Навигация
Технологія зварювання вольфрамовим електродом
57867
знаков
2
таблицы
18
изображений
2.1.2 Технологія зварювання вольфрамовим електродом
Особливості зварювання вольфрамовим електродом на постійному струмі.
Технологічні властивості дуги, при зварюванні вольфрамовим електродом, значною мірою визначаються родом і полярністю зварювального струму. При прямій полярності на виробі виділяється до 70% теплоти дуги, що забезпечує глибоке проплавлення основного металу. При зворотній полярності напруга дуги вище, ніж при прямій полярності. На аноді - електроді виділяється велика кількість енергії, що призводить до значного його розігріву і можливого оплавлення робочого кінця. Зважаючи на це допустимі щільності зварювального струму знижені.
Особливості зварювання вольфрамовим електродом на змінному струмі.
При використанні змінного струму полярність вольфрамового електрода і вироби змінюється з частотою струму. Тому кількість теплоти, що виділяється на вольфрамовому електроді і виробі, приблизно однаково. Електропровідність дуги різна в різні напівперіоди полярності змінного струму. Вона вище в ті напівперіоди, коли катод на електроді (пряма полярність) і дуговий розряд відбувається в основному за рахунок термоіонній емісії зважаючи на високу температуру плавлення і відносно низькою теплопровідності вольфраму. У напівперіоди, коли катод на виробі, електропровідність дуги нижче, напруга, необхідний для порушення дуги, вище, тому її збудження відбувається з деяким запізненням.
Відповідно з різною напругою дуги в різні напівперіоди змінного струму різна і величина зварювального струму, тобто в зварювального кола з'являється постійна складова струму. У даному випадку ми маємо справу з випрямляючим (вентильним) ефектом розглянутого типу дуги, викликаним відмінністю теплофізичних властивостей електрода і виробу. Величина постійної складової залежить від величини зварювального струму, швидкості зварювання, що зварюється металу і т. д. Її наявність погіршує якість зварних швів на алюмінієвих сплавах і знижує стійкість вольфрамового електрода. Для зменшення величини постійної складової струму застосовують різні способи.
Зварювання вольфрамовим електродом зануреною дугою.
Цікавим різновидом застосування вольфрамового електрода є зварювання зануреною дугою, при якій використовують електрод підвищеного діаметра і підвищений зварювальний струм. З'єднання збирають встик без оброблення крайок, без зазору.
Зварювання порожнистим вольфрамовим електродом у вакуумі.
Іншим різновидом зварювання вольфрамовим електродом є зварювання порожнистим вольфрамовим електродом у вакуумі. Порушення і підтримання дуги у вакуумі 10 ~ 3 мм рт. ст. представляє певні труднощі, так як тліючий розряд переходить на стінки камери. Подача в розглянутому способі зварювання дозованого кількості газу в порожнину електрода стабілізує катодна пляма на внутрішній поверхні електрода. Переміщення катода з внутрішньої порожнини викликає розігрів електрода до яскравого світіння. При силах струму понад 50 А дуга представляє собою блакитнуватий розряд, циліндричний за формою на всій довжині дуги.
Можна припускати, що газ, що подається в порожнину електрода, іонізуючи, набуває властивості плазми. Кількість газу, що подається в порожнину електрода, має забезпечувати тиск газу в камері менше 50 мм рт. ст. При великих тисках катодна пляма виходить на торець електрода і хаотично переміщається по ньому. Тиск у камері 10 ~ 2 мм рт. ст. при витраті газу 0,01-0,1 л/хв. створює найкращі умови підвищення концентрації дугового розряду. Застосування подібного способу зварювання має певні металургійні переваги, так як сприяє видаленню газів з розплавленого металу і зменшує чад легуючих елементів. Цим способом можна зварювати різні метали і сплави товщиною до 15 мм.
Способи запалювання дуги.
Існує 2 способи запалювання дуги: контактний (дуга між електродом і виробом виникає в результаті короткого замикання електроду на виробі) і безконтактний (дуга запалюється за допомогою високочастотного розряду, який створюється осцилятором) (Додаток А).
Рух запальником.
Здійснюють тільки один рух - уздовж осі шва. Відсутність поперечних коливань призводить до того, що шов стає вужчий, ніж при зварюванні покритими електродами. Щоб метал шва не насичувався киснем або азотом повітря, треба стежити, щоб кінець присадочного дроту і W-електрод постійно знаходився в зоні захисного газу. Щоб уникнути розбризкування металу кінець дроту подають у зварювальну ванну плавно. Про ступінь плавлення судять за формою ванни розплавленого металу. Хорошому проплавленню відповідає ванна, витягнута в бік напряму зварювання, а поганому - кругла або овальна. Зварювання зазвичай виконують справа наліво. При зварюванні без присадочного матеріалу електрод розташовують перпендикулярно до поверхні металу, що зварюється, а з присадним матеріалом під кутом. Присадний пруток переміщують попереду пальника без поперечних коливань (Рис.2.3).
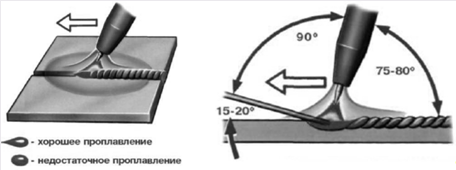
Рисунок 2.3. Рух запальником
Рух присадочним дротом(Рис. 2.4).
При наплавленні валиків горизонтальних швів у нижньому положенні присадочні дроті надають два напрями руху: вниз і поступовий уздовж країв, що зварюються. Це треба робити так, щоб метал рівними порціями надходив у зварювальну ванну. Закінчення зварювання та заварювання кратеру виконують, зменшуючи величину струму реостатом, включеним послідовно в зварювальне коло.
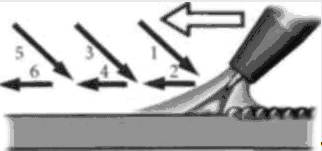
Рисунок 2.4. Рух приладочним дротом
Зварювання таврових, кутових та хлестових швів.
Горизонтальні шви виконують справа наліво "від себе" і "на себе". Зліва направо вести зварювання незручно. W-електрод направляють точно в кут. Присадочний дріт подають попереду пальника, коливальних рухів пальником і дротом не здійснюють(Рис. 2.5).
При зварюванні вертикальних швів електрод направляють точно в кут під нахилом до вертикальної площини. Присадний дріт подають зверху.
Зварювання стельових швів ведуть "на себе ". Пальник тримають майже вертикально. Присадний дріт розташовують перед пальником. Розплавлений метал утримується тиском дуги (Рис. 2.5).
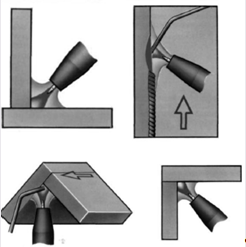
Рисунок 2.5. Зварювання таврових, кутових та хлестових швів.
Зварювання стикових швів в потолочному положенні.
1. Пальник підносять до поверхні металу, запалюють дугу, а потім встановлюють пальник під кутом до деталі, що зварюється.
2. У зону горіння дуги подають присадочний дріт, але не розплавляють її, поки не утворюється зварювальна ванна розплавленого металу.
3. Після утворення зварювальної ванни вводять кінець присадочного дроту в зону плавлення.
4. Розплавляють кінець дроту так, щоб під тиском зварювальної дуги розплавлений метал попадав у зварювальну ванну. У міру плавлення присадочного дроту формують зварний шов, для чого пальник переміщають уздовж з'єднання і знову подають присадний дріт у зону плавлення (Рис. 2.6).

Рисунок 2.6. Зварювання стикових швів в потолочному положенні.
Зварювання стикових швів в вертикальному положенні.
Без присадочного дроту зварюють кореневі шви товстих листів металу з обробленням країв. Металу кромок достатньо для формування шва. Стикові з'єднання листів тонкого металу зварюють з присадочним дротом, так як металу для формування шва не вистачає. Пальник розташовують під кутом до зварюваного виробу і переміщають її поступально без поперечних коливань, а присадний дріт подають по траєкторії 1-6 (Рис. 2.7).

Рисунок 2.7. Зварювання стикових швів в вертикальному положенні.
Похожие работы

... ість раковин, пір, тріщин, непроварів і інших зовнішніх і внутрішніх дефектів. Звичайно, на якість отримуваного зварювального шва впливає безліч чинників, але електроди все ж грають вирішальне значення. При виборі електродів в першу чергу керуються складом металу, з якого вони виготовлені, а також їх діаметром, вибираним залежно від товщини деталей, що сполучаються. Основними характеристиками ...
0 комментариев