Швейные машины для выполнения операций групп Iа и II
Основные принципы совершенствования швейных машин
Швейные машины для выполнения операций группы Iб
Оборудование для выполнения операций типа I и II в автоматическом режиме
Оборудование для выполнения операций, относящихся к III группе
Оборудование для выполнения операций IV группы
Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
Столы для швейных машин
Навигация
Швейные машины для выполнения операций групп Iа и II
Промышленные швейные машины
132817
знаков
7
таблиц
55
изображений
2. Швейные машины для выполнения операций групп Iа и II
Сборочные операции, по приведенной классификации относящиеся к группам Iа и II, самые распространённые. Выполняются они челночным, цепным и краеобмёточным стежками и их комбинациями. Закрепление от распускания строчки в её начале и конце при этом не производится.
Очень многие фирмы выпускают оборудование для подобной цели, и крупные с мировой известностью, и более мелкие. Как правило, такая техника выпускается в виде группы машин на одной конструктивной основе.
Одноигольные машины челночного стежка – базовый ряд «Juki» – 9000 DDL; базовый ряд «Pfaff» – 1160, 1180 и 2235; базовый ряд «Durkopp/Adler» – 271.
Двухигольные машины челночного стежка – базовый ряд «Juki» – LH и LU, базовый ряд «Pfaff» – 1120; базовый ряд «Global» – DN9200; «Mitsubishi» – LU-2.
Машины, выполняющие зигзагообразную строчку – базовый ряд «Juki» LZ, базовый ряд «Brother» – ZE.
Машины краеобмёточные и стачивающе-обмёточные – базовый ряд «Juki» – МО; «Pegasus» – EX 3200 и ЕХ-5200; «Siruba» – 700 F, 700 FX, 700 FS.
Цифры и буквы здесь никакой дополнительной информации не несут, это только условное обозначение.
В связи с тем, что сегодня конструктивные новинки очень быстро становятся достоянием всех машиностроительных фирм, то можно прямо сказать, что в основе машины разных производителей примерно одинаковы и отличаются не очень существенными деталями. Поэтому для понимания вопроса достаточно рассмотреть одну из типовых машин. Что мы и будем делать в дальнейшем, беря за прототип одну из моделей известных фирм.
Рассмотрим в качестве примера одну из последних разработок фирмы «Garudan» (Чехия) машину серии GF-115.
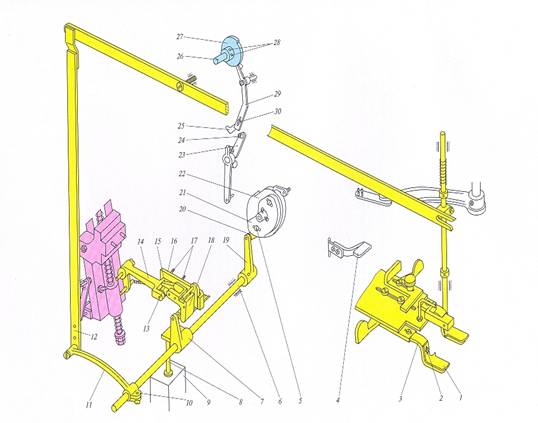
Машина предназначена для соединения деталей швейных изделий однолинейной строчкой двухниточного челночного стежка (рис. 1).
швейный машина стол сборочный операция

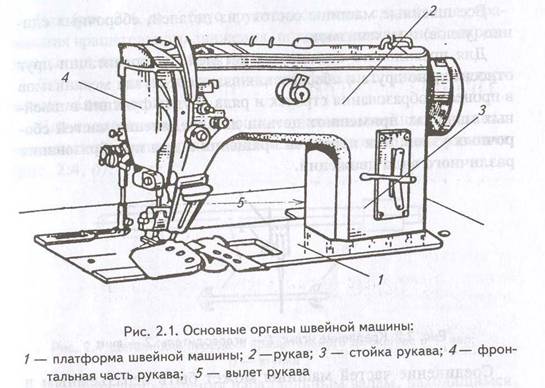
Рис. 1. Общий вид промышленной швейной машины
Она состоит из шьющей головки, которая установлена на крышке промышленного стола. На столе смонтированы катушечная стойка, электродвигатель в одном блоке с фрикционной муфтой, выключатель электропитания, педаль управления и коленоподъёмник нажимной лапки. Машина вобрала в себя все достоинства предыдущих конструкций и при этом достигнут низкий уровень шума и вибраций, что создаёт оператору комфортные условия работы.
Основными рабочими органами шьющей головки являются: прямая игла, совершающая возвратно-поступательные движения в вертикальной плоскости, вращающийся челнок с горизонтальной осью вращения, нитепритягиватель шарнирно-стержневого типа, нижняя зубчатая рейка в качестве двигателя ткани и шарнирная нажимная лапка.
В машине предусмотрено регулирование длины стежка, натяжения игольной и челночной ниток, усилия прижима обрабатываемого материала лапкой, натяжения приводного ремня, связывающего привод машины с главным валом шьющей головки, хода педали управления, высоты стола.
Зубчатая рейка механизма двигателя ткани может подавать заготовки в прямом и обратном (на работающего) направлениях. Для перехода на обратное транспортирование необходимо нажать до упора вниз рычаг, расположенный на колонке рукава шьющей головки. Применяется обратная подача, как правило, для закрепления строчки путём прохода несколько раз по одному месту. Но, как мы указывали выше, при прокладывании строчек, относящихся к группам I и II, закрепки не требуются. Рассмотренная функция остаётся в резерве и будет использована при выполнении других видов строчек, в частности, типа I б. Этот момент будет отмечен в соответствующем разделе.
Прижим материала к игольной пластине и зубчатой рейке производится нажимной лапкой, которая поднимается для закладывания под неё заготовок ручным рычагом или коленоподъёмником.
Устройство для намотки ниток на шпулю расположено справа от шьющей головки на столе машины и приводится в действие от контакта с клиновым ремнём привода. При полном заполнении шпули ниткой моталка автоматически отключается.
Машина имеет масляный картер и насос для автоматической подачи масла на все трущиеся поверхности деталей, включая зону челночного устройства.
В машине регулируются также:
- подача масла к узлам трения;
- усилие и ход компенсационной пружины, воздействующей на игольную нитку;
- положение стержня нажимной лапки по высоте;
- положение транспортирующей зубчатой рейки по высоте и углам наклона;
- момент начала продвижения материала;
- длина нитки, вытягиваемая нитепритягивателем.
Для работы швейное машинное масло заливается в масляный поддон до уровня верхней отметки. Во время работы за подачей масла можно вести визуальное наблюдение через прозрачный колпачок на верхней крышке рукава.
Подача масла к нитепритягивателю регулируется поворотом винта, который находится за фронтовой крышкой.
К челноку масло поступает через дозирующий винт, ввёрнутый во втулку вала челнока. Такая тонкая регулировка минимизирует поступление масла к упомянутым узлам и уменьшает вероятность загрязнения сшиваемых заготовок.
Установка по времени взаимодействия иглы и челнока осуществляется по рискам, нанесённым на игловодитель.
Наклон транспортирующей рейки по отношению к верхней плоскости игольной пластинки влияет на качество соединения заготовок. Изменение положения рейки осуществляется поворотом эксцентрика её подъёма. Другим эксцентриком, установленным на главном валу головки, регулируется начало взаимодействия рейки с материалом, то есть начальный момент продвижения.
Область применения подобных машин (различных фирм) охватывает весь основной диапазон обрабатываемых текстильных материалов: ткани лёгкого, среднего и тяжёлого веса.
Краткая техническая характеристика машин базового ряда GF-15 приведена в таблице 2.
Таблица 2
Некоторые модификации машины GF-115
| Основные параметры машины | GF-115-103 | GF-115-143 | GF-115-447 |
| Тип ткани | лёгкая | средняя | тяжёлая |
| Максимальная скорость, об/мин | 5500 | 4500 | 3500 |
| Максимальная длина стежка, мм | 4 | 7 | 7 |
| Подъём нажимной лапки, мм: ручной коленоподъёмником | 5,5 14 | 5,5 14 | 5,5 14 |
| Зубчатая рейка | 4-рядная | 3-рядная | 3-рядная |
| Иглы № | 65÷110 | 100÷200 | 100÷200 |
| Вес головки, кг | 28 | 28 | 28 |
| Общий вес машины, кг | 83 | 83 | 83 |
Технологические требования к швейной операции ассортиментом тканей и типом стежка не ограничивается. Важными характеристиками также являются:
- вид строчки: беспосадочная, с посадкой верхней или нижней детали;
- с посадкой верхней и нижней детали;
- наличие поперечных швов и утолщённых участков;
- допускаемые отклонения в ширине шва.
Эти требования определяют наличие технических средств, которые должны присутствовать в машине, отвечающей конкретным условиям пользования. В связи с этим номенклатура вариантов машины существенно расширяется. В таблице 3 приведены самые распространённые.
Таблица 3
Некоторые конструктивные варианты
на базе одноигольной челночной машины
| Одноигольная челночная машина (модель) | Конструктивные особенности |
| GF-115 | С нижней рейкой и нажимной лапкой |
| GF-117 | С нижней рейкой и игольной подачей |
| GF-118 | С нижней и синхронизированной верхней подачей |
| GF-116 | С ножом для подрезки края |
Могут быть и другие особенности. У ряда фирм этот перечень расширяется за счёт моделей с увеличенным челноком, с нижней дифференциальной подачей, с устройством для управления сборкой ткани.
Известны также модели, где могут быть собраны упомянутые возможности в других комбинациях, например, увеличенный челнок плюс дифференциальная подача.
При изготовлении одежды часто приходится прокладывать одновременно две параллельные строчки. Многие из таких операций также могут быть отнесены к подгруппам Iа и IIа. Выполняются эти операции с помощью двухигольных машин (рис. 2).

Рис. 2. Двухигольная швейная машина
Основных вариантов здесь два: с нижней реечной подачей и с реечной вместе с игольной. Краткая техническая характеристика машин дана в таблице 4.
Таблица 4
Варианты исполнения двухигольных машин
| Параметры | LH-3120 | LH-3126F |
| Тип ткани | Лёгкие и средние | Лёгкие (бельё) |
| Тип подачи | Нижняя реечная | Реечная и игольная |
| Максимальная длина стежка, мм | 4 | 4 |
| Максимальная скорость шитья, об/мин | 3500 | 3000 |
| Вылет рукава, мм | 245 | 245 |
| Подъём нажимной лапки, мм. рукой коленом | 5,5 12 | 5,5 12 |
| Вес головки, кг | 38 | 43 |
В машине используются челноки с вертикальной осью вращения, которые работают при неподвижной шпульке. Ход левого и правого нитепритягивателя регулируется отдельно.
Смазочная система полностью автоматизирована.
Конструктивное развитие машина получила при выпуске модели LH-3168, где применён механизм раздельного отключения игл, что позволяет при одном размещении полуфабриката выполнять либо правую, либо левую строчки. Особенно это важно при прокладывании отделочных строчек на деталях с резким переломом профиля, например, на карманах.
В работу механизм включается лёгким нажатием рычага, удобно размещённым близ зоны шитья.
Вариант LH-3178 снабжён увеличенными челноками.
Строчки могут находиться на различном расстоянии друг от друга, в связи с чем к машинам прилагаются сменные комплекты иглодержателей, лапок, реек, игольных пластин. Стандартные расстояния между иглами: 2,4 мм; 3,2 мм; 4,0 мм; 4,8 мм и т.д. до 38,1 мм.
На этой же базе может быть выполнен одноигольный вариант. Версия DU-1181 с верхней и нижней подачей и увеличенным вдвое челноком предназначена для шитья тяжёлых тканей. Вылет рукава 260 мм.
У этой машины величина стежка до 9 мм и может регулироваться в обоих направлениях подачи. Величина чередования вертикального перемещения шагающей и прижимной лапок регулируется в диапазоне от 2 до 5 мм, в зависимости от толщины материала и числа слоёв.
Применяемые нитки достаточно толстые от № 40 до № 8.
Высокий подъём лапки позволяет выполнять операции на многослойных пакетах.
Максимальная частота вращения главного вала – 2000 об/мин.
К операциям типа Iа и II относятся и ситуации, реализуемые зигзагообразными строчками. Характерным примером операции является настрачивание нижней части воротника на верхнюю при его заготовке в технологических процессах сборки пиджака.
Зигзагообразные строчки могут быть образованы как стежками челночного переплетения, так и цепными стежками.
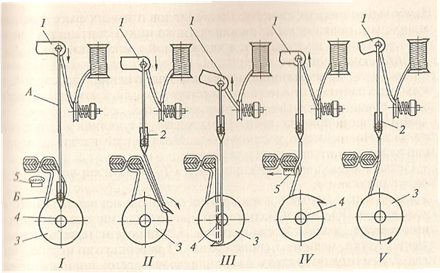
Получают зигзаг двумя способами: либо перемещая обрабатываемый материал в необходимом направлении после каждого прокола его иглой, либо поперечным перемещением иглы относительно направления прокладываемой строчки. Первый применяется, когда длина строчки невелика, например, при вымётывании петли и пришивании пуговиц (об этом ниже). Второй вариант используется при выполнении швов, длина которых существенно превышает величину поперечного смещения иглы, то есть ширину зигзага, и рисунок строчки образуется за счёт воздействия на материал иглы и реечного транспортирующего органа.
Многие фирмы выпускают машины, выполненные по второй схеме, при этом на одной конструктивной базе выпускается несколько модификаций.
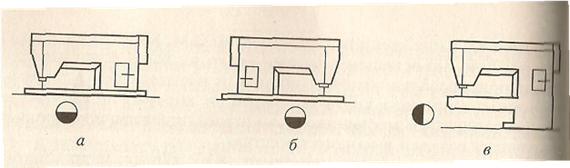
Проследим эту тему на группе машин фирмы «Shanggong» (Китай). Первый и наиболее простой тип машин для строчки «двухукольный зигзаг» кл SG2023 (рис. 3а).
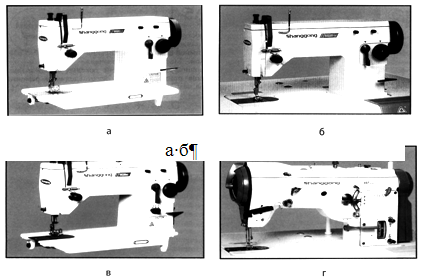
Рис. 3. Машины, выполняющие зигзагообразную строчку
Машина предназначена для шитья лёгких и средних тканей. Шаг строчки – до 5 мм, ширина зигзага – до 9 мм. Скоростной режим – 2000 об/мин. Здесь зигзаг образуется путём поперечного перемещения рамки, в которой двигается возвратно-поступательно игловодитель, с помощью трёхцентрового кулачка, охватываемого вилкой, связанной с упомянутой рамкой. Смазка машины – фитильная (капельная), по точкам.
Вылет рукава около 200 мм. Существует модификация этой машины, обеспечивающая ширину зигзага до 12 мм, однако рабочая скорость здесь поменьше – 1800 об/мин. Высота подъёма лапки – 10 мм.
Вариант этой машины под маркой SG2073 имеет устройство для фиксации иглы при шитье прямой строчкой: крайнее левое, крайнее правое и среднее положение (рис. 3б).
Ещё одна разновидность – машина, выполняющая четырёхукольный (трёхшаговый) зигзаг (рис. 3в).
Но это всё машины для дома или для ателье, где нагрузки всё же не так велики, как в промышленном производстве. В качестве оборудования, выдерживающего более скоростную работу за счёт иного конструктивного решения и автоматической смазки, можно назвать машину 457А (рис. 3г). Опять здесь довольно много модификаций. В связи с чем ширина зигзага может доходить до 5 или 8 мм, длина стежка от 1,3 до 5,1 мм. Вылет рукава 260 мм. Максимальная скорость – до 5000 об/мин. Возможны варианты по тканям: лёгкий, средний и тяжёлый. При использовании машины на средних и тяжёлых материалах скорость работы снижается.
На этой же базе фирма выпускает модель для четырёхугольного зигзага и для декоративной строчки. Программа здесь задаётся копирным диском.
Замена механического управления на электронное расширяет возможности машин: возрастает число выполняемых строчек, а переход с одной на другую упрощается.
Используя стандартный рукав как базовый, группа фирм расширяет ряд за счёт соединения его с другими типами платформ: рукавной, колонковой, П-образной. Применение П-образной платформы позволяет изготавливать детали цилиндрической формы (рукава) сколь угодно большой длины.
Машины, выполняющие зигзагообразную строчку, могут комплектоваться различными дополнительными устройствами и приспособлениями – двойной иглой, тянущими роликами, окантовывателями или устройствами для пришивания резинки, ленты, кружев. В последнем случае в конструкцию машины вводится механизм для подрезки неровностей края ткани, на которую настрачиваются кружева или лента. Нож, служащий для этой цели, представляет собою планку, смонтированную над игольной пластиной, и располагается справа от иглы. Острая кромка ножа взаимодействует с краем прорези игольной пластинки, и совместно они работают как режущие кромки ножниц.
Практика часто требует не просто зигзагообразной строчки, но и выполнения некоторых особых условий. Например, для изготовления сидений автомобилей, парусов яхт, различных тентов, накидок, штор, палаток и других крупногабаритных вещей потребовалась машина с очень большим вылетом рукава, и фирмы создали такую технику (рис. 4).
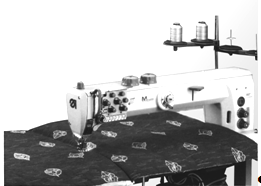
Рис. 4. Швейная машина с большим вылетом рукава
Мы уже указывали, что строчки в операциях типа Iа и II могут выполняться не только челночными стежками, но и цепными, в частности, цепными двухниточными.
Эти строчки используются для соединения передних и локтевых срезов рукавов в верхней одежде, для выполнения швов спинки (в одноигольном варианте), для стачивания частей кокетки и боковых швов на джинсах, если применяется машина с двумя иглами.
Подобное оборудование выпускают фирмы «Juki» (серия МН), «Durkopp/Adler» (кл 273 и модификации), «Pfaff» (база 3811) и др. Общий вид такой машины приведён на рисунке 5.
Цепные стежки образуются у этих машин при взаимодействии иглы, движущейся возвратно-поступательно в вертикальной плоскости, и петлителя, участвующего в двух движениях – колебательном поперёк направления строчки и возвратно-поступательном вдоль неё.
Сложение этих двух движений определяет довольно непростую эллиптическую кривую фактического перемещения петлителя.
Петлитель, заправленный ниткой, снимает с иглы петлю, образующуюся после прокола ткани, обеспечивает условия для того, чтобы игла при повторном проколе прошла в области между своею предыдущей петлёй и ниткой петлителя. Эта зона в горизонтальной проекции выглядит как треугольник. На рисунке 1.3 приведён именно такой момент из процесса петлеобрезания.
Мы останавливаемся на этом специально, так как процесс закола (проход иглы в площадь нитяного треугольника) – самый ответственный при образовании стежка. Непопадание иглы в необходимую зону ведёт к пропуску стежков, что весьма нежелательно, ибо цепная строчка в таких случаях легко распускается.
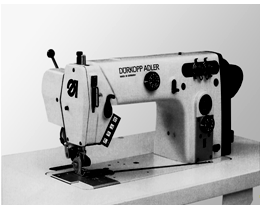
Рис. 5. Швейная машина двухниточного цепного стежка
На рисунке хорошо видно, что одна из вершин треугольника из ниток уходит в строчку. Двигатель ткани (рейка), перемещая полуфабрикат, оттягивает нитки, и треугольник при этом имеет чёткие очертания, игле легче попасть в него.
Таким образом, если говорить строго, то в образовании двухниточного цепного стежка участвуют 3 рабочих органа: игла, петлитель и двигатель ткани.
При малых длинах стежка вершина треугольника, связанная со строчкой, приближается к его основанию, и площадь для закола уменьшается, а вероятность пропуска стежков увеличивается. Поэтому шаг строчки у подобных машин не может быть меньше 1÷1,5 мм.
С другой стороны, уменьшение длины стежка или выполнение их (стежков) нескольких подряд в конце шитья обеспечивает определённое закрепление строчки, вероятность распускания становится весьма малой. Необходимо только в машину ввести устройство, обеспечивающее уплотнение стежков, что ряд фирм и делает.
В связи с изложенным конструктивные особенности механизмов, приводящих в движение петлитель, и его геометрия играют решающую роль в надёжности работы машины.
Машины имеют плоскую платформу; выпускаются в двух- и одноигольных вариантах.
В двухигольных моделях иглы могут располагаться следующим образом: две иглы поперёк линии шва и две иглы вдоль линии шва (одна за другой). Правда, в последнем случае иглы в поперечном направлении всё-таки раздвинуты, но это смещение невелико, всего 0,5 мм, что позволяет прокладывать две строчки вплотную друг к другу. Шов с такими строчками более прочный, чем одинарный. Кроме того, он имеет способность при растяжении сохранять целостность ниточного соединения. Поэтому машины, обеспечивающие подобные строчки, применяют для выполнения сильно нагруженных швов. Классический пример – шов сиденья в брюках.
Машины указанных серий выпускаются с различными механизмами транспортирования: обычный вариант – нижняя рейка. Более сложные: дифференциал снизу и устройство, обеспечивающее нижнюю и верхнюю дифференциальную подачу. Такие конструктивные особенности позволяют выполнить высококачественные швы на различных материалах и в различных сочетаниях.
Скоростной режим машин от 4500 об/мин до 6000 об/мин (в зависимости от сшиваемых пакетов).
При изготовлении предметов одежды иногда используются строчки, образованные плоскими цепными стежками, относящиеся к классам 400 и 600 по ГОСТу 12807–88. Чаще такие строчки используют в изделиях из трикотажа.
Известная техника для выполнения указанных строчек – машины серии MF(«Juki»), FB («Global»), 1500 («Pegasus»).
Это двухигольные (при сменных деталях трёхигольные) машины с плоской платформой (рис. 6).
Расстояние между иглами может быть 4,8 мм; 5,6 мм; 6,4 мм (опять-таки при сменных комплектах). Подобные машины принято называть плоскошовными.
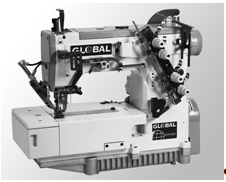
Рис. 6 Двухигольная трёхниточная швейная машина (плоскошовная)
Застил снизу строчки выполняется с помощью петлителя, колеблющегося поперёк линии строчки. Схема образования стежка приведена на рисунке 7.
Длина стежка регулируется в диапазоне 1,2÷3,6 мм. Конструктивная скорость – 6500 об/мин.
На этой базе спроектировано большое число вариантов: с разными видами платформ (плоские и цилиндрические); с разным количеством игл, с различными вариантами транспортирующих органов (обычная нижняя рейка, дифференциал, дополнительные тянущее ролики), с применением узлов для подрезки краёв полуфабриката.
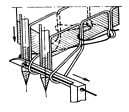
Рис. 7. Один из моментов образования трёхниточного цепного стежка
Интересен вариант FS-311L41 («Juki») или FD-4 («Brother»). Это двухигольная пятиниточная машина, выполняющая строчку из плоских цепных стежков, переплетённых сверху покровной ниткой. Такую строчку принято использовать при настрачивании отрезного бочка на подкладку кармана мужских (детских) брюк. Она образуется при взаимодействии двух игл, двух петлителей и раскладчика. Строчка прямая, начало её и окончание совпадает с краем пакета заготовок. Закрепка не требуется, так как в последующих операциях эти зоны попадут под другие строчки, идущие поперёк к выполняемой.
На этой же базе выпускается многими фирмами специализированная машина (рис. 8) для изготовления шлёвок к брюкам, джинсам – MFB-2600 «Juki», SS 1112 BLF «Sunshine».
Шлёвки изготавливаются из отдельных заготовок или из ленты, полученной из предварительно соединённых друг с другом полосок ткани. Такой подход позволяет использовать небольшие выпады кроя тех же изделий, для которых изготавливаются шлёвки, что исключает необходимость подбора их по цветам и оттенкам к изготовляемой одежде.

Рис. 8. Машина для изготовления шлёвок
В машине имеется направитель, который формует заготовку, подгибая её срезы вниз перед подачей под шьющий механизм так, чтобы края находили друг на друга внахлёст. При шитье срезы снизу закрываются плоской цепной строчкой.
Для того чтобы получить одинаковость подгибки, заготовки перед формованием подрезаются с двух сторон, обеспечивая достаточно точную по ширине ленту. С этой целью машина снабжается устройством в виде двух пар ножей, механизм привода в работу которых кинематически связан с главным валом машины. Точность ленты после подрезки краёв ±1 мм, что позволяет весьма качественно сформировать шлёвку и аккуратно закрыть срезы.
После выхода из-под лапки готовая шлёвочная полоска может свободно спадать в бункер или принудительно наматываться на кассету.
Скорость шитья 5500 об/мин – это максимум. Нормальной считается скорость работы при числе оборотов главного вала 4500÷5000 об/мин.
Шаг стежка 1,2÷3,2 мм (регулируется). Расстояние между иглами 4,8 мм; 5,6 мм; 6,4 мм. Обеспечивается, естественно, за счёт смены деталей шьющего комплекта.
Ширина шлёвки в готовом виде может быть 8÷20 мм.
Смазка машины автоматическая.
Рассматриваемая база лежит в основе группы многоигольных машин, находящих широкое применение в швейной отрасли (серия МН-1410 «Juki», серия SS3400 «Sunshine» (рис. 9)).
Эти машины отличаются от описанных выше прежде всего по способу образования стежков. Рабочими органами для этого являются прямые иглы, совершающие возвратно-поступательные движения по вертикали; петлители в количестве, равном числу игл, колеблющиеся вдоль линии строчки; ширители, движущиеся поперёк строчки. Количество последних опять-таки равно количеству игл.
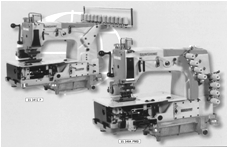
Рис. 9. Многоигольные швейные машины
Каждая тройка инструментов (игла, петлитель, ширитель), взаимодействуя друг с другом, обеспечивают образование двухниточного цепного стежка (рис. 10).
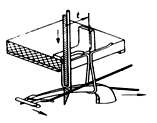
Рис. 10. Образование цепного стежка иглой, петлителем и ширителем
При работе транспортирующего механизма, состоящего из зубчатых реек, нажимной лапки и дополнительного узла из тянущих роликов, стежки складываются в строчку. И этих строчек машина образует столько, каково количество игл, установленных в иглодержателе. Заменяя группу деталей, можно обеспечить различное расстояние между параллельно идущими строчками. Количество игл может доходить до 12. В этом случае ширина полосы обработки составляет 70 мм.
Длина стежка плавно регулируется в диапазоне 2,1÷6,4 мм.
Максимальная скорость работы 5000 об/мин, однако её необходимо корректировать, сообразуясь с обрабатываемыми материалами, поскольку они очень разнообразны: ткани хлопчатобумажные, смешанные, плащёвые, льнолавсановые, шёлковые и полушёлковые, из синтетических нитей и мн. др.
В зависимости от технологического оснащения (приспособления для направления ткани к иглам, которые монтируются на платформе) машина может использоваться, например, при изготовлении поясов, как съёмных, так и соединённых с изделием – джинсы, спортивные брюки; при изготовлении планок на полочках сорочек; при изготовлении нескольких идущих параллельно складок. Во всех случаях строчки прямые, начало и конец их совпадает с краем пакета полуфабриката, обрезка ниток осуществляется ножницами оператором.
При изготовлении спортивных брюк или трусов одновременно с формированием пояса и шитьём в него (пояс) вставляется эластичная тесьма. Для её расправления и необходимого натяжения к платформе машины спереди крепится узел, состоящий из принудительно вращающихся роликов и подпружиненного прижима. Тесьма, проходя через это устройство, приобретает необходимое (опытным путём подобранное) натяжение, что позволяет отрезать её в точный размер.
Операции в рассматриваемых группах (Iа и II) можно проводить стачивающе-обмёточным или краеобмёточным стёжками. «Juki», «Pegasus», «Union Special» и другие выпускают очень большое количество машин, реализующих эти стежки. Все фирмы создают оборудование, руководствуясь принципом образования конструктивно-унифицированных рядов, при котором на единой базе за счёт смены отдельных узлов получаются различные технические модификации.
Последнее поколение краеобмёточных и стачивающе-обмёточных машин – серия МО 6000 «Juki» (рис. 11).

Рис. 11. Базовая машина ряда краеобмёточных
и стачивающе-обмёточных машин
К настоящему времени этой фирмой разработано семь рядов машин, отличающихся скоростным режимом, видом платформы, комбинациями транспортирующих устройств, применимостью для различных типов материалов, типом стежка, расстоянием между иглами и др.
Общая классификация рядов приведена в таблице 5.
Таблица 5
Классификация рядов машин МО-6

Похожие работы
... 8 мм) мы виберем машину 1022-М класса ОЗЛМ, ну, а для самых тяжелых тканей — машину марки VLS 1053 проиводства VELLES. 3. Рабочие органы швейных машин Для выполнения челночного или цепного переплетения в каждой швейной машине имеются следующие рабочие органы: ИГЛА — служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск); НИТЕПРИТЯГИВАТЕЛЬ(а в машинах ...

... операции. Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих. В данной курсовой работе мы рассмотрим швейную машину полуавтомат 1495 класса. 2. Основные механизмы в работе швейной машины. Промышленная швейная машина состоит из головки машины промышленного ...

... машине;· выполнять различные швы и применять их для художественного оформления· швейных изделий;· выполнять окончательную обработку швейных изделий после· вышивки. На основе приведенного выше материала относительно методики обучения учащихся технологии машинной вышивки можно сформулировать вывод о том, что учащиеся в совершенстве овладеют техникой машинной вышивки, если прежде всего изучать ...
... ), «Лектра» (Франция) и др. Целью данной курсовой работы является анализ модернизации механизма поперечного перемещения материала полуавтомата 1095 класса. Основные задачи: – Представить основные характеристики швейных полуавтоматов; – Рассмотреть швейный полуавтомат 1095 класса; – Привести схему механизмов швейного полуавтомата 1095 класса; – Произвести ...
0 комментариев