Навигация
Определение границ стержней и их знаков
33300
знаков
6
таблиц
12
изображений
1.8 Определение границ стержней и их знаков
Литейными стержнями называют элементы литейной формы, изготавливаемые отдельно от полуформ по специальной (как правило) оснастке и предназначенные для получения в отливке отверстий и полостей, которые не могут быть получены от модели. Стержни, как правило, ставят в форму после сушки, чтобы увеличить их прочность и уменьшить газотворность.
Стержневые знаки служат для обеспечения правильного и надежного фиксирования стержня в форме и удаления из него газов во время заливки.
Для выполнения отливки "Ступица" необходимо пятнадцать стержней.
Основным положением при разработке технологического процесса отливки является выбор границ стержней, определение формы и размеров знаков стержней с учетом знаков фиксаторов, определение мест расположения и размеров вентиляционных каналов стержней и др.
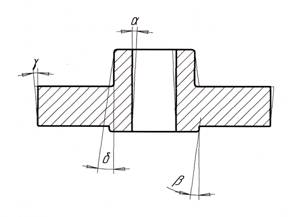
Разъем стержневого ящика и основное направление набивки показано стрелками на рисунках 1.5, 1.6 и 1.7.
При выборе границ стержней необходимо руководствоваться следующими основными требованиями:
– границы стержней должны обеспечивать простоту изготовления стержневого ящика, наименьшее число отъемных частей в нем, вкладышей, так как они не обеспечивают точности и быстро выходят из строя;
– основные опорные знаки стержней следует проектировать в нижней части литейной формы, особенно при крупных и сложных стержнях;
– верхние знаки стержней должны обеспечивать их точную фиксацию в литейную форму;
– крупные стержни необходимо просушивать в том положении, в котором их устанавливают в литейную форму;
– располагать стержни в нижней полуформе, так как на установку и крепление стержня в верхней полуформе затрачивается в 5-6 раз больше времени, чем в нижней.
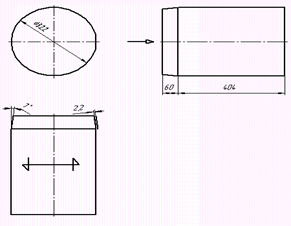
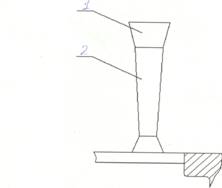
Рисунок 1.5 – Эскиз стержня №1
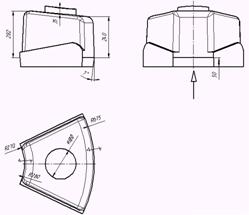
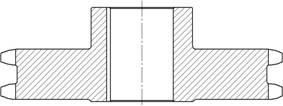
Рисунок 1.6 – Эскиз стержня №2
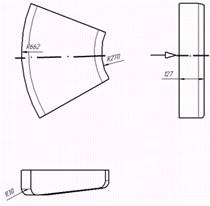
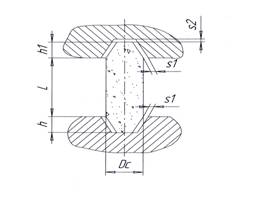
Рисунок 1.7 – Эскиз стержня №3
При разработке ТП получения отливки начинают с нанесения внешнего контура стержней и границ между ними. Сначала определяют внешние очертания стержня. При этом избегают применения лишних стержней, если части стенок отливки или ее плоскость можно получить по модели. Затем уточняют контур каждого стержня, исходя из следующих технологических требований:
– создание простейшей конструкции и удобства набивки стержневого ящика;
– минимальное проведение работ по отделке стержней;
– получение плоской опорной поверхности.
Величина стержневых знаков, как для горизонтальных, так и для вертикальных стержней назначается в соответствии с ГОСТ 3212-92 в зависимости от габаритных размеров стержня, характера литейной формы (сухая, сырая, с химическим твердением, вместе с оснасткой и др.) и от размера в сечении знака стержня.
Принимаем величину знаков 60 мм (для стержня №1) и 50 мм (для стержня №2), уклоны для обоих стержней 7○ и также зазоры 2,2 мм. Согласно ГОСТ 3212-92. Стержень №3 выполняется без знаковой части в неразъемном ящике.
1.9 Расчет прибылей
Прибыли применяются для получения плотных отливок без дефектов усадочного происхождения: раковин и пористости. В процессе формирования отливки прибыль составляет с нею единое целое и располагается таким образом, чтобы металл, сохраняющийся в ней в жидком состоянии, мог непрерывно поступать в затвердевающие части отливки для компенсации уменьшения их объема.
Для выполнения своего назначения прибыль должна удовлетворять следующим требованиям:
- затвердевать позже отливки;
- в течение всего периода затвердевания отливки иметь необходимый для питания избыток жидкого металла.
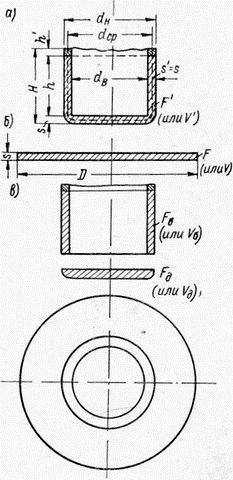
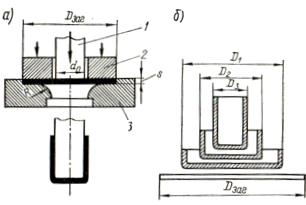
Расчет размеров прибылей проводится на ПЭВМ. Результаты расчетов приведены в приложении В. Эскизы прибылей представлены на рисунке 1.8.
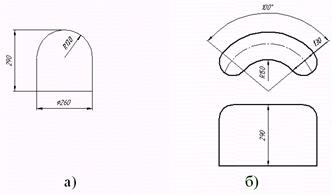
Рисунок 1.8 – Эскизы прибылей а)полушаровая, б)полушаровая полукольцевая закрытые
1.10 Расчет литниковой системы
Литниковая система – система каналов и устройств для подвода в определенном режиме жидкого металла в полость литейной формы, отделения неметаллических включений и обеспечения питания отливки при затвердевании. Литниковую систему размещаем по разъёму литейной формы и вне разъема.
Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное её заполнение, улавливание шлака и других неметаллических включений, создание направленного затвердевания отливки, минимальный расход металла на литниковую систему, не вызывать местных разрушений формы вследствие большой скорости и неправильного потока металла.
Литниковая система включает следующие элементы:
1) стояк - вертикальный канал, соединяющий литниковую чашу (воронку) со шлакоуловителем;
2) Литниковый ход - горизонтальный трапецеидальный канал, соединяющий стояк с питателями;
3) выпор - вертикальный канал, расположенный на самой верхней части полости формы или соединенный с нею боковым каналом (отводной выпор), служащий для вывода газов из формы, а также для наблюдения за ходом заливки формы;
4) питатель - горизонтальный канал, соединяющий шлакоуловитель с отливкой.
5) Литниковую чашу (воронку) – элемент литниковой системы для приема жидкого металла и его направления в стояк.
Для расчета литниковой системы необходимо знать положение отливки при заливке и места подвода металла, размещение моделей на плите.
Правильная конструкция литниковой системы должна обеспечивать:
- непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное ее заполнение;
- улавливание шлака и других неметаллических включений;
- создание направленного затвердевания;
- минимальный расход металла на литниковую систему;
- исключение местных разрушений формы.
Расчет литниковой системы проведен на ПЭВМ. На рисунке 1.8 изображены площади сечения стояка, литникового хода и питателя. Результаты расчетов представлены в приложении В. Для расчета массу выпоров берем 1…2% от массы отливки.
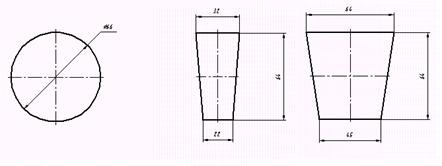
Рисунок 1.8 Сечения элементов литниково–питающей системы
| Fст=34,6 см2 | Fл.х.=17,3 см2 | Fпит=34,6 см2 |
| Кол. 1 | Кол. 2 | Кол. 2 |
| ∑ Fст=34,6 см2 | ∑ Fл.х.=34,6 см2 | ∑ Fпит=69,2 см2 |
| а) стояк | б) литниковый ход | в) питатель |
Похожие работы
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев