Навигация
3.1 Подбор электролита
От состава электролита зависят его электропроводность и скорость растворения металла. Для получения высоких технологических показателей процесса необходимо, чтобы:
а) в электролите не протекали вовсе или протекали в минимальном количестве побочные реакции, снижающие выход по току;
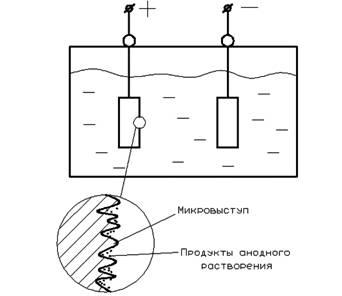
б) растворение заготовки происходило только в зоне обработки;
в) на всех участках обрабатываемой поверхности протекал расчетный ток.
Таких универсальных электролитов не существует, поэтому при подборе состава электролита приходится в первую очередь учитывать те требования, которые являются определяющими для выполнения данной операции.
Для увеличения скорости растворения берут электролиты с большей удельной проводимостью, а для повышения точности лучше использовать электролит с пониженной проводимостью.Электролиты подбирают в зависимости от обрабатываемого материала.
3.2 Требования при подборе электролита
1) Содержащиеся в водном растворе электролита анионы (отрицательно заряженные ионы) и катионы (положительно заряженные ионы) должны хорошо диссоциировать (разъединяться) при любых комбинациях.
2) Потенциал материала электрода — инструмента был более положительным, чем потенциал осаждения катионов. Это препятствует осаждению металлических катионов на электрод- инструмент.
Данное условие выполняется, если катионы электролита обладают большим отрицательным стандартным потенциалом.*
(* это потенциал, измеренный относительно нормального водородного электрода, на поверхности которого в стандартных условиях протекает обратимая реакция ![]() e).
e).
3) Наличие в электролите активирующих анионов, разрушающих под действием тока поверхностные оксидные пленки. Это обеспечивает преимущественное протекание на аноде реакции растворения и высокую производительность.
4) Необходимо, чтобы сродство компонентов обрабатываемого сплава к анионам электролита и их сродство к кислороду были близки между собой. Это обеспечивает избирательность растворения сплава, высокое качество поверхности и точность обработки.
5) Соответствие концентрации анионов, имеющих близкое сродство к тому или иному компоненту обрабатываемого сплава, содержанию этого компонента в сплаве. Это позволяет достичь равномерного анодного растворения всей поверхности заготовки.
6) Обеспечение в ходе реакций в электролите перехода продуктов реакции анодного растворения в нерастворимое состояние. Это дает возможность постоянно удалять продукты обработки из раствора (например, отстоем, фильтрованием, центрифугированием) и поддерживать требуемый состав электролита.
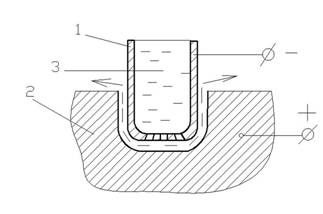
7) Необходимо, чтобы электролит обладал невысокой вязкостью для облегчения прокачки и ускорения процессов тепло – и массопереноса в зазоре.
8) Электролит должен обладать невысокой коррозионной активностью к оборудованию, быть безвредным для здоровья, пожаро-и взрывобезопасным.
В качестве электролитов наиболее часто используют растворы неорганических солей: хлориды (калия хлорид); нитраты (азотнокислые соли, производные азотной кислоты – HNO3,калийная селитра KNO3); сульфаты натрия и калия – соли серной кислоты.
В растворы могут вводиться добавки:
а) буферные вещества для снижения защелачивания электролита (борная, лимонная, соляная кислоты);
б) ингибиторы (от латинского – удерживаю) коррозии (нитрит натрия); производные азотистой кислоты – HNO2;
в) активирующие вещества, которые снижают пассивирующее действие оксидной пленки;
г) поверхностно — активные вещества для снижения гидравлических потерь и устранения кавитации (моющая жидкость ОП — 7);
д) коагуляторы – ускорители осаждения продуктов обработки (1…5 г/л полиакриламида).
Чаще используются следующие электролиты: 8…18% растворы хлорида натрия (NaCl) и 15…20% растворы нитрата натрия (Na2SO4).
Для каждого электролита удельная проводимость может быть самой различной в зависимости от его состава, концентрации, температуры.
Для хлорида натрия наибольшая удельная проводимость при концентрации – 250 г/л, а для нитрата натрия – 210 г/л.
С увеличением концентрации электролита удельная проводимость растет, достигает максимума, а затем снижается, так как сильнее проявляется взаимное притяжение ионов, которое снижает их подвижность и возможность переноса зарядов.
3.3 Технологические показатели ЭХО
3.3.1Точность обработки
Точность размеров и формы детали зависят от погрешности электрода — инструмента и от погрешности, вызванной отклонениями режима ЭХО от расчетного. Кроме того, погрешность детали зависит от припуска на обработку, его неравномерности, стабильности процесса анодного растворения по обрабатываемой поверхности, точности оборудования. Погрешность размеров детали зависит от начальной погрешности размеров заготовки, зазора и припуска на обработку. Кроме того, рабочей поверхности электрода-инструмента придают форму, несколько отличающуюся от той, которую требуется получить в детали. Этот процесс называют корректированием электрода-инструмента.
Различные факторы неодинаково влияют на общую погрешность обработки:
а) наибольшее влияние оказывает нестабильность электропроводности электролита, зазора, выхода по току – до 50%;
б) отклонения от расчетного режима течения электролита – до 20%;
в) упругие и температурные деформации – до 15%;
г) погрешности настройки и установки – до 15% от общей погрешности.
Похожие работы
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...
... инструмента следует рекомендовать алмазно-металлический карандаш типа Н, для устранения «засаливания» круга — комбинированный электрод- инструмент. Заточка инструментов из твердых сплавов Электрохимическое шлифование твердосплавного инструмента особенно эффективно при увеличении размера обрабатываемых инструментов и при высокой загрузке оборудования. Обобщение результатов экспериментов ...
0 комментариев