Навигация
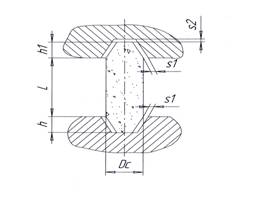
20 мм = 20 мм,
Следовательно, по этому критерию данную деталь можно считать технологичной;
2) разнотолщинность сопрягаемых стенок не должна превышать 4 [4]
δmax/δmin ≤ 4 (1.2)
где ![]() - максимальная толщина стенки отливки.
- максимальная толщина стенки отливки.
100 мм / 20 мм = 5;
По данному критерию данная деталь не технологична;
3) отливка "ступица" не имеет острых углов, она имеет плавные переходы сопрягаемых под углом стенок. Эти переходы выполняются при помощи галтелей;
4) Так как будущая отливка будет изготавливаться из стали 30Л, то её конструкция должна обеспечивать направленное последовательное затвердевание снизу вверх. Конструкция данной детали позволяет создать направленное затвердевание, так как есть возможность расположить отливку таким образом, чтобы тонкие части располагались внизу, а более массивные вверху под прибылью, следовательно, по данному критерию отливка технологична.
Вывод: в целом отливка "ступица" не смотря на имеющиеся не технологичные элементы, является технологичной и ее можно получать методом литья, заданного качества при минимальных затратах.
1.4 Выбор положения отливки в форме и назначение разъема модели и формы
Разработка литейной технологии начинается с выбора положения отливки в форме, при котором после заливки форм происходят процессы кристаллизации металлов, обеспечивающие получение плотной и однородной отливки. Выбор правильного расположения отливки в форме имеет принципиальное значение, так как оказывает решающее влияние на качество будущей отливки, предопределяет разъем формы и модели и весь технологический процесс формовки.
Положение отливки в форме и разъем обуславливают контуры отливки, величину припусков на механическую обработку, возможные размеры опок, массу полуформ.
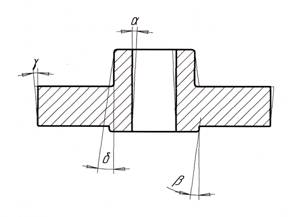
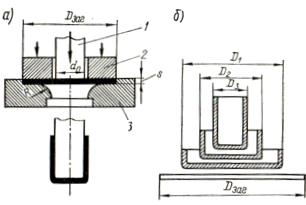
Правильный выбор расположения отливки в форме должен обеспечивать спокойное заполнение формы металлом, исключать разрушения отдельных участков формы и стержней, способствовать направленному затвердеванию. Обычно, при проектировании литейной технологии для конкретной отливки возможны несколько вариантов положения отливки в форме и разъемов формы. Варианты расположения отливки форме приведены на рисунках 1.2, 1.3, 1.4.
Преимущества расположения отливки в нижней полуформе:
- вся отливка расположена в одной полуформе, поэтому исключается возможность сдвигов и перекосов полуформ, что влияет на размерную точность отливки;
- уменьшается вероятность ухода металла по разъему формы;
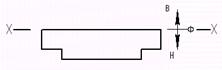
Рисунок 1.2 – Схема расположения отливки в нижней полуформе
- базовая поверхность отливки и поверхность подвергаемая механической обработке расположены в одной полуформе;
- применяется неразъемная модель, что удешевляет производство модельного комплекта;
- возможно создание условия для направленного затвердевания.
Недостаток данного метода:
- необходимость применения жеребеек
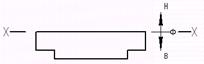
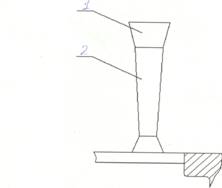
Рисунок 1.3 – Схема расположения отливки в верхней полуформе
Преимущества расположения отливки в верхней полуформе:
- вся отливка расположена в одной полуформе, поэтому исключается возможность сдвигов и перекосов полуформ, что влияет на размерную точность отливки;
- уменьшается вероятность ухода металла по разъему формы;
- базовая поверхность отливки и поверхность подвергаемая механической обработке расположены в одной полуформе;
- большинство обрабатываемых поверхностей располагаются в нижнем положении при заливке формы или вертикально;
Недостатки данного метода:
- увеличивается высота верхней полуформы, а следовательно перерасход смеси на полуформу и трудоемкость ее изготовления;
- невозможность извлечения модели из формы без ее разрушения, поэтому необходимо применять особые виды формовки;
- невозможность установки стержней.
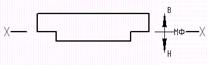
Рисунок 1.4 - Схема расположения отливки в нижней и верхней полуформах
Преимущества расположения отливки в нижней и верхней полуформах:
- большинство обрабатываемых поверхностей располагаются в нижнем положении при заливке формы или вертикально;
- возможно создание условия для направленного затвердевания;
- уменьшение высоты верхней и нижней полуформ, что влечет уменьшенный расход смеси.
Недостатки данного метода:
- необходимость применения разъемной модели, что влечет повышенную цену модельного комплекта;
- вероятность ухода металла по разъему формы;
- возможны перекосы.
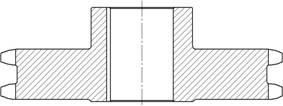
На основании анализа рассмотренных вариантов принимаем расположение отливки в форме изображенное на рисунке 1.1, т.к. такое положение отливки в форме имеет наибольшее количество преимуществ и наименьшее количество недостатков.
Похожие работы
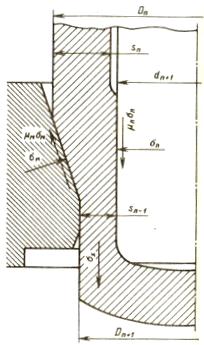
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
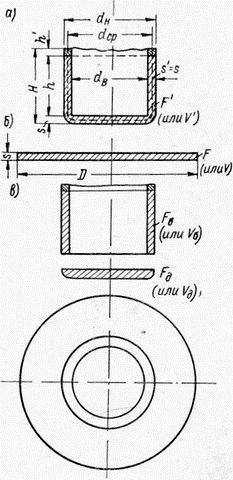
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев