Швейные машины для выполнения операций групп Iа и II
Основные принципы совершенствования швейных машин
Швейные машины для выполнения операций группы Iб
Оборудование для выполнения операций типа I и II в автоматическом режиме
Оборудование для выполнения операций, относящихся к III группе
Оборудование для выполнения операций IV группы
Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
Столы для швейных машин
Навигация
Оборудование для выполнения операций IV группы
Промышленные швейные машины
132817
знаков
7
таблиц
55
изображений
7. Оборудование для выполнения операций IV группы
Примерно 6 % всего объёма технологических сборочных операций приходится на обтачивание деталей.
Принципиальная схема обработки тут следующая. Выкроенные заготовки складывают друг с другом, уравнивают по контуру и на определённом расстоянии от него прокладывают соединяющую строчку. Сшитый пакет выворачивают, выправляют и утюжат. По лицевой стороне часто прокладывают отделочную строчку. В зависимости от вида материалов и модели изделия внутрь обтачной детали могут входить прокладки из клеевого и неклеевого материала. Прокладки располагают в пакете заготовок обтачного узла так, чтобы они попадали под соединяющую строчку, что не позволяет прокладке смещаться внутри пакета при эксплуатации изделия.
Часто обтачивание совмещают с подрезкой края пакета заготовок вдоль линии строчки. Этот приём позволяет обеспечить стабильную ширину шва, что после выворачивания и окончательного прессования положительно сказывается на качестве обтачного узла.
Если в обтачном узле детали верха и подкладки выполняются из разных тканей, то, как правило, требуется, чтобы после обтачивания и выворачивания подкладка не выступала за контур детали верха. Это достигается тем, что при стачивании из детали верха вдоль шва создают некоторый избыток ткани (напуск), который после выворачивания образует кант, скрывающий подкладку.
Таким способом изготавливают воротники, манжеты, паты, клапаны, погончики. Иногда так обрабатывают борта мужских костюмов.
Здесь есть такая особенность: в процессе обработки необходимо обеспечить строгую ориентацию рабочей головки относительно обрабатываемого контура (рис. 28), так как любые отклонения от этого влияют на переплетение ниток в стежках челночной строчки (без узелка или с узелком), на саму возможность образования челночной строчки, на качество работы ножа, на использование многоинструментной обработки, на работу отклонения иглы вдоль строчки.
Всё это необходимо учитывать при создании техники для обтачивания деталей, особенно если подача полуфабриката в рабочей зоне осуществляется без сопровождения руками оператора, то есть в автоматическом режиме.
|
|
|
|
|
|
|
|
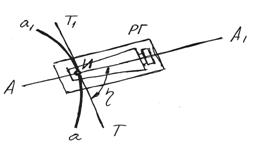
Рис. 28. Схема, поясняющая условие ориентации рабочей головки
по отношению к контуру строчки:
РГ – рабочая головка; И – игла; аа1 – контур обтачивания;
АА1 – ось, связанная с рабочей головкой;
ТТ1 – касательная к контуру обтачивания, проведённая в точке обработки;
![]() – угол, определяющий ориентацию рабочей головки
– угол, определяющий ориентацию рабочей головки
Для нормальной работы угол ![]() должен быть в пределах 90±20°.
должен быть в пределах 90±20°.
Первый шаг на пути к автоматизации прокладывания строчки – устройство на базе универсальной швейной одноигольной с ножом машины, действующее по жёсткому шаблону (рис. 29), «Pfaff» 9083-3/99. Машина оснащена механизмами автоматического останова и обрезки ниток.

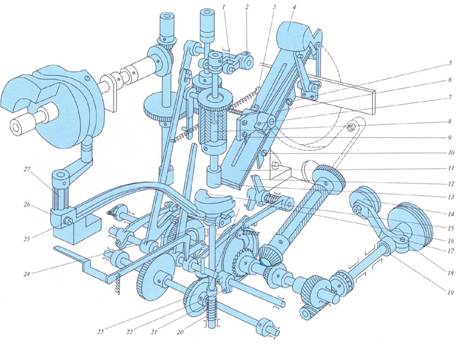
Рис. 29. Полуавтомат для обтачивания мелких деталей
В качестве двигателя заготовок здесь используется непрерывно вращающийся зубчатый диск, кинематически связанный с главным валом головки. Диск взаимодействует с зубчатым венцом плоской кассеты. В кассете имеется зона, куда укладываются заготовки: манжеты, клапаны, воротники. Чтобы заготовки не сдвигались, они фиксируются прижимом.
При работе головки вращающийся диск перемещает кассету по плоскости стола, и под иглу и нож всё время попадают новые участки заготовки. Таким образом происходит их стачивание и одновременная подрезка припуска.
Кассета имеет разделительную пластину. При укладке в кассету заготовок одна размещается под разделительной пластиной, а вторая – сверху. Заготовка, огибающая разделительную пластинку, после стачивания будет образовывать некоторый излишек ткани – напуск. Этот напуск пойдёт на образование канта из верхней детали после вывёртывания на лицевую сторону сшитого пакета.
Фирма «Durkopp/Adler» выпускает полуавтомат для той же цели класса 739-23-1. Но он посложнее конструктивно. Выпускает такое же оборудование и «AMF Reece».
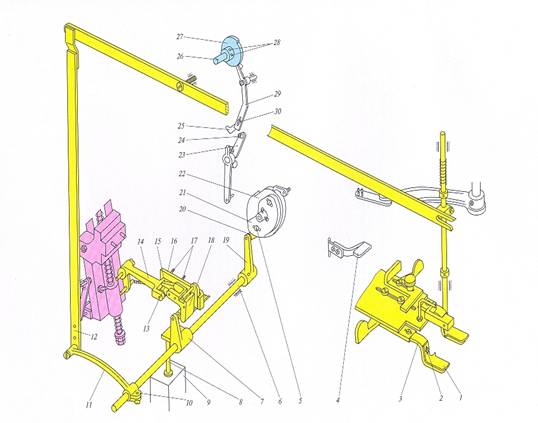
Стоит отметить, что и в России есть техника подобного назначения – полуавтомат 570 класса, достаточно производительный, весьма простой и надёжный (рис. 30).
Широкая его применяемость объясняется следующим. При обтачивании, как и при других сборочных работах, концы строчек принято закреплять обратной строчкой длиною 7÷10 мм или специальной закрепкой. Для выполнения строчки в обратном направлении на полуавтомате его необходимо оснастить следующими техническими средствами: механизмом останова шьющей головки при заданном положении игловодителя, механизмом переключения направления подачи, механизмом обрезки ниток. Всё это несколько усложняет и удорожает конструкцию.
Закрепки по назначению можно разделить на два типа: технологические и конструктивные. Конструктивные закрепки предохраняют шов от распускания в период эксплуатации изделия. Закрепки технологические, составляющие около 70 % от общего числа закрепок, необходимы лишь для обеспечения чёткого процесса сборки узла или изделия. На последующих операциях такие строчки обычно закрепляются повторно. Например, закрепление строчки при обтачивании клапана только предохраняет строчку от распускания в процессе выворачивания на лицевую сторону.
Однако есть более простые способы временного закрепления строчки. К ним относятся: выполнение цепочки из ниток, продолжающей обтачную строчку, учащение стежков на некотором участке строчки и закрепление посредством перехода строчки с нескольких слоёв пакета на один.
Исследованиями, проведёнными в ЦНИИШП, установлено, что, выполнив в конце обтачной строчки вне ткани цепочку из ниток в 10÷16 стежков, удаётся предотвратить шов от распускания при последующих операциях.
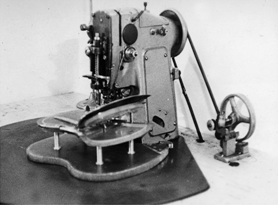
Рис. 30. Отечественный полуавтомат для обтачивания
Основываясь на этом, создатели полуавтомата 570 класса максимально упростили конструкцию, не включив в неё несколько сложных механизмов. Полуавтомат приобрёл те положительные качества, о которых упоминалось, и получил заслуженное признание у производственников.
Процесс обтачивания с одновременной подрезкой края заготовок в этом полуавтомате идёт почти непрерывно: кассета здесь двухпозиционная. Оператор только укладывает заготовки в кассету, а при определённом навыке делает это на ходу. Съём обработанных изделий идёт автоматически, цепочкой.
Переход на другой размер или другую форму обтачной детали осуществляется сменой кассет. Операция очень проста и выполняется самим оператором. Подналадки машины не нужно.
Оператор осваивает работу на таком оборудовании очень быстро, высокой квалификации не требуется.
После обтачивания заготовки вывёртываются, расправляются на металлических шаблонах и приутюживаются. Получившиеся детали (клапаны, манжеты, воротники) имеют очень малые отклонения в размерах друг от друга, что очень важно при проведении последующих сборочных операций, например, притачивание клапана к карману в рамку. Клапан всегда будет чётко соответствовать прорези кармана и вход в карман всегда будет с обеих сторон перекрыт клапаном.
Очень удобно поэтому описанное оборудование использовать в комплекте с другими полуавтоматами, например, AРW-195 N (см. разд. 5).
При обтачивании деталей под последующее выворачивание их на лицевую сторону нет необходимости строго выполнять строчку в уголках детали. Резкий перелом строчки можно заменить скруглением, так как после выворачивания на детали за счёт толщины материала все равно в этом месте контур пойдёт по некоторой дуге.
Иное дело, если на детали прокладывается отделочная строчка. Так, например, на воротнике сорочки перелом строчки должен точно попасть в угол воротника.
Фирма Pfaff предлагает машину класса 2481 с системой SENSEWMAT, позволяющей распознавать край детали и автоматически изменять длину последних стежков для точного попадания в угловую точку. Машина применяется для прокладывания отделочных строчек по воротникам, клапанам, карманам.
Обтачивание мелких деталей: клапанов, пат, погончиков идёт в кассетах, причём кассета является подвижным элементом относительно стационарно установленной шьющей головки. Но при обтачивании воротников, бортов кассета становится слишком громоздкой. В этом случае схему лучше поменять: кассета с закреплёнными в ней деталями становится неподвижной, а вокруг неё «бегает» швейная головка. На рисунке 31 показан полуавтомат для обтачивания воротников плащей, где реализована эта идея.
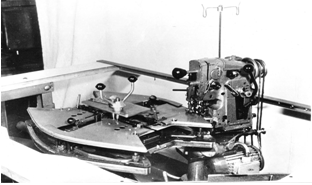
Рис. 31. Полуавтомат с подвижной головкой
Конструкторская мысль не стоит на месте, идут поиски возможностей соединения заготовок без жёстких устройств, удерживающих полуфабрикат при подаче его под шьющие механизмы.
Новая серия фирмы «Juki» АЕС-200 – это машины с автоматическим контролем положения края ткани. Они позволяют стачивать две детали по контуру со срезом любой конфигурации без подправления заготовок руками, без уравнивания краёв, без перехватов. Важной особенностью является то, что кривизна контуров стачиваемых деталей может быть разной, также как и плотность заготовок в паре, например деталь верха изделия и подкладка.
У машины (рис. 32) имеются два чувствительных сенсорных датчика для верхнего слоя и для нижнего слоя пакета. Датчики управляют двумя шаговыми двигателями, которые приводят в движение транспортирующие зубчатые ролики, контактирующие с обрабатываемым полуфабрикатом и автоматически обеспечивающие равномерную подачу и прокладывание строчки на заданном расстоянии от края. Роль оператора сводится только к тому, чтобы сложить соединяемую пару заготовок и подложить краешек пакета под лапку. Включается машина автоматически: ещё один датчик реагирует на наличие материала под лапкой.

Рис. 32. Машина для стачивания деталей
Обработанные заготовки можно снять руками, а может это сделать механический съёмник-укладчик.
На базе описанной машины есть вариант АЕС-200/S200 – это автомат, выполняющий складки на изделии. В один приём закладывается и застрачивается складка заданной ширины по всей длине заготовки.
Для обмётывания краёв заготовок, имеющих достаточно сложный профиль, создан полуавтомат на базе оверлока МО-6900 серии (рис. 33).
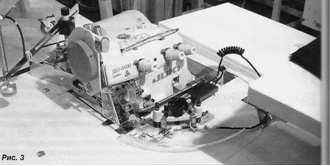
Рис. 33. Полуавтомат для обмётки срезов
Эта машина также управляется двумя сенсорами и чётко контролирует край заготовки, например, половинки брюк. На столе машины расположен ряд отверстий для подачи воздуха и при включении машины в работу заготовка приподнимается над столом на воздушной подушке, что облегчает, и очень значительно, её транспортировку.
Похожие работы
... 8 мм) мы виберем машину 1022-М класса ОЗЛМ, ну, а для самых тяжелых тканей — машину марки VLS 1053 проиводства VELLES. 3. Рабочие органы швейных машин Для выполнения челночного или цепного переплетения в каждой швейной машине имеются следующие рабочие органы: ИГЛА — служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск); НИТЕПРИТЯГИВАТЕЛЬ(а в машинах ...

... операции. Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих. В данной курсовой работе мы рассмотрим швейную машину полуавтомат 1495 класса. 2. Основные механизмы в работе швейной машины. Промышленная швейная машина состоит из головки машины промышленного ...

... машине;· выполнять различные швы и применять их для художественного оформления· швейных изделий;· выполнять окончательную обработку швейных изделий после· вышивки. На основе приведенного выше материала относительно методики обучения учащихся технологии машинной вышивки можно сформулировать вывод о том, что учащиеся в совершенстве овладеют техникой машинной вышивки, если прежде всего изучать ...
... ), «Лектра» (Франция) и др. Целью данной курсовой работы является анализ модернизации механизма поперечного перемещения материала полуавтомата 1095 класса. Основные задачи: – Представить основные характеристики швейных полуавтоматов; – Рассмотреть швейный полуавтомат 1095 класса; – Привести схему механизмов швейного полуавтомата 1095 класса; – Произвести ...
0 комментариев