Навигация
4. ПРОЕКТИРОВАНИЕ ОСНАСТКИ
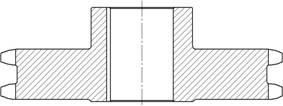
Оснастка – это набор инструментов (модели, стержневые ящики и т.д.), которые используют при изготовлении формы.
Класс точности оснастки выбирается в зависимости от класса размерной точности отливки (табл. 3.1 [4]). Класс точности оснастки для данной отливки 8.
Размер модели и стержневых ящиков необходимо рассчитывать с учетом линейной усадки (табл. 3.8 [4]).
Поскольку отливка "ступица" из стали 30Л, величина усадки составляет 0,3%.
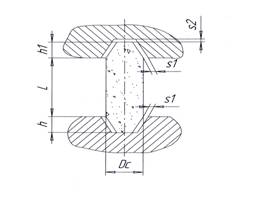
Размер модели определяется по формуле
Lм=Lотл+ Lотл∙![]() ± Тм,(3.1)
± Тм,(3.1)
где Lотл – расчетный размер отливки, включающий припуски на механообработку, мм;
Тм – допуск модели;
у – усадка сплава отливки, %.
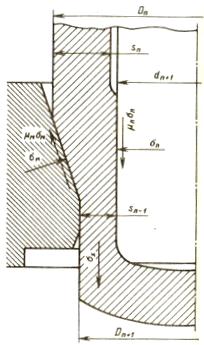
Размер модели в районе стержневых знаков должен учитывать зазор между знаком и стержнем - 2,2 мм. Результаты расчета размеров модельного комплекта приведены в табл. 4.1
Таблица 4.1 – Результаты расчета размеров модельного комплекта, мм
| размер отливки | размер модели | размер отливки | размер модели | размер отливки | размер модели |
| ø1442,0 | 1446,3±2,0 | R675,0 | 677,0±2,0 | R20,0 | 20,1±0,5 |
| ø322,0 | 327,4±1,5 | R270,0 | 270,8±1,0 | H242,0 | 242,7±1,0 |
| ø1350,0 | 1358,5±2,0 | R280,0 | 280,8±1,0 | H282,0 | 282,8±1,0 |
| ø540,0 | 537,2±2,0 | R665,0 | 667±2,0 | H35,0 | 35,1±0,5 |
| ø180,0 | 180,5±0,8 | R75,0 | 75,2±0,5 | H20,0 | 20,1±0,5 |
| ø322,0 | 323,0±1,5 | R40,0 | 40,1±0,5 | H127,0 | 127,4±0,8 |
| R662,0 | 664,0±2,0 | R30,0 | 30,1±0,5 | Н404,0 | 405,2±1,5 |
Похожие работы
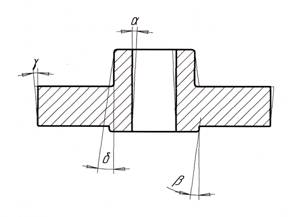
... и при наибольшем размере 402,5 мм, по таблице ПЗ принимаем следующие припуски на механическую обработку: 3 мм на сторону внешнюю и 2 мм на все остальные. Технологический припуск применяется для упрощения и облегчения процесса изготовления отливки. В данном случае назначаются формовочные уклоны (для удобства извлечения модели из формы без разрушения её), напуски (для упрощения изготовления ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
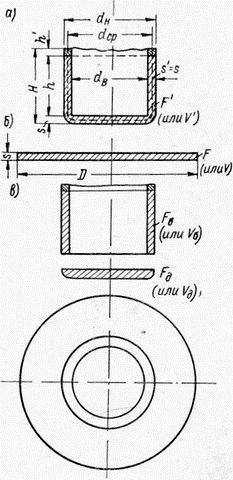
... методы: метод равенства поверхностей; метод равенства объёмов; метод равенства весов. Графические методы: графо-аналитический метод; графический метод. Для определения размеров заготовки будущего корпуса масляного фильтра для автомобилей ВАЗ 2101-2106, необходимо использовать метод равенства объёмов, так как толщина боковых стенок отличается от толщины дна и исходной заготовки (т. к. s' ≠ ...
0 комментариев