Навигация
8.3 Ведений вал
Матеріал вала - сталь 45 поліпшена. По таблиці 3.3[1] ![]()
Границі витривалості:
![]()
![]()
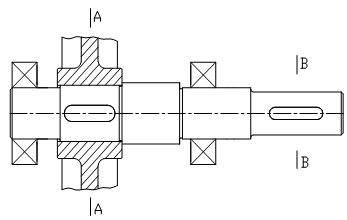
Рис. 3 - Перетин А-А
Концентрація напруг обумовлена наявністю шпонкового паза
приймаємо ![]()
![]()
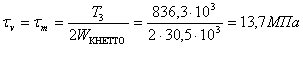
Момент опору крутіння при d=55 мм; b=16 мм; t1=6 мм
![]()
Момент опору вигину:
![]()
Згинальний момент у перетині А-А
![]()
![]()
![]()
![]()
Амплітуда й середнє значення циклу:
Амплітуда нормальних напруг:
![]() ,
,
![]() величина дуже маленька тому її враховувати не будемо
величина дуже маленька тому її враховувати не будемо
Тоді
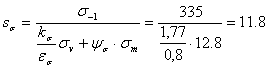
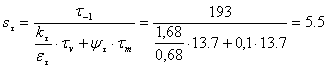
Результуючий коефіцієнт запасу міцності по формулі (8.17 [ 1 ] )

Умова міцності виконана.
Перетин В-В
Концентрація напруг обумовлена наявністю шпонкового пазаприймаємо ![]()
![]()
Момент опору крутінню при d=42 мм; b=12 мм; t1=5 мм
![]()
Момент опору вигину:
![]()
Згинальний момент у перетині B-B
![]()
![]()
![]()
![]()
Амплітуда й середнє значення циклу:

Амплітуда нормальних напруг:
![]() ,
,
![]() величина дуже маленька тому її враховувати не будемо
величина дуже маленька тому її враховувати не будемо
Тоді
Результуючий коефіцієнт запасу міцності по формулі (8.17 [ 1 ] )

Умова міцності виконана.
9. Вибір сорту масла
Змазування зубчастого зачеплення виробляється зануренням зубчастого колеса на проміжному валу в масло, що заливається усередину корпуса до рівня, що забезпечує занурення тихохідного колеса приблизно на 10 мм. Обсяг масляної ванни визначаємо з розрахунку 0.25 дм3 масла на 1кВт переданій потужності: V=0.25*11=2.75 дм3. По таблиці 10.8[1] установлюємо в'язкість масла. Для швидкохідного щабля при контактних напругах ![]() 401,7 МПа й швидкості v=2,8 м/с рекомендується в'язкість, що, масла повинна бути приблизно дорівнює 28*10-6 м2/с. Для тихохідного щабля при контактних напругах
401,7 МПа й швидкості v=2,8 м/с рекомендується в'язкість, що, масла повинна бути приблизно дорівнює 28*10-6 м2/с. Для тихохідного щабля при контактних напругах ![]() 400,7 МПа й швидкості v=1,05м/с рекомендується в'язкість, що, масла повинна бути приблизно дорівнює 34*10-6 м2/с.
400,7 МПа й швидкості v=1,05м/с рекомендується в'язкість, що, масла повинна бути приблизно дорівнює 34*10-6 м2/с.
Середня в'язкість масла
![]()
По таблиці 10.10[1] приймаємо масло індустріальне І-30А (за ДСТ 20799-75).
Камери підшипників заповнюємо пластичним мастильним матеріалом УТ-1, періодично поповнюємо його шприцом через прес-маслянки.
10. Посадки деталей редуктора
Посадки призначаємо відповідно до вказівок, які є в табл. 10.13 [1].
Посадка зубчастого колеса на вал H7/p6 за ДСТ 25347-82.
Шейки валів під підшипники виконуємо з відхиленням вала k6.
Відхилення отворів у корпусі під зовнішні кільця по H7.
Інші посадки призначаємо, користуючись даними табл. 10.13[1].
Cписок літератури
1. Чернавський С.О. Курсове проектування деталей машин: Навчальний посібник для технікумів .- К., 2004
2. Шейнблит А.Е. Курсове проектування деталей машин: Навчальний посібник для технікумів. – К., 2003
3. Палей М.А. Допуски й посадки: Довідник: В 2ч. Ч.1. – К., 2005
4. В.И.Анурьєв Довідник конструктора-машинобудівника: т.1,2,3. – К., 2004
5. Єремєєв В.К., Горен Ю.Н. Курсове проектування деталей машин: Методичний посібник і завдання до проектів для студентів заочної форми навчання всіх технічних спеціальностей. – К., 2004.
Похожие работы
... ів, sH £ [sH] ; 2) витривалість зубів шестірні, sF1 £ [sF]1 ; 3) витривалість зубів колеса, sF2 £ [sF]2 . 2. ДРУГИЙ ЕТАП ЕСКІЗНОГО ПРОЕКТУ. РОЗРАХУНКИ ПІДШИПНИКІВ КОЧЕННЯ РЕДУКТОРА Для виконання розрахунків підшипників кочення використовується інформація з розділів 1.4, 1.6 і 1.7. 2.1 Визначення ресурсу підшипників проміжного вала редуктора Розрахункова ...
... в спеціальній таблиці зображені засоби, що встановлюються на пульті управління і в розподільному приміщенні. 2.2 Розробка і опис скелетної схеми блокувань Розроблена схема блокування маршруту автоматизації зерносушарки ДСП-32 на Заводі елеваторного обладнання для ВАТ «Відродження» забезпечує: · Контроль і сигналізацію рівнів в бункерах (Б1, Б2, Б3); · Контроль підпорів ...
... ; 11 - канал конвеєра; 12 - відкрита частина конвеєра; 13,14,15 - вентилятори; 16 - теплообмінник Рисунок 2.6 - Потоково-конвеєрна лінія Буде встановлено 2 потоково-конвеєрних ліній для виробництва плиток для підлоги продуктивністю 400 тис м²/рік. 2.5.11 Розрахунок складу готової продукції При розрахунку складу готової продукції необхідно знати запас виробів, вид упаковки, площу, що ...
... з відхиленнями й параметри шорсткості. Виходячи з конструкції деталі, типу виробництва, заготівля отримана методом лиття. Аналіз показує можливість часткової автоматизації. 2 Базовий маршрутний процес обробки деталі Водило 10 Вертикально-фрезерна (вертикально-фрезерний 6642; пристосування спеціальне; фреза торцева (125; ШЦ - I - 125 - 0,1) А. Установити й зняти заготівку; Фрезерувати ...
0 комментариев