Навигация
Обладнання для зварювання неплавкими електродами
57867
знаков
2
таблицы
18
изображений
2.2.2 Обладнання для зварювання неплавкими електродами
Зварювальні пальники (Рис. 2.9).
Ручний пальник для дугового зварювання в захисних газах служить для жорсткого фіксування W-електрода в певному положенні, підведення до нього електричного струму, подачі захисного газу в зону зварювання та охолодження струмоведучих частин повітрям або водою. Пальники для зварювання в монтажних умовах і при знижених температурах мають природне повітряне охолодження і розраховані на струм до 150 А.
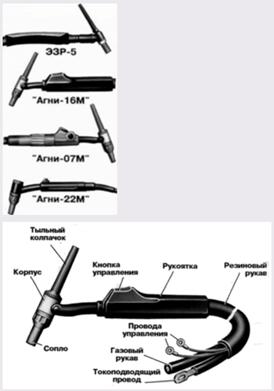
Рисунок 2.9. Пальники
Балон складається з сталевого безшовного циліндричного корпусу зі сферичним днищем, на який напресований башмак.

Рисунок 2.10. Балон
Редуктор призначений для пониження тиску газу, що надходить з балона.
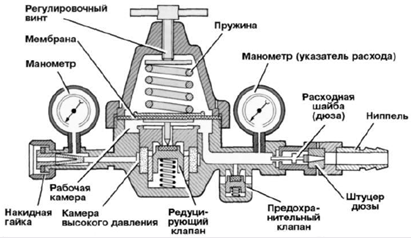
Рисунок 2.11. Редуктор
Джерело живлення забезпечує роботу в неперервному і імпульсному режимах зварювання.

Рисунок 2.12. Джерело живлення
2.3 Інструменти, обладнання та пристосування при зварювальних роботах
Для виконання зварювальних робіт зварник повинен мати певний набір інструментів і приладдя.
Електродотримачі. Це один з основних інструментів електрозварника, від якого багато в чому залежать продуктивність і безпечні умови праці. Елетродотримач повинен бути легким (не більше 0,5 кг) і зручним, мати надійну ізоляцію, не нагріватися при роботі, забезпечувати швидке і надійне закріплення електрода. Залежно від способу кріплення електродів розрізняють засувні, пасатижні, ексцентрикові і інші електродотримачі. Найбільш поширені пасатижні електродотримачі (Рис 2.8).
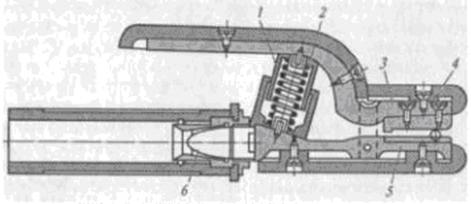
Рисунок 2.8. Електродотримач пасатижний: 1- захисний ковпачок пружини; 2- пружина; 3- важіль з верхньою лещатою; 4- теплоізоляційний захист; 5- нижня лещата; 6- конус різьбової втулки.
Щитки та шоломи. Це обладнання виготовляють відповідно до ГОСТ 12.4.035-78 з струмонепровідних матеріалів - фібри або пластмаси. Маса щитка не повинна перевищувати 0,48 кг, шолома - 0,6 кг. Їх внутрішня поверхня повинна бути гладкою, матовою, чорного кольору. Щиток складається з корпусу з оглядовим вікном і ручки, що має круглий поперечний переріз і довжину не менше 120 мм. Шолом представляє собою захисне пристосування, що надягається зварником на голову. Він складається з корпусу з оглядовим вікном і наголовника, який повинен забезпечувати два фіксованих положення корпуса: опущене (робоче) і відкинуте назад.
Для захисту очей від шкідливих випромінювань щитки і шоломи забезпечені світлофільтрами типу С темно-зеленого кольору, які випускають (замість світлофільтрів типу Е) 13 класів для зварювання із застосуванням струмів силою 13 ... 900 А.
Для захисту світлофільтру від бризок металу використовують покривні органічні скла, які в міру пошкодження замінюють новими (Рис. 2.9).
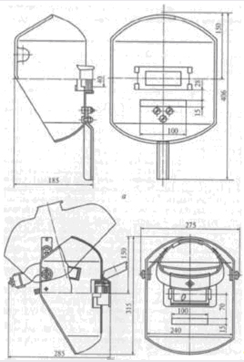
Рисунок 2.9. Щитки (а) та шоломи (б).
Зварювальні дроти. Струм від силової мережі підводиться до зварювальних апаратів по проводах марки КРПТ. Від зварювальних апаратів до робочих місць зварювальний струм надходить за гнучким проводу марки ПРГ, АПР або ПРГД з гумовою ізоляцією. До електродотримача повинен бути підключений гнучкий мідний дріт марки ПРГД довжиною не менше 3 м.
Довжина проводів від зварювальних апаратів до робочого місця не повинна бути більше 30 ... 40 м, тому що при великій довжині проводів напруга в них значно падає, що призводить до зменшення напруги дуги. Для з'єднання зварювальних проводів застосовують спеціальні муфти, мідні наконечники і болти. Температура нагріву проводів не більше 70 ° С.
Одяг зварника. У комплект одягу входять куртка, брюки та рукавиці. Куртку і штани шиють з брезенту, сукна або азбестової тканини. Одяг із прогумованого матеріалу не застосовують, оскільки її легко пропалити нагрітими металевими частинками. Штани повинні прикривати взуття для запобігання ніг від опіку. Рукавиці можуть бути брезентовими або робочими.
Додатковий інструмент зварника. Для зачищення країв перед зварюванням і видалення з поверхні швів залишків шлаку застосовують сталеві щітки - ручні або з електроприводом. Остиглий шлак з поверхні шва видаляють молотком-шлаковідділювачем.
Для під'єднання "маси" до заготівлі служать гвинтові або пружинні затиски, в які струмопровідний дріт впаюють високотемпературним припоєм або закріплюють механічно.
Для клеймування швів, вирубки дефектних місць, видалення бризок і шлаку застосовують відповідно клейма, зубила і молотки. Складальні операції перед зварюванням виконують за допомогою шаблонів, схилів, лінійок, косинців і спеціальних пристосувань. При монтажних зварювальних роботах зварювальники використовують надягають через плече брезентові сумки, в які поміщають електроди.
Похожие работы

... ість раковин, пір, тріщин, непроварів і інших зовнішніх і внутрішніх дефектів. Звичайно, на якість отримуваного зварювального шва впливає безліч чинників, але електроди все ж грають вирішальне значення. При виборі електродів в першу чергу керуються складом металу, з якого вони виготовлені, а також їх діаметром, вибираним залежно від товщини деталей, що сполучаються. Основними характеристиками ...
0 комментариев