Швейные машины для выполнения операций групп Iа и II
Основные принципы совершенствования швейных машин
Швейные машины для выполнения операций группы Iб
Оборудование для выполнения операций типа I и II в автоматическом режиме
Оборудование для выполнения операций, относящихся к III группе
Оборудование для выполнения операций IV группы
Машины для выполнения операций, где полуфабрикат не раскладывается на плоскость
Столы для швейных машин
Навигация
Оборудование для выполнения операций, относящихся к III группе
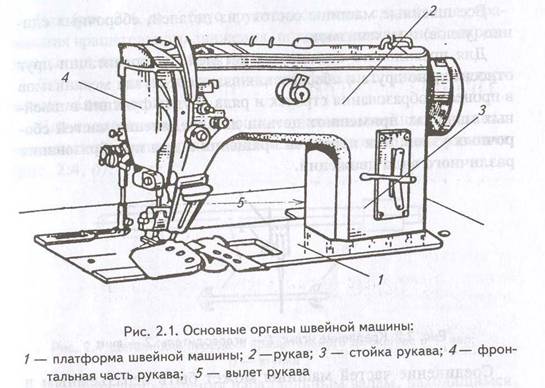
Промышленные швейные машины
132817
знаков
7
таблиц
55
изображений
6. Оборудование для выполнения операций, относящихся к III группе
Операции, относящиеся к этой группе, выполняются строчками сложной формы, контур имеет множество точек излома, подача относительно рабочих органов шьющей головки осуществляется в произвольном направлении. По размерам эти строчки весьма различны, но всё-таки их можно подразделить на малые, размещающиеся в поле, примерно, 2060 мм; средней величины, укладывающиеся в прямоугольник 60100 мм, и большие. В последнем случае необходимо вести обработку площади в габарите 400 мм по ширине и до 250 мм по второй координате.
Всё оборудование для этой группы операций относится к машинам полуавтоматического действия: рабочий процесс осуществляется автоматически, а установка заготовок и их съём – вручную.
В связи с приведённой выше градацией строчек по размерам рассматриваемая техника программируется на различное число стежков. Большинство полуавтоматов, предназначенных для выполнения закрепок, пришивания пуговиц, крючков, этикеток, талонов, вымётывания коротких петель, производят небольшое число стежков, от 8 до 100. Петли увеличенной длины, сложные закрепки, некоторые рисунки требуют большого числа стежков, и ряд моделей полуавтоматов их выполняют до 400. Рисунки, сложные строчки большой протяжённости с повторами, возвратами задаются более ёмкой программой с памятью на 20 000 стежков.
Представителями короткошовных полуавтоматов первой группы являются машины серии МВ-372 и 373 «Juki», В 916 «Brother», серии BS 470 «Global» (рис. 18).
Машина работает на скорости 1500 оборотов в минуту. С её помощью можно пришивать пуговицы диаметром от 10 до 28 мм (есть модификации от 8 до 30) с двумя и четырьмя отверстиями. Это основной вариант. Но возможности машины шире. Так, при сравнительно простой переналадке машины применяются для прикрепления пуговиц с ушком, пуговиц с обвитой ножкой, пуговиц с подпуговицами, кнопок, этикеток.
Число стежков в цикле определяется классом и подклассом машины и может быть 8, 16, 32 или 6, 12, 24. Управление циклом осуществляется с помощью копиров. Размеры стежков регулируются диапазоне 2,5÷6,5 мм как вдоль рукава машины, так и поперёк.
Пуговица для пришивки вставляется в зажим вручную. Зажим поднимается над платформой на 14 мм, что позволяет легко расположить под ним деталь одежды или часть изделия, на которые пришивается пуговица.
Останов машины в конце цикла происходит на пониженной скорости, что исключает удары и вибрации в момент окончания шитья. Зажим поднимается автоматически.
Машины снабжены устройством для обрезки нитки. Конструкции этого узла различны. Так, в группе машин нитка обрезается пластинкой, связанной рычажной системой с механизмом подъёма зажима, и, скорее, обрывается, чем обрезается. В части машин другая система – она состоит из пары ножей (подвижного и неподвижного), которые срабатывают под игольной пластиной. Длина кончика нитки не более 3,5 мм.
Смазка машины по точкам при помощи маслёнки. Вес головки 20 кг, общий вес машины 80 кг. Машина приводится в работу от электродвигателя мощностью 200 Вт; двигатель может быть однофазный и трёхфазный.
Дальнейшее техническое развитие машины получили в нескольких направлениях.
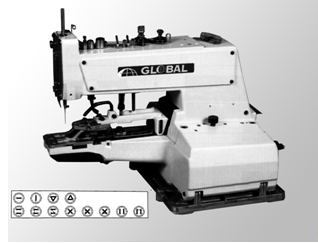
Рис. 18. Полуавтомат для пришивки пуговиц
Поскольку для прикрепления пуговиц здесь используется однониточный цепной стежок, то строчка, состоящая из таких стежков, подвержена распусканию, несмотря на то, что последние стежки в цикле выполняются в одну точку. Для предотвращения этого нежелательного явления был создан механизм для завязывания узелка из нитки в конце цикла. Реализовано это в машине серии МВ-377.
Машина в основном повторяет базовый вариант, но, заканчивая пришивку, выполняет прочный узел, препятствующий распусканию готового шва. Даже если последний стежок не завершён, то вероятность распускания практически невелика и риск потери пуговицы снижен.
Машина может снабжаться ещё и дополнительным бункером, обеспечивающим комплексную подачу пуговиц. Класс машины МВ 377 А/ВR у «Juki» или ВАS-016B у фирмы «Brother» (рис. 19).
На машине можно установить три различных режима работы: работа с ручной подачей пуговиц, когда оператор устанавливает пуговицы непосредственно в зажим; работа с автоматической подачей пуговиц из бункера; и режим загрузки пуговиц на одно изделие – 5÷6 пуговиц заправляются в пуговицеприёмник перед началом работы, а затем этот запас постепенно используется.
Оптимальный скоростной режим – 1300 оборотов в минуту.
Принцип «сухой головки» коснулся и короткошовных полуавтоматов. В них также применён привод на шаговых двигателях и компьютерное управление. Благодаря автоматизированному приводу упростилась механика машин, улучшилась динамика работы, снизились ударные нагрузки, уменьшились шум и вибрация.
Последние достижения фирмы «Juki» в области машин для пришивания пуговиц сконцентрировались в полуавтомате АМВ-289. Машина предназначена для широкой номенклатуры пуговиц: с двумя отверстиями, с четырьмя отверстиями, с ушком.

Рис. 19. Полуавтомат для пришивки пуговиц с подачей их из бункера
Пришить можно пуговицу с подпуговицей, можно на ножке с обвивкой. Качество прикрепления очень высокое: на изнаночную сторону проходит минимальное количество стежков, ножка выглядит в виде буквы «V», что позволяет провести обвивку большой плотности в начале ножки, а это предотвращает раскачивание пуговицы.
Компьютерная система управления позволяет легко вводить необходимые данные по программе пришивки различных пуговиц. Для защиты от распускания строчки, которая выполняется цепным стежком, на заключительном этапе цикла завязывается узелок. Узелок завязывается и при обвивке ножки. Область применения машин очень широкая.
Несколько лет тому назад в промышленности применялись пуговичные машины на базе челночного стежка. Конечно, строчка прочнее, но машина сложнее. С решением вопроса закрепления цепной строчки путём завязывания узелка необходимость в машинах челночных отпала. Сейчас они в номенклатуре заводов отсутствуют.
Двухниточная челночная строчка применяется в сложных коротких швах закрепочного типа. Такие строчки имеют длину 7÷16 мм и ширину 1,8÷2,5 мм. Форма закрепки и число стежков в ней программируются копиром, являющимся в машине сменным элементом (серия LK-1850 «Juki», «Global»). Скоростной режим – 2300 оборотов в минуту, при использовании синтетических ниток снижается до 1800 оборотов в минуту. Челнок колеблющегося типа. Зажим поднимается над платформой максимально до 17 мм. Закрепки делаются за 42 стежка или за 21 стежок и образуются за счёт перемещения под иглой материала в продольном и поперечном направлениях. Машина широко применяется на швейных предприятиях, однако в настоящее время устойчивая тенденция к её замене на оборудование серии ВТ-1900 или LK-1900 (рис. 20), где строчка образуется с помощью шаговых двигателей и компьютерного управления. Это дало существенное многообразие форм закрепки: стандартное число 50, но может быть увеличено до 200.
Машина выпускается для различных видов тканей. Номинальный скоростной режим 3000 оборотов в минуту, но для тяжёлых тканей и толстых пакетов скорость должна быть снижена до 2700 оборотов в минуту.
Поле, в котором располагается строчка, 3040 мм. Важной особенностью является введение в конструкцию электронного устройства, активно следящего за натяжением игольной нитки, что очень важно при выполнении закрепки на пакетах, где толщина по длине закрепки меняется.
Отдельные варианты машины могут иметь увеличенный челнок – больше шпуля, больше нитки на шпуле, реже перезаправка.
Ещё одна группа коротких строчек – всевозможные петли на швейных изделиях. Для петель на белье и одежде из лёгких материалов петельная строчка выполняется челночным или однониточным цепным стежком; петли на верхних изделиях, где используются более плотные ткани, относящиеся к пальтовой и костюмной группам, – двухниточным цепным. Здесь часто для создания рельефной петли внутрь обмётки срезов прокладывается утолщённая нитка, называемая каркасной. Без такой нитки петли получаются рыхлыми, невыразительными.
Исходя из вида изделия, модели, фактуры материала одежды, области эксплуатации, петли выполняют различной формы, различной длины, с разной шириной кромок, с разным типом закрепления.
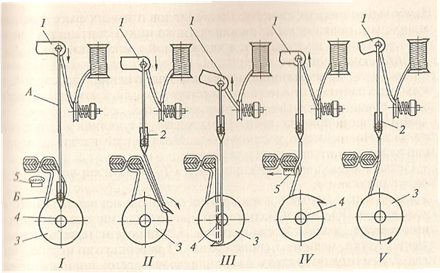
Но в общем виде процесс вымётывания петли следующий: зигзагообразное расположение обмёточных стежков достигается сочетанием продольного перемещения материала (вдоль петли) и поперечным к нему отклонением иглы. Основные виды петель (наиболее часто применяемые) приведены на рисунке 21.
Для изготовления прямых петель созданы различные конструкции машин: с механическим управлением (LBF-780 «Juki», HM-8180 «Brother», BH-783 «Global», 3117 «Pfaff» и др.) и электронным управлением на базе шаговых приводов в системе Direct drive (3119 «Pfaff», LBH-1790 «Juki», HE-8000 «Brother» и др. (рис. 22).
Машины с механическим управлением работают на скорости 3600 оборотов в минуту, выполняют петли одного вида длиною от 6,4 до 38,1 мм, кромки которых могут быть обмётаны с числом стежков 54÷345. Изменение числа стежков производится за счёт смены блока шестерён в системе подачи. Высота подъёма зажима ткани до 12 мм. Стежок двухниточный челночный. Есть варианты для изготовления петли с каркасной ниткой. Смазка машины автоматическая. Вес машины 80 кг.

Рис. 20. Закрепочный полуавтомат
Вход в петлю прорубается плоским ножом, который при рабочем движении взаимодействует с острыми кромками узкого паза, выполненного в игольной пластине.

Рис. 21. Наиболее часто встречающиеся виды петель
После окончания цикла выметки при подъёме зажима, удерживающего полуфабрикат, приводится в действие устройство для обрезки верхней и нижней нитки около ткани. Одновременно конец верхней нитки защемляется между верхним ножом и плоской пружиной, что позволяет надёжно начинать следующий цикл обмётки – нитка из ушка иглы не выскочит.
Важным элементом машины является узел блокировки работы ножа, прорубающего ткань, в случае каких-либо неполадок с шитьём.
Машины с электронным управлением имеют большие технологические возможности.
Скоростной режим – до 4200 оборотов в минуту. Размеры петель в стандартной комплектации такие же, как у машин предыдущей серии, но по специальному заказу сменных деталей длина петли может быть увеличена до 41, 70 или даже до 120 мм. Но главное – это простой переход на изготовление петли иной формы, а вариантов при этом может быть до 30. В памяти машины может храниться 99 моделей петель.
Электронное слежение за натяжением нити позволяет получить хорошее качество петли, даже если она пробивается на пакетах неравномерной толщины.
Важной особенностью машины является тот момент, что она не требует замены прорезного ножа при изменении размера петли. Механизм ножа здесь таков, что он срабатывает два-три раза при увеличении длины петли, смещаясь вдоль неё при работе.
И повторим, главное – это простой и быстрый переход на изготовление другого вида петель.
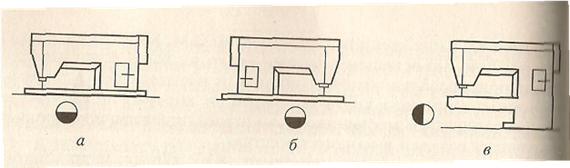
Стоит обратить внимание на конструкцию рукава машины. Он (рукав) в основании выполнен со смещением от продольной оси платформы, что открывает свободный проход ткани по всей длине платформы машины. Это важно в тех случаях, когда петли вымётываются вдоль какой-либо детали, например, на планке мужской строчки. Полочка свободно располагается на столе и платформе машины и не затрудняет рабочий процесс.
Петля «с глазком» на верхней одежде служит не только смысловым узлом, удерживающим пуговицу, но и украшающим элементом, существенно влияющим на внешний вид. Хорошая петля сама по себе не испортит качественное изделие, но плохая, безусловно, повлияет на общее впечатление даже от добротной одежды.
У высококачественной петли стежки должны быть равномерными, бисерный стежок (двойной цепной стежок с характерными узелками в переплетении) должен чётко формироваться поверх каркасной нитки, глазок должен быть симметричным относительно оси петли, петля должна иметь пропорциональную и надёжную закрепку.
Сразу скажем, что закрепки здесь бывают трёх видов: поперечная, клиновая и полукруглая. Поперечная закрепка применяется в мужской одежде – пиджаки, пальто, куртки. Клиновая (или сходящаяся), как правило, в женской одежде и на джинсах. Полукруглая используется, в основном, на петлях брюк.
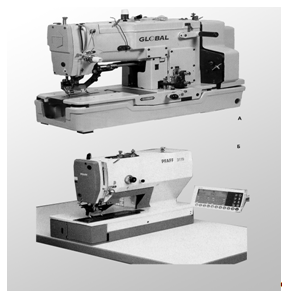
Рис. 22. Петельные полуавтоматы:
а) с механической системой управления; б) с электронной системой управления
Если машина выполняет петлю без закрепки, то поперечную закрепку приходится осуществлять отдельной операцией, применяя одну из закрепочных машин, о которых рассказывалось выше. Но из последних конструкций большим вниманием пользуются варианты, где поперечная закрепка включается в цикл изготовления петли, а вся операция осуществляется за один установ полуфабриката. При этом требуется, чтобы закрепка располагалась симметрично относительно петли, а размер её не превышал суммарной ширины обмётки кромок.
До 2000 г. фирмы в основном выпускали машины для изготовления петли с глазком механического типа. Геометрия и размер петли у них задаётся с помощью сменных жёстких копиров и системы рычагов. В настоящее время их сменили более совершенные, производительные и удобные машины с электронным управлением (рис. 23). Преуспели здесь фирмы «Juki», «AMF Reece».
В машинах этого типа используются шаговые двигатели для продольного и поперечного перемещений, а также для привода в действие ножа для прорубки и разворота каретки с игольным механизмом.
Основным преимуществом таких машин перед механическими является простота перехода на другой вид петли. Переналадка осуществляется перепрограммированием основных параметров петли – длина, форма глазка, частота стежков, тип закрепки и её размеры – с помощью управляющей панели и блока памяти.
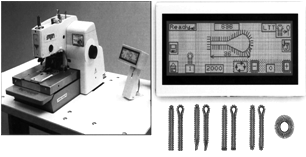
Рис. 23. Петельный полуавтомат для выполнения петли
двойным цепным стежком
Есть ещё один важный нюанс: при изменении длины петли или формы глазка требуется ещё заменить комплект: прорубающий нож – опорная колодка.
Ведь прорубка отверстия в петле здесь производится не плоским, а фигурным (по форме петли) ножом, взаимодействующим с плоской колодкой, в результате чего выштамповывается в ткани отверстие нужного размера и формы. Чтобы острые кромки стального ножа меньше тупились, колодка изготавливается из более мягкого материала, чем сталь, бронза, латунь. У рассматриваемых машин применяется раздельная прорубка глазков и прямых участков. Это позволяет выполнять петли различной длины без замены колодочек и ножей, просто прямой нож срабатывает несколько раз по длине. Всё обходится без дополнительных регулировок.
Машина оборудована механизмом, обеспечивающим активное следящее натяжение игольной нитки и нитки петлителя. Величина натяжения задаётся на операционной панели в зависимости от условий шитья. Параметры регистрируются на дисплее пошагово для того, чтобы можно было воспроизвести одинаковые условия работы. Натяжение ниток может устанавливаться отдельно для глазковой и прямой части петли.
Контроль за действием ножа осуществляется с помощью шагового привода. Это позволяет легко программировать давление ножа для разных видов ткани. Можно выбрать два режима прорубки: до обмётывания петли или после процесса шитья.
Правый и левые зажимы полуфабриката контролируются отдельно и приводятся в действие независимыми друг от друга воздушными цилиндрами. Этот механизм зажимает надёжно пакет различной толщины, предотвращая провисание.
Максимальная скорость шитья – 2200 оборотов в минуту; длина петли 10÷38 мм (возможно до 50); ширина обмётки кромок 2,0÷3,2 мм; длина закрепки 0 мм; 3÷15 мм; высота подъёма рабочих зажимов до 16 мм. Общий вес машины 185 кг.
На машине удобно выполнять петли, расположенные как поперёк, так и вдоль борта одежды.
Петли могут обмётываться и однониточным цепным стежком. Они применяются чаще всего на белье. Пример машины для реализации этого процесса МВН-180 «Juki».
Машина обладает довольно высокой скоростью работы (3300 оборотов в минуту), не требуя замены шпульной нитки. Петля, выполненная цепной строчкой, получается прочной, выдерживает большое количество застёгиваний и растёгиваний. С нижней стороны кромок петли происходит переплетение нитки в стежках в виде узелков, что придаёт петле красивый вид. С верхней стороны петля имеет гладьевую строчку.
Длина петли от 6,4 до 34,9 мм (при сменных деталях до 38,1 мм); ширина обмётки кромок 1,6÷2,4 мм, максимальная длина стежка – 1,0 мм; подъём прижимных лапок до 7 мм. Смазка ручной маслёнкой по отдельным точкам.
И, наконец, последняя группа машин – для выполнения строчек любой сложности, содержащих 300 000 стежков и более (рис. 24). Выпускают такую технику фирмы «Brother», «Sunstar», «Juki», «Mitsubishi electric».
Все эти полуавтоматы построены по одному принципу. Зажим в виде прямоугольных пялец с помощью шаговых двигателей перемещается по плоскости стола в двух координатах, а программа работы задаётся компьютерной системой. Поле обработки изменяется в очень широких пределах от 60100 мм до 250400 мм; есть модели и для больших размеров.
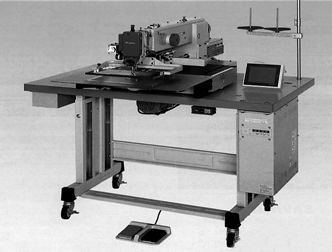
Рис. 24. Полуавтомат для выполнения строчек сложной конфигурации
Скорость работы этого оборудования 2000÷2500 оборотов в минуту в зависимости от тяжести обрабатываемого полуфабриката. Длина стежка от 0,1 до 12,7 мм. Колеблющийся тип челнока обеспечивает хорошую затяжку стежков при любой их длине; увеличенный объём шпули сокращает количество перезаправкок. Количество программ, которые машина удерживает в памяти, – до 700. По своим возможностям это просто вышивальные машины.
Микрокомпьютер обеспечивает пошаговые программирования участков строчки. Но в случае простых конфигураций можно задавать только базовые характерные точки, а соединение их вести прямыми линиями, дугами окружностей, что позволяет сократить необходимый объём информации, вводимой в память машины.
На одном изделии выполняется, как правило, не одна петля, пришивается не одна пуговица. Ведущие фирмы мира создали оборудование для прикрепления группы пуговиц к одному изделию и для выметки группы петель.
Построено оно по следующему принципу. К хорошо зарекомендовавшим себя пуговичным головкам с бункером и петельным машинам с электронным управлением присоединён стол, имеющий подвижную площадку. На этой площадке размещается деталь швейного изделия, например, полочка сорочки. Делается это по упорам и световым отметкам. Затем полочка фиксируется прижимами. По командам, поступающим от системы управления, полочка перемещается в рабочую зону шьющей головки и останавливается. В автоматическом режиме после этой остановки включается цикл пришивки пуговицы (изготовление петли), после завершения которого происходит останов головки, обрезка ниток. Полочка перемещается (автоматически) к следующему месту обработки. Цикл повторяется до тех пор, пока не будет пришита вся группа пуговиц или обмётаны все петли. После окончания обработки в последней позиции включается укладчик и готовая полочка снимается.
Расстояние между пуговицами (петлями) возможно варьировать в 20 различных комбинациях. Один оператор может обслуживать несколько таких полуавтоматов. Общий вид машин приведён на рисунке 25.

Рис. 25. Полуавтоматы для пришивки комплекта пуговиц
и вымётывания группы петель
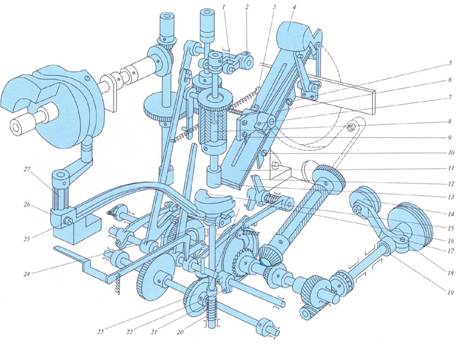
Современная тенденция построения швейных полуавтоматов связана с совмещением в один общий процесс нескольких различных операций. Так, например, в полуавтомате «Pfaff» 3588-04/020 (рис. 26) объединены фальцевание краёв накладного кармана, настрачивание кармана на половинку джинс и закрепление краёв кармана.
Традиционная схема – фальцевание кармана на прессе, настрачивание кармана на универсальной машине, например DDL-8 700Н-7, и закрепка (LK-1900 A-НS) – требует трёх рабочих мест и, по крайней мере, трёх операторов.
В новом полуавтомате все операции объединены, причем деятельность оператора, в обязанности которого входит только размещение на позиции укладки заготовок (половинка джинс и карман), совмещена во времени с процессом настрачивания.
Прикрепление кармана осуществляется двумя строчками, проходящими эквидистантно боковым сторонам кармана и его нижней стороне, с закреплением верхних уголков кармана. Закрепка выполняется зигзагообразной строчкой. Рабочая головка выполняет прямую строчку и зигзаг, стежок двухниточный челночный. Челнок увеличенный. Скорость работы 4000 оборотов в минуту.
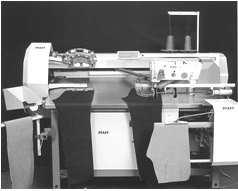
Рис. 2 Полуавтомат для настрачивания накладных карманов
Область шитья 250240 мм. Фальцевание краёв кармана осуществляется холодным способом.
Для того чтобы перейти на обработку кармана иной формы, нужно сменить фальцующий узел и установить новую программу шитья. На смену шаблонов уходит около 5 минут. Специальных инструментов для этой цели не требуется. Программа шитья набирается на пульте управления или вызывается из памяти.
Иногда такой полуавтомат снабжается дополнительным устройством, которое обеспечивает автоматическую намотку шпули и замену её в челночном узле. Когда действует это устройство, производительность увеличивается на 10 %.
Полуавтомат снабжён устройством для автоматического удаления из зоны шитья обработанных заготовок. Укладчик надёжно удерживает пачку из 64 единиц.
В памяти системы управления хранится более 690 модельных вариантов строчки.
Для работы полуавтомата необходим сжатый воздух; давление в сети должно быть 5 атмосфер.
Полуавтомат занимает площадь 1,81,8 м; вес 600 кг.
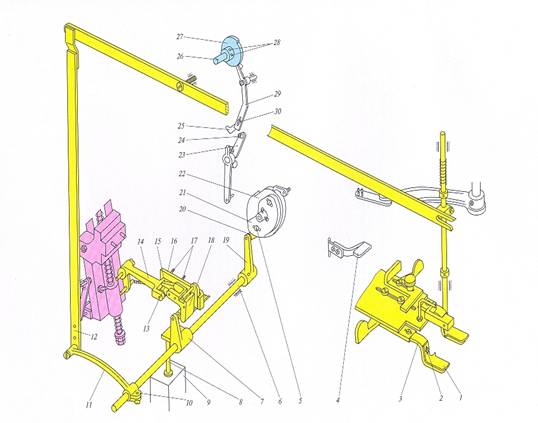
Ещё один полуавтомат, о котором бы хотелось упомянуть, предназначен для закрепления шлёвок на поясе джинс (рис. 27) – 2650 EV 7 фирмы «Vi. Be. Mac».
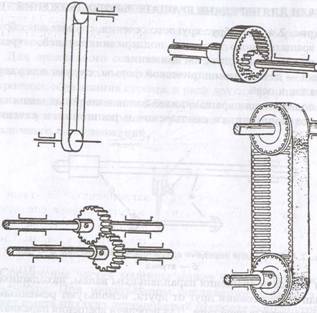
Для этого полуавтомата создана специальная головка, у которой две иглы расположены вдоль оси нижнего рукава. Расстояние между ними можно изменить в диапазоне 40÷70 мм.
Взаимодействуют с иглами два челнока. Строчки двухниточные челночные выполняются одновременно, что позволяет прикреплять шлёвку к поясу с двух сторон.
Полуавтомат снабжён устройством для автоматической подачи заготовки шлёвок из рулона. Шлёвка отрезается в нужный размер, края её подгибаются внутрь, и такая сформированная шлёвка подаётся в зону шитья.

Рис. 27. Полуавтомат для прикрепления шлёвок к поясу
У подающего устройства имеется датчик, реагирующий на изменение толщины шлёвочной ленты. Это бывает на стыках между заготовками, которые образуются при изготовлении упомянутой ленты на машинах типа MFB-2600 «Juki» (см. рис. 8 раздела 2). По сигналу датчика утолщённые участки автоматически вырезаются и удаляются.
Шлёвка прикрепляется к поясу строчкой закрепочного типа с числом стежков в ней 28, 36 или 42 (выбирается с помощью операционной управляющей панели). Длина закрепки 7÷22 мм, ширина 1÷3,2 мм. Скорость работы шьющей головки 2500 оборотов в минуту. Время прикрепления одной шлёвки 1,2 сек при числе стежков в цикле 28. Ширина прикрепляемых шлёвок 9÷20 мм.
Задача оператора – только подставить под шьющую головку нужное место пояса.
Размерные параметры полуавтомата 12008001350 мм, вес 230 кг.
Похожие работы
... 8 мм) мы виберем машину 1022-М класса ОЗЛМ, ну, а для самых тяжелых тканей — машину марки VLS 1053 проиводства VELLES. 3. Рабочие органы швейных машин Для выполнения челночного или цепного переплетения в каждой швейной машине имеются следующие рабочие органы: ИГЛА — служит для прокола материалов, проведения через них верхней нитки и образования петли (напуск); НИТЕПРИТЯГИВАТЕЛЬ(а в машинах ...

... операции. Применение швейных машин-полуавтоматов в технологических процессах позволяет значительно повысить производительность труда, улучшить качество обработки и уменьшить утомляемость работающих. В данной курсовой работе мы рассмотрим швейную машину полуавтомат 1495 класса. 2. Основные механизмы в работе швейной машины. Промышленная швейная машина состоит из головки машины промышленного ...

... машине;· выполнять различные швы и применять их для художественного оформления· швейных изделий;· выполнять окончательную обработку швейных изделий после· вышивки. На основе приведенного выше материала относительно методики обучения учащихся технологии машинной вышивки можно сформулировать вывод о том, что учащиеся в совершенстве овладеют техникой машинной вышивки, если прежде всего изучать ...
... ), «Лектра» (Франция) и др. Целью данной курсовой работы является анализ модернизации механизма поперечного перемещения материала полуавтомата 1095 класса. Основные задачи: – Представить основные характеристики швейных полуавтоматов; – Рассмотреть швейный полуавтомат 1095 класса; – Привести схему механизмов швейного полуавтомата 1095 класса; – Произвести ...
0 комментариев