Навигация
3.3.5 Сопротивление усталости
По значению предела выносливости образцы из конструкционных сталей и алюминиевых сплавов после ЭХО близки к шлифованным образцам. Детали из этих материалов после ЭХО можно использовать в конструкциях, работающих в условиях вибраций, знакопеременных нагрузках.
Одним из основных методов повышения механических свойств материалов после ЭХО является последующее полирование (виброполирование) для снятия растравленного слоя и выполнения наклепа. ЭХО часто используют взамен точения, фрезерования, долбления.
3.3.6 Технологичность деталей при размерной ЭХО
Для более полного использования преимуществ ЭХО необходимо проектировать детали с учетом особенностей процесса анодного растворения сплавов.
При любом режиме ЭХО высота неровностей соответствует чистовым операциям механической обработки, и с возрастанием скорости съема металла шероховатость поверхности снижается. В отличие от механической обработки технологические показания ЭХО даже повышаются с увеличением твердости материала заготовки. Кроме того, при ЭХО инструмент либо вообще не изнашивается, либо изнашивается незначительно.
3.3.7 Требования при ЭХО
При использовании ЭХО необходимо удовлетворить следующим требованиям, общим для всех видов заготовок и схем обработки:
а) Поверхность перед ЭХО должна быть очищена от окалины и других неэлектропроводных веществ.
б) В местах, где удаление металла планируют выполнить с применением ЭХО, не допускается местная зачистка поверхности, например, для контроля твердости.
в) ЭХО необходимо проводить после термической обработки заготовки. Это позволяет избежать нарушения точности за счет коробления при термической обработке, предотвращает появления обезуглероженного слоя в готовой детали.
г) При проектировании заготовок припуск не должен быть меньше некоторого предельного значения, определяемого с учетом возможного растворения на обрабатываемых и соседних поверхностях, где металл может раствориться за счет токов рассеяния и ускоренного съема на кромках детали.
д) В технологическом процессе не предусматривают операции и переходы по удалению заусенцев и округлению кромок на поверхностях после ЭХО.
4 Особенности рабочих процессов физико-химических методов и процесса резания
Особенности рабочих процессов физико-химических методов и процесса резания приведены в таблице 1.
Таблица 1
| Способ обработки | Рабочий процесс | Используемая энергия | Мощность удельная, Nуд, Вт/см2 | Рабочая среда | Род обрабатываемых материалов |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Электро-эрозионный | Эрозия в импульсных разрядах | Тепловая | 104... 108 | Жидкость диэлектрическая | Электропроводящие |
| Электро-контактный | Механическое удаление нагретого металла | то же | 104 | Воздух, газ | то же |
| Электро-химический | Анодное растворение | Химическая | 103... 104 | Электролит | _____,,_____ |
ИСПОЛЬЗУЕМАЯ Литература
1. Артамонов, Б. А., Волков, Ю. С., Дрожалова, В. И. и др. Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах). /под ред. В. П. Смоленцева. — М.: Высшая школа, 1983.
2. Бирюков, Б. Н. Электрофизические и электрохимические методы размерной обработки. / Б. Н. Бирюков — М.: Машиностроение, 1981.
3. Мороз, И. И. Электрохимическая обработка металлов. / И. И. Мороз — М.: Машиностроение, 1969.
4. Попилов, Л. Я. Электрофизическая и электрохимическая обработка материалов. / Л. Я. Попилов. Справочник. 2 - е изд. доп. и перераб. — М.: Машиностроение, 1982.
5.Петруха.П.Г.Технология обработки конструкционных материалов. / Под ред. П. Г. Петрухи — М: Высшая школа, 1991.
Похожие работы
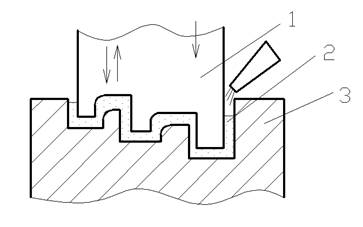
... трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис.4. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия. В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см3. размер ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... в них электролита. Электрополирование производится в течение 10 мин, при этом величина заусенцев уменьшается с 10 – 12 мкм до 1,5 мкм. 3. Ультразвуковая обработка Ультразвуковая обработка материалов – разновидность механической обработки основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой. Источником энергии ...
... инструмента следует рекомендовать алмазно-металлический карандаш типа Н, для устранения «засаливания» круга — комбинированный электрод- инструмент. Заточка инструментов из твердых сплавов Электрохимическое шлифование твердосплавного инструмента особенно эффективно при увеличении размера обрабатываемых инструментов и при высокой загрузке оборудования. Обобщение результатов экспериментов ...
0 комментариев