Теоретические основы организации производства
Основное и вспомогательное производство
Расчет потребности в оборудовании
Определение числа основных производственных участков цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация транспортного хозяйства
Организация управления цехом
Пути совершенствования организационной подготовки производства в цехе
Разработка стандарт-плана работы линии
Определение заделов на линии
Навигация
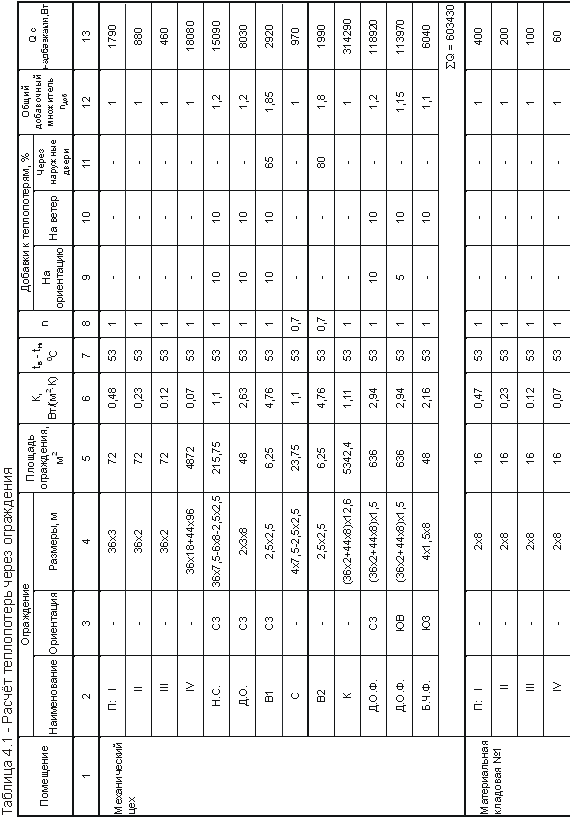
Расчет потребности в оборудовании
Разработка проекта организации механического цеха
52742
знака
21
таблица
3
изображения
2.2 Расчет потребности в оборудовании
Интервал времени между последовательным выпуском двух одноименных деталей называют тактом. Такт выпуска деталей определяется как отношение:
 , (2.2)
, (2.2)
где Fд -действительный фонд времени работы оборудования, ч.;
Ni -объем производства i- ой детали в планируемом периоде, шт.;
D - количество рабочих дней в планируемом периоде;
d -продолжительность рабочего дня, ч.;
f - режим работы подразделения (сменность работы);
bс р -средний процент потерь времени на плановые ремонты (3-5% от Fд).
Действительный фонд времени работы оборудования рассчитаем по формуле:
![]() (2.3)
(2.3)
Fд=253·8·2·(1-0,05)=3845,6 (ч)
rи=3845,6·60:117546=1,96
rж=3845,6·60:94146=2,45
rз=3845,6·60:71370=3,23
Назначением производственного оборудования является изменение формы, состояния и свойств сырья, материалов, полуфабрикатов путем их механической, термической, химической и других видов обработки.
Количество оборудования определяется исходя из станкоемкости обработки одного изделия, готовой программы выпуска изделий и действительного фонда времени работы оборудования по формуле:
Пр=![]() (2.4)
(2.4)
где Пр – расчетное число единиц оборудования;
Тст – станкоемкость обработки одного изделия, станко-ч.;
Ni – годовая программа выпуска изделий, шт.;
Fд – действительный годовой фонд времени работы металлорежущего оборудования (3845,6 часов).
Для детали И:
Прток=3,15·117546:(3845,6·60)=1,6 (шт)
Прраст=(0,7+0,75) ·117546:230736=0,74 (шт)
Прфрез=(2,1+1,8) ·117546:230736=1,99 (шт)
Прсв=(2,56+2,35) ·117546:230736=2,5 (шт)
Пршлиф=(2,05+3+3,22) ·117546:230736=4,2 (шт)
Для детали Ж:
Прподр=1,36·94146:230736=0,55 (шт)
Прсв=(1,2+2,18) ·94146:230736=1,38 (шт)
Прзенк=4,57·94146:230736=1,86 (шт)
Прток=(3,22+1,23+1,1) ·94146:230736=2,26 (шт)
Прпрот=(2,31+2,12) ·94146:230736=1,81 (шт)
Пршлиф=1,75·94146:230736=0,71 (шт)
Для детали З:
Протр=1,2·71370:230736=0,37 (шт)
Прфрез=(1,17+1,1) ·71370:230736=0,7 (шт)
Прток=(4,8+1,95+3,21+2+2,16) ·71370:230736=4,37 (шт)
Пррезьб=(1,17+1,1) ·71370:230736=0,7 (шт)
Результаты расчетов сведем в таблицу 2
Таблица 2
Расчет количества оборудования
| Наименование оборудования | Кол-во оборудования по деталям | Всего расчетное число станков | Принятое число станков | Коэффициент загрузки оборудования | ||
| И | Ж | З | ||||
| Токарная | 1,6 | 2,26 | 4,37 | 8,23 | 9 | 0,91 |
| Расточная | 0,74 | - | - | 0,74 | 1 | 0,74 |
| Фрезерная | 1,99 | - | 0,7 | 2,69 | 3 | 0,9 |
| Сверлильная | 2,5 | 1,38 | - | 3,88 | 4 | 0,97 |
| Шлифовальная | 4,2 | 0,71 | - | 4,91 | 5 | 0,98 |
| Подрезная | - | 0,55 | - | 0,55 | 1 | 0,55 |
| Зенкеровальная | - | 1,86 | - | 1,86 | 2 | 0,93 |
| Протяжная | - | 1,81 | - | 1,81 | 2 | 0,91 |
| Отрезная | - | - | 0,37 | 0,37 | 1 | 0,37 |
| Резьбонарезная | - | - | 0,7 | 0,7 | 1 | 0,7 |
| Итого: | 11,03 | 8,57 | 6,14 | 25,74 | 29 | 0,888 |
В итоге принятое оборудование всего равно 29 единицам.
Тип производства определим с помощью коэффициента закрепления. Коэффициент закрепления операции (Кзо) рассчитывается по формуле:
КЗО= ![]() mi/S , (2.5)
mi/S , (2.5)
где mi - число операций в технологическом процессе обработки i –ой детали, шт.;
S - количество рабочих мест в подразделении, рассчитанное на заданную программу выпуска изделий (деталей);
i = 1-n – номер детали;
Таким образом, коэффициент закрепления операции будет равен:
Кзо=30:29![]() 1
1
Так как коэффициент закрепления операции равен 1, значит, мы имеем массовый тип производства.
Массовое производство характеризуется наиболее резко выраженным постоянством структуры рабочего процесса, повторением одних и тех же операций на каждом рабочем месте в связи с изготовлением одного и того же вида изделия. К данному типу производства можно отнести машиностроение.
Для массового производства характерны:
· ограниченная номенклатура изделий;
· предметная специализация рабочих мест;
· использование специального и специализированного оборудования;
· возможность механизации и автоматизации производственных процессов;
· наличие рабочих невысокой квалификации;
· минимальная длительность производственного цикла
Важной количественной характеристикой типа производства является уровень специализации рабочих мест, исчисляемый с помощью коэффициента закрепления операций.
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев