МЕХАНИЗМ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ОБЛАСТЬ ПРИМЕНЕНИЯ МЕТОДА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
КАЧЕСТВО ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
СХЕМЫ И КОНСТРУКЦИИ СТРУЙНЫХ АППАРАТОВ
Струйные аппараты, формирующие плоские струи
ЗАКОН БЕРНУЛЛИ
Навигация
ОБЛАСТЬ ПРИМЕНЕНИЯ МЕТОДА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
Струйная гидроабразивная обработка поверхностей
75558
знаков
1
таблица
29
изображений
3. ОБЛАСТЬ ПРИМЕНЕНИЯ МЕТОДА СТРУЙНОЙ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ
При производстве современных авиационных ГТД наиболее сложными в изготовлении, дорогостоящими и трудоемкими являются лопатки компрессора и турбины. Объясняется это тем, что они изготавливаются из труднообрабатываемых материалов, имеют сложную конструктивную форму, малую жесткость, повышенные требования к точности изготовления, шероховатости и физико-химическому состоянию поверхностного слоя. Лопатки, как правило, определяют ресурс и надежность работы двигателя. В технологических процессах изготовления и ремонта лопаток ГТД для обеспечения заданных показателей состояния поверхностного слоя профиля пера применяют отделочные операции, которые обычно сводятся к слесарно-полировальным операциям. Сложный профиль пера лопаток затрудняет применение традиционных высокопроизводительных методов обработки, и большинство операций но доводке профиля выполняется вручную, что приводит к большой трудоемкости обработки и не обеспечивает стабильности получения заданных параметров поверхностного слоя.
Проблема снижения трудоемкости и повышения качества изготовления и ремонта лопаток ГТД является весьма актуальной и может быть решена путем применения высокопроизводительных методов обработки, основанных на воздействии на поверхность свободных абразивных частиц. Одним из таких методов является струйная гидроабразивная обработка. Повышенный интерес к струйной ГАО объясняется широкими технологическими возможностями этого метода при обработке поверхностей сложного контура, а также его достоинствами, среди которых можно выделить: возможность обработки любого материала независимо от его физико-химических свойств; простоту регулирования степени воздействия на обрабатываемую поверхность; стабильность процесса обработки; высокое качество поверхностного слоя после обработки (отсутствие прижогов, подповерхностных трещин и т. п.); возможность механизации и автоматизации; относительно малую стоимость оборудования и т. д. Анализ технологических процессов изготовления и ремонта лопаток ГТД показывает, что применение струйной гидроабразивной обработки позволяет решить многие проблемы, связанные с обработкой профиля пера и трактовых поверхностей.
Ремонт лопаток газотурбинных двигателей является сложным и трудоемким процессом, представляющим собой последовательность технологических операций, направленных на восстановление утраченных в процессе эксплуатации первоначальных прочностных свойств лопаток. Ремонту могут подвергаться и лопатки, не работавшие на двигателе, если в процессе их изготовления обнаружены устранимые дефекты. Допустимые нормы износа (дефектов) лопаток, подлежащих ремонту, устанавливаются конструкторской документацией на ремонт.
В общем случае дефекты лопаток турбины и компрессора, устраняемые в процессе ремонта, могут быть систематизированы следующим образом: нагар, налет алюминия, графита на трактовых поверхностях пера и бандажных полок; нарушение теплозащитных и антикоррозионных покрытий; дефекты основного материала лопаток в виде потемнения и окисления, а также механические повреждения в виде изъязвлений, забоин, царапин и т. п.
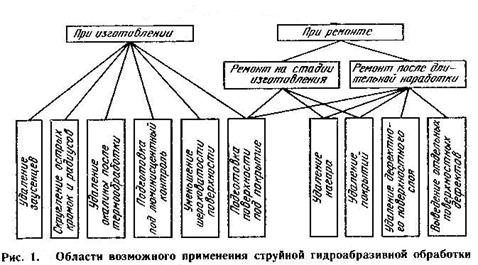
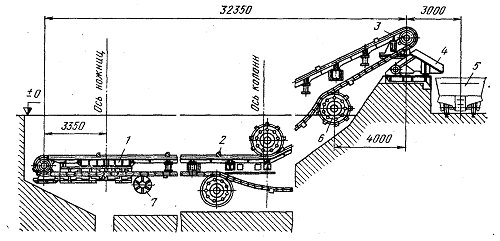
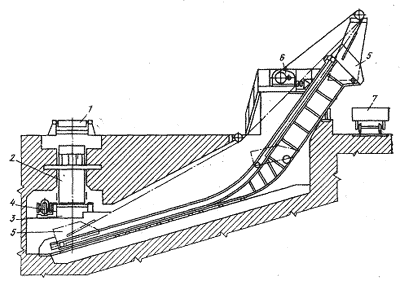
Области возможного применения струйной ГАО при изготовлении и ремонте лопаток компрессора и турбины авиационных двигателей показаны на рис. 1. Кроме обработки лопаток струйная ГАО может успешно применяться при обработке сложных поверхностей таких деталей, как диски турбины и компрессора, зубчатые колеса, крыльчатки и др. Целесообразно струйную ГАО применять и для окончательной обработки канавок режущих инструментов (сверл, зенкеров и др.), полостей матриц и т. п.
4. СРОК СЛУЖБЫ СУСПЕНЗИИ И РЕГЕНЕРАЦИЯ АБРАЗИВНОГО МАТЕРИАЛА
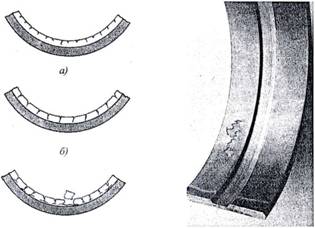
Абразивные частицы в процессе ударного взаимодействия с обрабатываемой поверхностью изнашиваются, их рабочие грани скругляются, что приводит с течением времени к снижению общей абразивной способности. Хотя разрушение абразивных частиц при струйной ГАО протекает в десятки раз медленнее, чем при пескоструйной обработке, что объясняется демпфирующим действием рабочей жидкости, срок службы суспензии имеет определенные пределы. При непрерывной обработке в зависимости от вида абразивного материала, схемы установки струйной ГАО и конфигурации обрабатываемых деталей срок службы суспензии составляет от 40 до 70 часов. Суспензию эксплуатируют до тех нор, пока в отстоявшейся пробе разрушенные абразивные частицы не превысят 10 % общего объема суспензии, в противном случае суспензию заменяют.
Для нормального протекания процесса струйной ГАО суспензия в баке установки должна быть однородной, что обеспечивается постоянным барботированием осевших на дно бака абразивных частиц.
Во избежание возврата в суспензию тех абразивных частиц, которые в результате многократных ударов но обрабатываемой поверхности разрушились и изменили свои размеры, в некоторых установках имеются расширители и эксгаустеры. В расширителях струя, отраженная от обрабатываемой поверхности, теряет скорость, и раздробленные абразивные частицы вместе с воздухом, насыщенным парами рабочей жидкости, отсасываются в фильтр. Периодически фильтр очищают и абразивные частицы сортируют для повторного использовании.
При струнной ГАО абразивные частицы в суспензии должны быть одинаковыми, чтобы устранять следы предшествующей обработки поверхности и создавать новую однородную микрогеометрию поверхности. Только при особых вилах струйной ГАО суспензию составляют из абразивных частиц разной зернистости. Если раздробленные частицы абразивного материала длительное время не удалять из суспензии, то эффективность струйной ГАО снизится.
Устройства для сортировки отработавшего абразивного материала применяют лишь в крупных установках для струйной ГАО или в цехах, где работает несколько установок и где применяются дорогие сорта абразивных материалов.
Похожие работы
... обработки поверхности реза заготовки, вследствие чего повысить производительность и уменьшить себестоимость изготовления деталей. Высокая точность резки Резка по контуру любой сложности При гидроабразивной обработке можно воспроизводить контуры любой сложности. Струя жидкости по своим техническим возможностям приближается к идеальному точечному инструменту, что позволяет обрабатывать профиль ...


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в поверхность очищаемого изделия. В результате на поверхности очищенного изделия образуется слой металла, восстановленного из оксидов. Энергозатраты на очистку 1 м2 в зависимости от степени загрязненности поверхности составляют 0,3 – 2,0 кВт/ч. Глава 3 АБРАЗИВНЫЕ МАТЕРИАЛЫ ИЗ ОТХОДОВ ОГНЕВОЙ ЗАЧИСТКИ ПОВЕРХНОСТЕЙ Огневая зачистка поверхности стальных заготовок, болванок, брусков и плит, ...
... противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др. 3. Ремонт и восстановление вкладыша 3.1 Выбор материала для антифрикционного слоя вкладышей подшипников Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ...
0 комментариев