Навигация
2. Основна частина
2.1 Опис технологічного процесу
Зварювання вугільним і графітовим електродом.
При зварюванні вугільним електродом захисна атмосфера, яка містить СО2, СО і пари вуглецю, створюється за рахунок поступового обгорання і випаровування електрода. Однак для відповідальних робіт її недостатньо. У таких випадках вдаються до додаткових коштів, що підсилює газовий захист зони зварювання. Зварювання вугільним електродом може бути використаний для зварювання та наплавлення сталі, чавуну, твердих сплавів, алюмінію, міді й інших кольорових металів. В даний час вугільні електроди застосовуються значно рідше, ніж вольфрамові.
Зварювання вольфрамовим електродом
При зварюванні вольфрамовим електродом, вольфрам плавиться у дузі, але при правильно підібраному режимі відбувається лише незначне розплавлення кінця електрода, витрата електродного стрижня не перевищує 1 - 2 см за годину горіння дуги. Нагрітий вольфрамовий електрод інтенсивно окислюється на повітрі, тому вольфрамові електроди можуть працювати лише в захисному газі, не реагуючому з вольфрамом. Найбільш високу якість зварювання неплавким електродом і тривалий термін служби вольфрамового електрода забезпечує застосування інертних газів - аргону і гелію. Зазвичай зварювання ведеться на постійному струмі прямої полярності (мінус на вольфрамовому електроді). Пальник для зварювання вольфрамовим електродом в інертних газах (газоелектричного зварювання) легкий, компактний і зручний в роботі. Газоелектричне зварювання, як ручне, так і автоматичне та напівавтоматичне, широко застосовується для з'єднання невеликих листів металу (до 5 - 6 мм) і дуже малої товщини (менш 0,1 мм). Процес відрізняється чистотою, у зварювальній ванні не вноситься ніяких забруднень, а інертний газ створює надійний захист від впливу атмосферного повітря; температура "полум'я" при зварюванні вольфрамовим електродом може доходити до 30 000 ° С. Тому цей спосіб дуже зручний при зварюванні високоякісних, особливо чистих металів і сплавів, рідкісних, тугоплавких і високоактивних металів, а також нержавіючих, жаротривких та інших спеціальних високолегованих сталей, благородних металів, титану, вольфраму, молібдену, цирконію, ніобію та ін; в цих випадках досить висока вартість інертних газів не має особливого значення. Першим за часом способу зварювання вольфрамовими електродами в захисному газі була атомноводородне зварювання, що з'явилося в 20-х роках нашого століття.
Зварювання порошковим дротом.
Зварювання порошковим дротом - це спосіб механізованого зварювання, при якому захист і легування металу шва проводиться за рахунок шихти, вміщеній в самому дроті, що складається зі сталевої оболонки та неметалічного сердечника.
З одного боку, зварювання порошковим дротом - це різновид зварювання під флюсом, так як на поверхні шва утворюється шлаковая кірка, а процес зварювання механізований. З іншого боку - ця зварювання нагадує зварювання штучними електродами, тому що склад шихти може бути підібраний аналогічно обмазці електродів і дозволяє не тільки захищати розплавлений метал, але і легувати його, що практично неможливо при зварюванні під флюсом і в захисних газах.
2.1.1 Технологія зварювання вугільними і графітовим електродом
Вугільні електроди складаються з аморфного електротехнічного вугілля у вигляді стрижнів круглого перерізу діаметром 6 ... 18 мм, довжиною 250 ... 700 мм з гладкою чорною поверхнею. Кінець електрода заточують під кутом 60 ... 70 °, а для зварювання кольорових металів - під кутом 20 ... 40 °.
Графітові електроди складаються з кристалічного вуглецю-графіту, мають темно-сірий колір з металевим блиском. Матеріал електрода м'який і легко ріжеться. Графітові електроди при зварюванні дають кращі результати, ніж вугільні.
Для вугільних електродів температура плавлення 3800° С і температура кипіння 4200° С, тому практично не вдається спостерігати процес плавлення, а видно повільне випаровування.
Для чистого вуглецю температура плавлення 3500° С, температура кипіння 3467° С, тому він не плавиться.
Процес зварювання вугільними електродами має особливості:
- зварювання можна вести тільки на прямій полярності (мінус на електроді), а при зворотній полярності відбувається недостатньо стійке горіння дуги, погане формування шва, коксування наплавленого металу, електрод сильно нагрівається на великій довжині і відбувається збільшення його випаровування;
- в процесі зварювання дуга чутлива до різних зовнішніх впливів: вітру, потокам газів, магнітною дутью;
- коефіцієнт корисної дії дуги при зварюванні вугільним електродом нижче, ніж при зварюванні металевим плавким електродом.
Вугільні електроди можуть успішно застосовуватися для зварювання тонколистового металу, заварки дефектів металевого лиття, зварювання кольорових металів і наплавлення твердих сплавів.
Зварювання вугільним електродом тонколистового металу може бути наступними способами:
- без присадочного металу, з подачею в дугу присадочного металу;
- з попередньою укладкою на місце шва присадочного металу.
Зварювання без присадочного металу полягає в оплавленні дугою крайок деталей, що зварюються. Цей спосіб набув найбільшого поширення.
Без присадочного металу можуть зварюватися з'єднання встик листів товщиною 1 ... 2 мм з відборткою крайок, приєднання штампованого днища до корпусу ємності, кутові з'єднання, з'єднання внахлест, різні з'єднання з куточків, швелерів, смуг.
Зварювання з подачею присадочного металу в дугу може проводиться за однією з двох схем - лівий або правий спосіб за рис. 2.1, а і б.
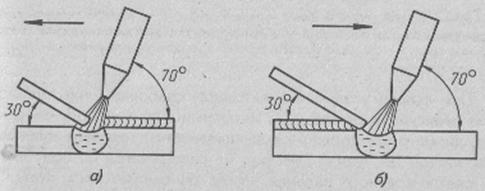
Рис. 2.1. Способи зварювання вугільним електродом з подачею присадочного металу в дугу: а - "лівий" спосіб; б - "правий" спосіб
При зварюванні з подачею присадочного металу в дугу зварювальник тримає у лівій руці присадний пруток, в правій - тримач з вугільним електродом.
При "лівому" способі присадний пруток розміщують між електродом і основним металом, полум'я дуги направлено на основний метал (рис. 2.1, а).
При "правому" способі присадний пруток розміщують між наплавленим валиком шва і вугільним електродом, полум'я дуги направлено на розплавлений метал.
При цьому способі нагрівання більш концентрований, і зварювання можна виробляти на великих швидкостях, але при цьому є ймовірність пропалів (рис. 2.1, б).
"Лівий" спосіб частіше застосовується на практиці, а "правий" спосіб використовують для зварювання металу великої товщини. Зварювання з попередньою укладанням прутків або смужок може застосовуватися для виробництва стикових і кутових швів з листів великої товщини (рис. 2.2). При цьому виходить посилення шва за рахунок сплавлення крайок листів, що зварюються і присадочного прутка або смужки.
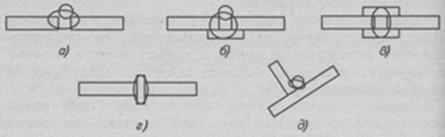
Рис. 2.2. Зварювання вугільним електродом з попередньою укладкою прутків і смужок: а - односторонній стиковий шов з укладанням прутка; б - те ж, з укладанням прутка і підкладкою смужки під шов; в - двосторонній стиковий шов з укладанням смужок з обох сторін; г - те ж, з укладанням смужки в зазор між зварюються листами; д - односторонній кутовий шов з укладанням прутка.
При зварюванні вугільним електродом зварювальний струм підбирають залежно від товщини металу та виду зварного з'єднання, діаметр електрода - залежно від товщини листів, що зварюються так, щоб електрод не розігрівали по всій довжині до світло-червоного розжарювання, коли він швидко витрачається.
Похожие работы

... ість раковин, пір, тріщин, непроварів і інших зовнішніх і внутрішніх дефектів. Звичайно, на якість отримуваного зварювального шва впливає безліч чинників, але електроди все ж грають вирішальне значення. При виборі електродів в першу чергу керуються складом металу, з якого вони виготовлені, а також їх діаметром, вибираним залежно від товщини деталей, що сполучаються. Основними характеристиками ...
0 комментариев