Навигация
Пути снижения погрешности
24839
знаков
1
таблица
8
изображений
3.3.2 Пути снижения погрешности
а). Форма исходной поверхности заготовки должна иметь минимальный припуск с минимальной его неравномерностью;
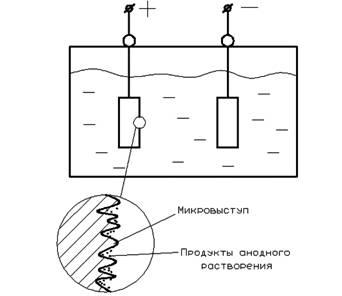
б). Уменьшение межэлектродного зазора; малые зазоры (,02…0,05 мм) получают установкой на поверхности инструмента твердых упоров из изоляционных материалов (алмазных игл, абразивных зерен). Для схемы с неподвижными электродами - с периодической перестановкой электродов.
Одним из способов уменьшения межэлектродного зазора является применение импульсного напряжения. В период пауз удается добиться полного выноса продуктов обработки из зазора, стабилизировать температуру, состав электролита. Импульсный ток используют одновременно с ускоренным сближением и отводом электродов. Напряжение на электроды подают как в момент сближения электродов, отключая его непосредственно перед их касанием, так и во время отводов электродов после касания.
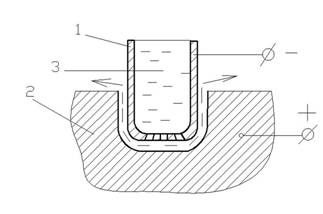
Или другой способ — чередуют включение напряжения и прокачки электролита, что позволяет стабилизировать режим ЭХО и избежать местных дефектов от неравномерного движения потока электролита.
в). Вибрация электродов применяется совместно с импульсным напряжением или при постоянном токе. Вибрация электродов может осуществляться параллельно или перпендикулярно направлению подачи как с одинаковой, так и с разной амплитудой колебаний по обоим направлениям.
г). Локализация процесса анодного растворения позволяет ограничить прохождение тока через участки заготовки, прилегающие к обрабатываемому, и за счет этого повысить точность формообразования;
д). Для чистовой обработки турбинных лопаток применяют растворы NaCl с малой массовой концентрацией (50…60 г/л). За счет малого количества ионов резко снижается степень рассеяния;
е.) Введение в электролит воздуха и других газов под напором;
ж). Применение локальной обработки заготовки отдельными секциями электрода- инструмента, на которые последовательно подают напряжение. Последовательность включения секций направлена против движения электролита, поэтому все продукты отработки удаляются из зазора, минуя работающую секцию;
з). Наиболее широко применяют локализацию обрабатываемого участка путем диэлектрических покрытий детали (например, с помощью фотохимии).
Если бы удалось получить одинаковые режимы обработки по всей обрабатываемой поверхности, то погрешность при изготовлении деталей любой сложности не превышала бы нескольких мкм. Наиболее сложно добиться постоянства проводимости электролита, которая зависит от температуры, количества газообразных продуктов обработки. Задача облегчается, если в зазоре отсутствуют газообразные продукты обработки.
Учеными предложены электролиты, в которых водород в атомарном виде сразу вступает в реакцию — такие электролиты называются безводородными. Это хлорид аммония, дихлорид железа, которые вызывают активную коррозию оборудования.
В настоящее время ЭХО позволяет получить:
а) при обработке неподвижными электродами со съемом по глубине до 0,2 мм-погрешность не более 0,02 мм, при большей глубине-0,03…0,050 мм;
б) при прошивании мелких отверстий (Ø до 2 мм) – точность по 9…10-му квалитету СЭВ;
в) при обработке полостей и разрезании-по12…14-му квалитету СЭВ;
г) для схем точения точность-8…10-му квалитету;
д) при шлифовании металлическими, электроабразивными и электроалмазными кругами точность по 6…7-му квалитету СЭВ.
3.3.3 Шероховатось
Формирование микрорельефа поверхности при ЭХО зависит от:
а) структуры материала заготовки;
б) состава материала; его температуры;
в) скорости прокачки электролита;
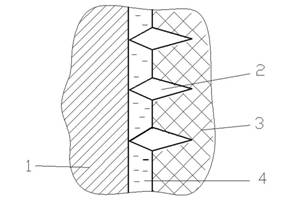
Если ЭХО выполняют после механической обработки, то в начале процесса анодного растворения микрорельеф повторяет профиль заготовки. Характер микронеровностей зависит от структуры обрабатываемого материала. Чаще наблюдается межкристаллитное растравливание, так как зерна растворяются медленнее. Оно и определяет шероховатость поверхности. Чем мельче зерно, тем меньше глубина межкристаллитного растравливания. Глубина микронеровностей зависит от плотности тока. Для большинства сплавов с увеличением плотности тока шероховатость обрабатываемой поверхности снижается. Чем ниже температура электролита (при той же плотности тока), тем меньше высота неровностей. В большинстве случаев температура электролита равна 17…37°С. Для обработки титановых сплавов-47°С; Для чистовой обработки нержавеющих сталей -4°С.
3.3.4 Физические свойства поверхности
После ЭХО в поверхностном слое не наблюдается снижение содержания углерода и изменения твердости, отсутствует наклеп. Напряжения повышаются вследствие растравливания — есть концентрация напряжений, так как межкристаллитные углубления имеют меньше радиус закруглений. Для уменьшения напряжений в поверхностном слое нужно повышать плотность тока, применять охлажденные электролиты, использовать импульсный ток, стабилизировать параметры электролита.
Влияние качества поверхности после ЭХО на механические свойства материала:
а). При эксплуатации деталей на них могут воздействовать статические, динамические (ударные) и циклические (знакопеременные) нагрузки.
б). Низкая шероховатость поверхности после ЭХО повышает механические свойства материалов, так как качество поверхности одинаково во всех направлениях.
в). Отсутствие же наклепа поверхности от воздействия инструмента снижает механические показатели, особенно сопротивление усталости.
г). Повышение предела прочности при статических и ударных нагрузках образцов из конструкционных сталей после ЭХО при растяжении, сжатии, кручении и изгибе такой же, как у механически обработанных образцов.
Похожие работы
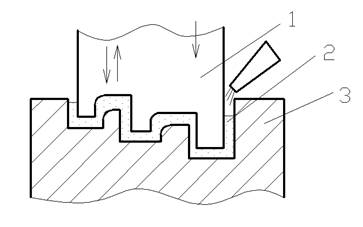
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...
... инструмента следует рекомендовать алмазно-металлический карандаш типа Н, для устранения «засаливания» круга — комбинированный электрод- инструмент. Заточка инструментов из твердых сплавов Электрохимическое шлифование твердосплавного инструмента особенно эффективно при увеличении размера обрабатываемых инструментов и при высокой загрузке оборудования. Обобщение результатов экспериментов ...
0 комментариев