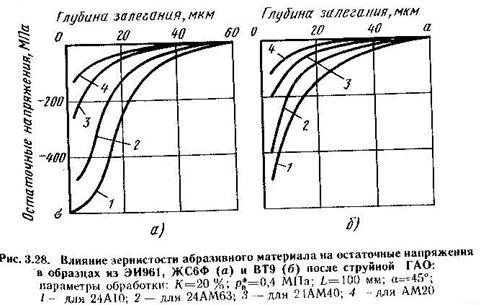
В результате экспериментальных исследований было установлено, что при любых сочетаниях варьируемых технологических параметров в поверхностном слое формируются остаточные напряжении сжатия без подслойного максимума. Общая глубина распространения остаточных напряжений не превышает 50...60 мкм. На рис. 3.28 приведены эпюры остаточных напряжений, полученные при обработке образцов абразивными материалами различной зернистости. С увеличением размеров абразивных частиц величина и глубина залегании напряжений увеличиваются. Максимум напряжений находится на поверхности, причем наблюдается резкое снижение этих напряжений в слое толщиной 5... 15 мкм. Характер распространения остаточных напряжений при обработке различных материалов не изменяется. В то же время уровень напряжении у титанового сплава ВТО несколько ниже, чем у сплавов ЖС6Ф и ЭИ961.
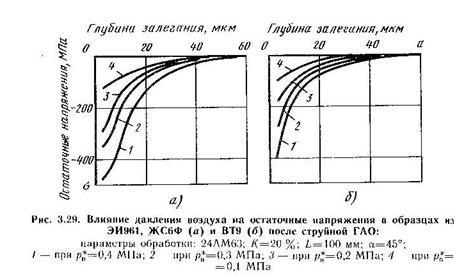
С увеличением давления воздуха на входе в активное сопло величина и глубина залегания остаточных напряжений увеличиваются (рис. 3.29) независимо от обрабатываемого материала и зернистости абразивного материала.
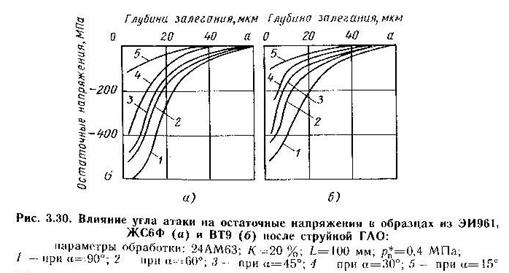
На рис 3.30 приведены эпюры остаточных напряжений при обработке на различных углах атаки. Максимальный уровень напряжений имеет место при а=90и; Это объясняется тем, что па углах, близких к 90º, практически вся энергия абразивных частиц расходуется на удар с поверхность. С уменьшением а нормальная составляющая скорости движения уменьшается, что приводит к снижению величины и глубины за легация напряжений, причем наиболее сильное снижение происходит к диапазоне изменения угла атаки от 90º до 60...70° (примерно в 1,7. .2,0 раза).
Определение глубины и степени наклепа проводилось на образцах, прошедших обработку при тех же технологических параметрах, что и образцы для исследования остаточных напряжений. Результаты измерения

микротвердости на поверхности косых срезов показали, что при обработке абразивными материалами зернистости М63 и менее микротвердость но глубине поверхностного слоя практически не изменяется (рис. 3.31). При использовании абразивных материалов зернистости 10 увеличивается микротвердость на 4...6 % только при рв*=0,4 МПа и а=90", причем глубина упрочненного слоя не превышает 5...7 мкм.
Наличие значительных остаточных напряжений сжатия при малой степени деформационного упрочнения обуславливает повышенную стойкость поверхностного слоя деталей к образованию микротрещин в условиях повышенных температур и знакопеременных нагрузок.
Похожие работы
... обработки поверхности реза заготовки, вследствие чего повысить производительность и уменьшить себестоимость изготовления деталей. Высокая точность резки Резка по контуру любой сложности При гидроабразивной обработке можно воспроизводить контуры любой сложности. Струя жидкости по своим техническим возможностям приближается к идеальному точечному инструменту, что позволяет обрабатывать профиль ...


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в поверхность очищаемого изделия. В результате на поверхности очищенного изделия образуется слой металла, восстановленного из оксидов. Энергозатраты на очистку 1 м2 в зависимости от степени загрязненности поверхности составляют 0,3 – 2,0 кВт/ч. Глава 3 АБРАЗИВНЫЕ МАТЕРИАЛЫ ИЗ ОТХОДОВ ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит, ...
... противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др. 3. Ремонт и восстановление вкладыша 3.1 Выбор материала для антифрикционного слоя вкладышей подшипников Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ...
0 комментариев