Швейные машины для выполнения операций групп Iа и II
Основные принципы совершенствования швейных машин
Швейные машины для выполнения операций группы Iб
Оборудование для выполнения операций типа I и II в автоматическом режиме
Оборудование для выполнения операций, относящихся к III группе
Оборудование для выполнения операций IV группы
Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
Столы для швейных машин
Навигация
Основные принципы совершенствования швейных машин
Промышленные швейные машины
132817
знаков
7
таблиц
55
изображений
3. Основные принципы совершенствования швейных машин
За последние несколько десятилетий специалисты, работающие в химической промышленности, металлургии, предложили практическому машиностроению большое количество новых полимерных и композитных материалов, новых покрытий, что позволило существенно усовершенствовать конструкции швейных машин, а это, в свою очередь, – расширить их возможности и области применения. Общий скачок технического уровня произошел в 80-х гг. ХХ в. Особенно это коснулось систем смазки. Если раньше применялись системы, где имелась специальная ёмкость для запаса масла и из неё с помощью насоса по трубопроводам масло подавалось в места трения, а оттуда самотёком или с помощью другого насоса (отсасывающего) сливалось обратно в эту же ёмкость, то сегодня конструкторы отказываются от применения подобных схем в пользу несмазываемых сухих головок (Dry head).
Причина в том, что весьма затруднительно создать систему смазки, которая была бы абсолютно герметична и не допускала попаданий капелек масла, пусть даже в незначительном количестве, на обрабатываемое изделие. Есть в машине такие узлы (челнок, игловодитель), где предотвратить утечку масла практически невозможно.
Если масло свежее, оно жёлтого цвета, но если машина проработает какой-то промежуток времени, оно – чёрное, так как загрязнено продуктами износа. При попадании такой капельки на тёмное изделие большой беды не будет. Но если шьётся что-либо из светлых тканей, да ещё дорогих, тогда изделие безнадёжно испорчено. Попытки убрать следы масла химическим путём могут оставить пятна. Вот в таких случаях решение Dry head незаменимо.
Всё это стало возможным с появлением новых композитных материалов для машиностроения. Свойства ряда этих материалов таковы, что смазывающих компонентов просто не требуется. Коэффициент трения в трущейся паре из таких материалов низкий и постоянный.
Решение Dry head быстро завоевало популярность. Все фирмы, особенно ведущие, массово стали его использовать. Однако к настоящему времени общее восхищение улеглось. Конечно, очень хорошо, если во время эксплуатации капли отработанного масла не загрязняют обрабатываемое изделие. Но цена сухой головки оказалась довольно высокой. Фирмы более сдержанно используют этот вариант; только там, где абсолютно необходимо: изготовление изделий из светлых тканей.
Например, при шитье одежды джинсовой группы попадание мелких масляных капелек не испортит изделие, тем более что в конце технологического цикла оно (изделие) подвергается «варке» – обработке горячей водой с применением специальных химических веществ и камней. Так что все загрязнения неминуемо исчезнут. В сухом варианте головки особой надобности нет. Но это не значит, что всё остаётся по-старому. Наоборот, производители машин создают конструкции, обеспечивающие достаточную смазку трущихся деталей плюс надёжную герметизацию масляных зон в машине.
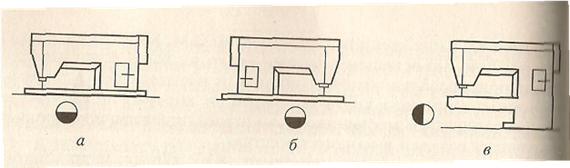
Вообще говоря, основная тенденция здесь – смешанная система: сверху сухой рукав, снизу, в платформе – масляный картер.
Исходя из этого, машина может быть с дозированной системой смазки (обозначается S, обеспечивает скорость работы 5000 об/мин), вероятность появления масляных пятен, хотя и малая, но имеется; вариант с системой М (полусухая головка) практически не оставляет масляных следов, даже при высокой скорости работы; и вариант D (сухая головка) полностью исключает масляные загрязнения, но скорость работы здесь поменьше, до 4000 об/мин.
Это первое направление.
Второе направление, на котором сосредоточено внимание конструкторов, – разработка нового привода.
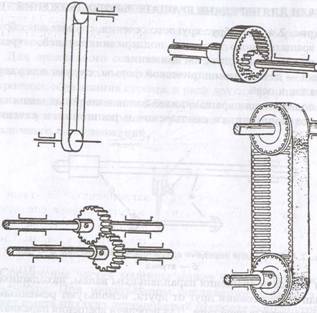
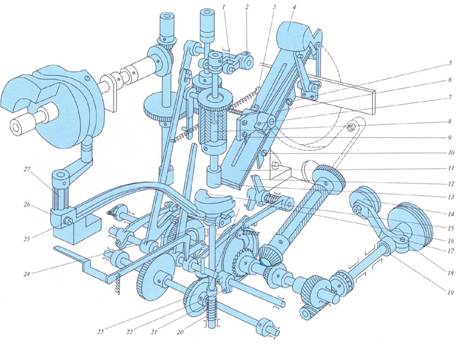
Приведение в работу швейной машины осуществляется с помощью индивидуального фрикционного электрического привода, и управление им оператор осуществляет с помощью ножной педали. Электропривод состоит из однофазного или трёхфазного асинхронного электродвигателя с короткозамкнутым ротором и смонтированной с ним в одном блоке муфты сухого трения. Фрикционный диск муфты установлен на одном выходном валу со шкивом, который соединяется с маховиком швейной машины клиновым ремнём. Общий вид привода приведён на рисунке 12а.
Электропривод монтируется на крышке рабочего стола на резиновых амортизаторах. Такое крепление не передаёт вибрацию и удобно в том плане, что когда необходимо по каким-либо соображениям изменить высоту стола, например, по физиологическим данным оператора, то относительное положение привода и шьющей головки не меняется.
Отрегулированное один раз натяжение клинового ремня, связывающего привод и шьющую головку, остаётся при таких манипуляциях постоянным.
Мощность электропривода в различных модификациях от 200 до 400 Вт. Напряжение электрической сети 110, 220, 380 В.
Регулирование частоты вращения главного вала машины оператор осуществляет путём нажима на педаль. Ясно, что в этом случае нагрузка на работающего немаленькая; его внимание всё время напряжено: где снизить скорость, где остановиться и т.д.
Развитие электроники, микропроцессорной техники дало возможность создать технические средства для автоматизации процесса управления шитьём.
Были сконструированы приводы (рис. 12б), которые способны обеспечить:
- плавный пуск машины;
- останов машины при заданном положении иглы (вверху или внизу);
- обрезку ниток;
- подъём нажимной лапки;
- автоматизированную закрепку с возможностью запрограммировать выполнение закрепки в начале или конце строчки, или в том и другом случае, а также число стежков в закрепке;
- программирование числа стежков в строчке на отдельных её участках.

Рис. 12. Виды приводов:
а) фрикционный; б) автоматизированный; в) двигатели прямого привода
Автоматический останов иглы в верхнем положении необходим для чёткого срабатывания вводимого в машину механизма обрезки ниток, так как в противном случае обрезающий подвижный нож может задеть иглу, находящуюся в материале, а это приведёт к её поломке и повреждению лезвия. При остановке машины с иглой в нижнем положении и поднятой нажимной лапке сокращается время на поворот обрабатываемых деталей, когда строчка резко меняет своё направление.
Особенностью автоматизированного привода является наличие у него нескольких фиксированных частот вращения: 150–200 об/мин – для доводки главного вала головки до положения останова; 200 об/мин – для автоматического выполнения закрепки; и ещё несколько фиксируемых дополнительных режимов (до 11) для регулирования скорости основной работы.
Электропривод, обеспечивающий автоматизированное выполнение вспомогательных функций, состоит из электродвигателя, на валу которого закреплена электромагнитная муфта вращения; электромагнитной муфты торможения; подвижного фрикционного диска контрпривода; тахогенератора; клиноременной передачи; синхронизатора вращения; блока управления и педали управления. Крепится автоматизированный привод точно так же, как обычный фрикционный, болтами через резиновые прокладки.
Дальнейшее совершенствование привода коснулось прежде всего самих электродвигателей. Тиристорное управление позволило уменьшить (и весьма значительно) габариты двигателей, повысить приемистость привода, снизить вибрацию, обеспечить необходимую точность останова агрегата на заданном участке шва, исключить потери мощности, экономить электроэнергию.
Новые двигатели (рис. 12в) компактны и мощны. Выпускают такие двигатели фирмы «Efka» и «Quik-Rotan» (обе Германия) и «Mitsubishi Electrik» (Япония). Каждая фирма предлагает двигатели двух типоразмеров: с мощностью 375 и 550 Вт.
Двигатели можно встраивать непосредственно в шьющие головки и использовать в качестве прямого привода (Direct drive) главного вала, но можно применять и в традиционной навесной системе, размещая двигатель под крышкой стола. При этом и в том и в другом случае двигатель может работать в ручном режиме шитья и при шитье с использованием программы. При разумной цене такой привод, наверняка, вытеснит привычный асинхронный двигатель с фрикционной муфтой включения.
Описанный привод хорошо комбинируется с микропроцессорными системами управления и теперь практически все функции швейной машины находятся под контролем, что даёт возможность программировать весь ход технологической операции: количество стежков на заданном участке строчки, скоростной режим на каждом из них, необходимое расстояние от края полуфабриката, нужный момент останова шитья при фиксации иглы в верхнем или нижнем положении, обрезку ниток.
В последнее время разработчикам машин пришлось решать (жизнь потребовала) весьма серьёзную задачу: обеспечение качества строчек и швов вне зависимости от свойств соединяемых материалов.
С этой целью рабочие органы и приводящие их в движение механизмы были подвергнуты тщательному компьютерному анализу на основе кинематических и динамических положений теории механизмов машин. В результате чего найдены оптимальные условия петлеобразования для различных типов швейных машин, удалось снизить натяжение ниток в процессах образования и затягивания стежков, решить вопросы стабильного транспортирования сложных в этом отношении синтетических материалов.
Одним из очень нагруженных элементов швейной машины является игла. Коснулся прогресс и этого элемента.
С увеличением скорости шитья игла существенно нагревается. Повышение температуры иглы приводит к плавлению синтетических волокон перерабатываемых материалов и прикипанию продуктов этого процесса к игле. Игла с прилипшими частицами материала с затруднением прокалывает пакет, нитка не скользит по желобкам иглы и в отверстии острия. Отсюда пропуски стежков и обрывы.
Новые иглы с титановым и керамическим покрытиями, а также с более совершенной микрогеометрией отвечают всем сегодняшним запросам швейников. Высококачественные иглы выпускают фирмы «Triumph» (Тайвань), «Schmetz» (Германия), «Organ» (Япония).
Челноки. Установка в корпус челнока вкладышей из полимерного материала позволяет обойтись без смазки челнока, что исключает возможность загрязнения любых обрабатываемых материалов. Не требуется в дальнейшем дополнительных усилий для удаления следов масла на одежде. То же решение ведёт к снижению трения в челночном комплекте, а это позволяет уменьшить натяжение ниток и улучшить условия петлеобразования, что в свою очередь уменьшает стягивание и посадку строчки.
Челноки с элементами из полимерных материалов меньше нагреваются даже при длительной работе на высоких скоростях, что положительно сказывается опять-таки на натяжении ниток и качестве строчки.
Подбор материалов, оптимальное соотношение конструктивных элементов дали возможность при высоких скоростных режимах использовать челноки увеличенных размеров, куда можно установить шпулю большей ёмкости. А отсюда – больше нитки на шпуле и реже перезаправка.
Важный вопрос – стабильное транспортирование полуфабриката под иглой.
Сегодня швейникам для переработки предлагается огромная номенклатура текстильных материалов. У них различные показатели жёсткости, растяжимости, поверхностного сцепления. Различные толщины.
Стандартный узел перемещения материала: нижняя рейка – лапка часто не удовлетворяет потребителя, так как не обеспечивает нужного качества строчки, даёт увеличенную посадку и стягивание.
Созданы более десятка различных конструкций устройств для продвижения ткани: с иглой, отклоняющейся вдоль линии строчки; дифференциальный двигатель; с верхней подающей рейкой и др. Все они улучшают и стабилизируют процесс подачи, так как компьютерное исследование и рекомендации на его основе привели к выбору оптимальных из применяемых механизмов.
Некоторые фирмы в своих машинах применяют механизм транспортирования, в котором производится изменение угла наклона транспортирующей рейки относительно направления перемещения полуфабриката.
В систему транспортирования вводится тянущий ролик (пуллер), который устанавливается непосредственно за нажимной лапкой. Пуллер имеет два шаговых привода – вращения и вертикального перемещения. Вращение ролика программируется согласно с установленной на машине длиной стежка и обязательно строго синхронизируется с работой зубчатой рейки двигателя ткани. Вертикальные перемещения ролика обеспечивают управляемое давление его на транспортируемый материал. Ролик можно поднимать и фиксировать без контакта с материалом для перехода через поперечные швы, для поворота материала вокруг иглы.
Стабильность транспортировки полуфабриката обеспечивается и с помощью системы, управляющей давлением нажимной лапки на материал в зависимости от скорости работы машины. Исключается эффект зависания лапки над материалом на больших скоростях, а качественная строчка может быть получена при любой скорости работы машины (система «SRP» фирмы «Pfaff»).
Решая задачу качественной транспортировки полуфабриката под иглой, фирма «Juki» в некоторых из своих машин (LU-1508NH, LU-1509NH) применила новый механизм, обеспечивающий движение рейки двигателя ткани не по традиционной эллипсовидной кривой, а по почти идеальной для рабочего процесса траектории в виде прямоугольника (см. рис. 4.8а). Рейка механизма двигателя ткани поднимается вертикально вверх из своего нижнего нерабочего положения и выходит на контакт с полуфабрикатом над игольной пластиной. Затем она движется вперёд по направлению подачи, причём плоскость вершин зубьев остаётся параллельной плоскости игольной пластины. Закончив перемещение, рейка опускается вертикально вниз, а затем под игольной пластиной возвращается в своё первоначальное положение. Конечно, механизм более сложен, но даёт чёткое продвижение.
Особенностью многих машин стал дифференциальный двигатель ткани, что позволяет на труднотранспортируемых тканях получать ровные швы без искривления и волн или соединять «в стык» различные по плотности материалы, также обеспечивая ровноту строчки. Конструкторы добились, что подобные механизмы стали вписываться даже в машины, которые имеют узкую рукавную платформу (машины серии 35800 совместной разработки «Juki» и «Union Special»).
Другие механизмы также подверглись совершенствованию, например, механизмы обрезки ниток. Современные механизмы обеспечивают длину обрезанных концов ниток до толщины игольной пластины. Это стало возможным в связи с тем, что механизм выдвигается в рабочую зону только в момент обрезки. Игольная нитка хорошо удерживается в игле и не выскакивает при последующем цикле работы.
Все машины стали снабжаться панелью управления с большим дисплеем, где даётся информация, легко понимаемая и программируемая по символам, отображающая процесс шитья в режиме реального времени. Технологические инструкции всё время высвечены, и проблемы при шитье определяются в момент их возникновения.
Можно привести ещё несколько примеров технического совершенствования оборудования:
- у плоскошовных машин часто используется верхний двигатель ткани и специальная плавающая нажимная лапка;
- у плоскошовных машин – учащённая строчка в конце её выполнения (используется как закрепка);
- при соединении трикотажных полотен применяется устройство для расправления скрученных срезов;
- система активного контроля натяжения ниток в процессе петлеобразования;
- при окантовке срезов обрезка краёв тканей производится непосредственно перед окантовкой;
- при краеобмётке в конце строчки производится заделка цепочки ниток в шов;
- в конструкцию машины вводятся пневматические устройства для заправки ниток;
- в пуговичных машинах цепного стежка в конце цикла завязывается узелок, что делает строчку нераспускаемой;
- во многих машинах выдаётся информация для работающего об оставшейся на шпульке нитке;
- производится регулирование усилия прорубания материала в петельных полуавтоматах;
- петли различной длины делаются без смены прорубающего ножа (нож срабатывает несколько раз по длине участка).
Всё перечисленное серьёзно способствует улучшению качества выполняемых швейных операций.
Похожие работы
... 8 мм) мы виберем машину 1022-М класса ОЗЛМ, ну, а для самых тяжелых тканей — машину марки VLS 1053 проиводства VELLES. 3. Рабочие органы швейных машин Для выполнения челночного или цепного переплетения в каждой швейной машине имеются следующие рабочие органы: ИГЛА — служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск); НИТЕПРИТЯГИВАТЕЛЬ(а в машинах ...

... операции. Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих. В данной курсовой работе мы рассмотрим швейную машину полуавтомат 1495 класса. 2. Основные механизмы в работе швейной машины. Промышленная швейная машина состоит из головки машины промышленного ...

... машине;· выполнять различные швы и применять их для художественного оформления· швейных изделий;· выполнять окончательную обработку швейных изделий после· вышивки. На основе приведенного выше материала относительно методики обучения учащихся технологии машинной вышивки можно сформулировать вывод о том, что учащиеся в совершенстве овладеют техникой машинной вышивки, если прежде всего изучать ...
... ), «Лектра» (Франция) и др. Целью данной курсовой работы является анализ модернизации механизма поперечного перемещения материала полуавтомата 1095 класса. Основные задачи: – Представить основные характеристики швейных полуавтоматов; – Рассмотреть швейный полуавтомат 1095 класса; – Привести схему механизмов швейного полуавтомата 1095 класса; – Произвести ...
0 комментариев