Теоретические основы организации производства
Основное и вспомогательное производство
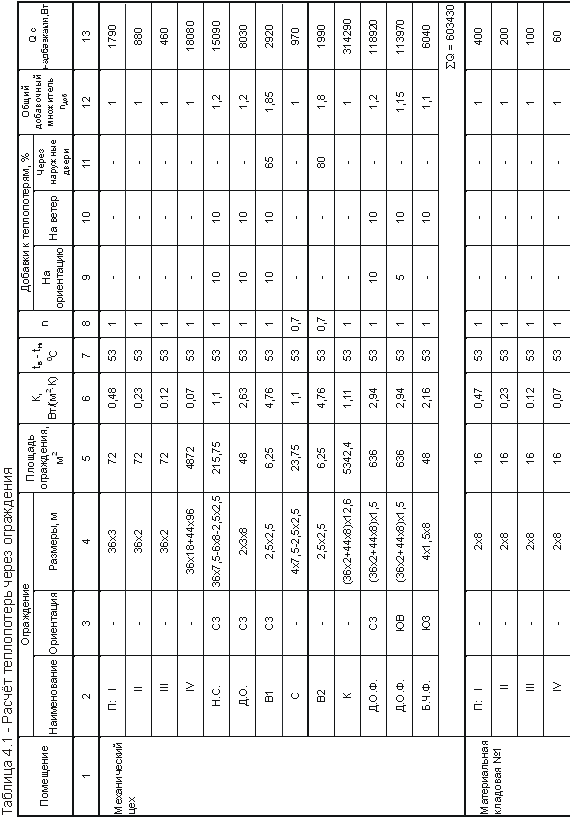
Расчет потребности в оборудовании
Определение числа основных производственных участков цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация транспортного хозяйства
Организация управления цехом
Пути совершенствования организационной подготовки производства в цехе
Разработка стандарт-плана работы линии
Определение заделов на линии
Навигация
Основное и вспомогательное производство
Разработка проекта организации механического цеха
52742
знака
21
таблица
3
изображения
1.2 Основное и вспомогательное производство
В зависимости от того, какой продукт является результатом производства, производственные процессы подразделяются на основные, вспомогательные и обслуживающие.
Центральное место в этой совокупности занимает основной производственный процесс, в результате которого исходное сырье и материалы превращаются в готовую продукцию. Например, на автомобильных заводах основным процессом будет изготовление заготовок для деталей, сборка сборочных единиц и полная сборка автомобилей.
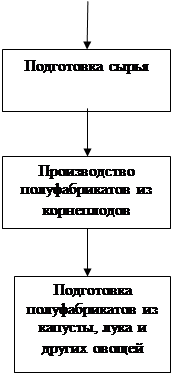
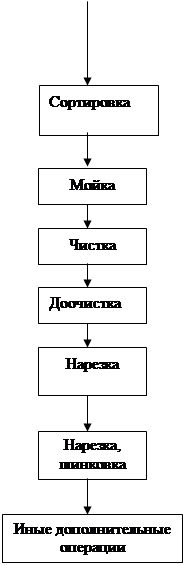
Основной производственный процесс делится на три стадии: заготовительную, обрабатывающую и сборочную.
Вспомогательный ПП – процесс изготовления продукции, которая будет использоваться внутри предприятия. Например, вспомогательный процесс на автомобильном предприятии включает изготовление инструментов, которые используются при обработке деталей автомобилей, изготовление запасных деталей для ремонта оборудования.
Обслуживающий ПП – это процесс труда, в результате которого никакой продукции не создается. К нему относятся транспортные, складские операции, технический контроль и др.
Своевременное и качественное выполнение основного ПП в значительной степени зависит от того, как налажено выполнение вспомогательных и обслуживающих процессов, которые подчинены задаче лучшего обеспечения основного ПП.
1.3 Организация технологического процесса по выпуску основной продукции предприятия
Организация производства охватывает все звенья – от групп отраслей и подотраслей народного хозяйства до рабочего места.
В рамках крупного машиностроительного предприятия можно выделить три уровня организации производства:
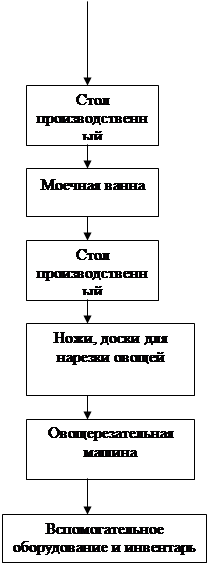
1. Организация процесса на рабочем месте состоит в четком сочетании элементов процесса труда. Для одностаночного рабочего места организация производства должна обеспечить рациональное соответствие основных параметров станка, используемого инструмента, уровня квалификации рабочего, особенностей используемых материалов и выполняемых работ.
При комплексном рабочем месте организация производства характеризуется, прежде всего, четким проектированием системы обслуживания, порядка загрузки (запуска) и съема готовой продукции, обоснованием рациональных изменений режимов эксплуатации агрегата.
2. Внутрицеховая организация производства обеспечивает сочетание ПП, протекающих на рабочих местах, которые входят в одну стадию технологического процесса или в один частный ПП. Организационно такая стадия производства может быть оформлена как участок и цех.
3. Межцеховая организация производства включает проведение мероприятий производство пространственному и временному сочетанию крупных стадий ПП. Каждая из таких стадий – достаточно законченный процесс.
Основываясь на содержании и направлениях организации производства, можно сформулировать ее основные задачи:
- выбор наиболее совершенных вещественных элементов ПП;
- обеспечение их полного использования и рационального пространственного и временного сочетания;
- экономия живого труда;
- повышение качества продукции.
Высшей формой организации производства являются автоматические поточные линии, которые представляют собой совокупность машин, которые в определенной последовательности автоматически выполняют технологические операции производства по изготовлению продукции.
Экономическая эффективность автоматических поточных линий состоит в резком повышении производительности труда и качества продукции, значительном снижении себестоимости и улучшении других показателей, а также в облегчении труда рабочих, функции которых сводятся к управлению машинами.
1.4 Управление технологическим процессом в производстве
Управление технологическим процессом зависит от конкретной структуры определенного предприятия. А также от способа построения функциональной системы предприятия.
При централизованном способе все функции управления сконцентрированы в функциональных отделах управления предприятия.
В цехах и на участках оставлены только линейные руководители. Для приближения функционального аппарата к производству часть этого аппарата может быть размещена на территории цехов, которые она непосредственно обслуживает. Но работники этой части подчиняются начальнику общего функционального отдела предприятия. Централизованная система оправдывает себя при небольших объемах производства, хотя она широко применялась в прошлом на всех предприятиях в «застойные» времена.
При децентрализованном способе все функции обслуживания передаются цехам. Каждый цех превращается в замкнутое производственное подразделение.
Наиболее эффективен смешанный способ, который получил наибольшее применение на большинстве предприятий. При этом вопросы, которые могут более оперативно и лучше решить цех или хозяйственное бюро, передаются в их ведение, а методическое руководство функциональными подразделениями и контроль за качеством продукции выполняют функциональные отделы аппарата управления предприятием.
Так как основная часть производственного процесса проходит непосредственно в цехе, он имеет свой аппарат управления технологическим процессом. Во главе цеха стоит начальник, назначаемый из числа опытных, высококвалифицированных работников и подчиняется директору предприятия. Он организует труд всего коллектива, проводит мероприятия производствомеханизации и автоматизации производственного процесса, производствовнедрению новой техники, осуществляет меры производствоохране труда.
Для решения конкретных технико-экономических задач в крупном цехе создаются:
- техническое бюро, занимающееся совершенствованием технологических процессов производства, оказанием помощи участкам при освоении технологических процессов и контролем технологической дисциплины.
-производственно-диспетчерское бюро, осуществляющее оперативно-производственное планирование и управление производственным процессом;
- группа механика цеха, обеспечивающая уход за оборудованием и его ремонт.
Важнейшим звеном производственной структуры цеха является производственный участок, во главе которого стоит мастер. Мастер - непосредственный организатор процесса производства в своем подразделении. Он имеет право принимать на работу и производить расстановку рабочих на участке, освобождать лишних рабочих, присваивать тарифные разряды рабочим, премировать и штрафовать рабочих.
Пользуясь этими правами, мастер обязан обеспечивать выполнение работ, стоящих перед участком, предупреждать брак в производстве, обеспечивать экономное использование сырья и материалов, обеспечивать строгое выполнение техники безопасности и охраны труда.
Повсеместное использование АСУ упрощает процесс управления. Основа АСУ – интегрированная обработка производственно-экономической информации, охватывающая решение задач прогнозирования, планирования и управления производством с использованием современных средств.
2. Проект организации механического цеха
2.1 Расчет производственной программы
Определение производственной программы механического цеха происходит исходя из потребностей сборочного цеха, поставок по кооперации и количества деталей, используемых в качестве запасных частей. Коэффициент, учитывающий поставку по кооперации, принимаем равным 1,2 (Кп). Коэффициент, учитывающий количество деталей, используемых в качестве запасных частей к выпускаемым машинам – 1,3 (Кз).
Производственную программу для каждого изделия определим по формуле:
Ni =N·Kп·Kз (2.1)
где N - программа выпуска n-го изделия за расчетный период, шт.
Nи=75350·1,2·1,3=117546 (шт.);
Nж=60350·1,2·1,3=94146 (шт.);
Nз=45750·1,2·1,3=71370 (шт.).
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев