Июля 1963г. была получена первая партия Казанского фенола и ацетона
Описание технологического процесса
Загрузчик ЗГВ - 500
Тянущее устройство
Датчики тока и скорости
УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выбор тиристоров
Регулировочная характеристика преобразователя
Система импульсно-фазного управления (СИФУ) с входным устройством
СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
Оптимизация контура регулирования тока
Оптимизация контура регулирования скорости
Расчет статической характеристики
Расчет переходного процесса
РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
Расчет и выбор диодов
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Определение категории помещения
Шум и вибрация
Вентиляция, отопление
Расчет искусственного освещения
Расчёт заземлителей
Технологическая безопасность
Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений
Дополнительный фонд заработной платы (10% от основного ФЗП)
Расчет расходов на содержание и эксплуатацию оборудования
Электроэнергия на технологические цели
Расчет экономической эффективности
Навигация
Июля 1963г. была получена первая партия Казанского фенола и ацетона
Разработка электроприводов прессовых машин
117101
знак
28
таблиц
3
изображения
13 июля 1963г. была получена первая партия Казанского фенола и ацетона.
В настоящее время АО «Казаньоргсинтез» выпускает большой ассортимент продукции ацетон, фенол, полиэтилен низкого и высокого давления, а так же изделия из него и многое другое.
Открытое акционерное общество «Казаньоргсинтез» - дно из крупнейших химических предприятий Республики Татарстан и Российской
Федерации, производит более 38 % всего российского полиэтилена и является его крупнейшим экспортером. Сегодня "Казаньоргсинтез" имеет 40-летний опыт работы на рынке химических товаров, является крупнейшим производителем широкого спектра продукции органической химии.
Одним из цехов АО «Казаньоргсинтез» по выпуску изделий из полиэтилена низкого давления является цех пластмассовых изделий. Основной продукцией этого цеха являются трубы напорные, предназначенные для трубопроводов, транспортирующих воду и трубы из полиэтилена для газопроводов.
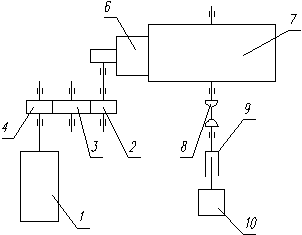
Полиэтиленовые трубы изготавливаются на трубных экструзионных линиях. Расплав полимера выдавливается из фильеры экструдера в виде непрерывной трубчатой заготовки, которая тянущим устройством протягивается через калибрующую насадку, где с помощью матрицы и дорна труба калибруется по наружному и внутреннему диаметрам и частично охлаждается. Затем труба поступает в охлаждающую ваииу, в которой она окончательно охлаждается водой. После прохождения через маркирующее устройство готовая труба разрезается на куски или наматывается в бухту, Контроль за работой линии осуществляет автоматическая система, получающая информацию от 15-20 термопар, расположенных в различных зонах технологического процесса, информацию о двух значениях давления расплава до и после фильтра, о двух, трех значениях частоты вращения шнека и тянущего устройства, о толщине стенки, о диаметре трубы, о давлении масла в системе смазки. Таким образом, система автоматически перенастраивает себя под оптимальный режим работы для обеспечения наивысшего качества.
ОАО «Казаньоргсинтез» производит трубы напорные из полиэтилена низкого давления для строительства трубопроводов хозяйственно-бытового водоснабжения, а также для транспортирования жидких и газообразных веществ, к которым полиэтилен химически стоек.
1. Обзор промышленных установок и характеристика применяемого сырья
Современные прессовые машины оснащаются преимущественно индивидуальным электроприводом.
В электроприводах прессовых машин можно выделить следующие группы:
1. главные электроприводы машин, снабженных маховиками;
2. главные безмаховиковые электроприводы машин;
3. электроприводы насосов и компрессоров, используемые в гидропрессах и молотах;
4. электроприводы вспомогательных механизмов механических и гидравлических прессовых машин.
Механические прессовые машины с маховиками электроприводами являются наибольшей группой по числу типов и количеству выпускаемых и эксплуатируемых машин. Сюда входят: все кривошипные прессы, ковочные машины и вальцы, большинство автоматов и ножниц, винтовые прессы и др.
В технологических процессах переработки пластмасс червячные машины используются для изготовления труб, листов, пленок, а также для пластикации и гранулирования.
В червячных прессах для переработки пластмасс имеются вдоль цилиндрического корпуса зоны, подогрев массы в которых осуществляется с помощью специальных нагревателей.
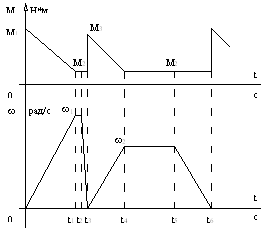
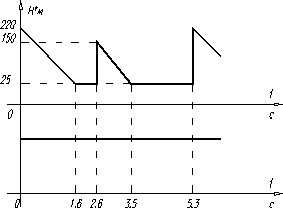
Статистический момент сопротивления червячных машин мало зависит от частоты вращения. Обычно плавное регулирование частоты вращения требуется в диапазоне 5:1 – 10:1. Это вызвано с тем, что червячные машины устанавливаются в непрерывных агрегатах для производства изделий из полимерных материалов. Поэтому электроприводы обычно выполняются с двигателем постоянного тока.
Полиэтилен (-СН2-СН2-)п - продукт полимеризации бесцветного газа этилена, относящийся к кристаллизующимся полимерам. По плотности полиэтилен подразделяют на полиэтилен низкой плотности, получаемый в процессе полимеризации при высоком давлении (ПЭВД), содержащий 55-65% кристаллической фазы, и полиэтилен высокой плотности, получаемый при низком давлении (ПЭНД), содержащий 74-95% кристаллической фазы [1].
Чем выше плотность и кристалличность полиэтилена, тем выше прочность и теплостойкость материала. Длительно полиэтилен можно применять при температуре до 60-100 °С. Морозостойкость достигает минус 70 °С и ниже. Полиэтилен химически стоек и при нормальной температуре не растворим ни в одном из известных растворителях.
Недостатком полиэтилена является его подверженность старению. Для защиты от старения в полиэтилен вводят стабилизаторы и ингибиторы (2-3% сажи замедляет процессы старения в 30 раз).
Под действием ионизирующего излучения полиэтилен твердеет: приобретает большую прочность и теплостойкость.
Полиэтилен применяют для изготовления труб, литых и прессованных не силовых деталей, пленок, он служит покрытием на металлах для защиты от коррозии, влаги, электротока.
Для производства гладких труб на АО «Казаньоргсинтез» используется экструзионная линия ЛДГТ 90x30-50/75, предназначенная для изготовления гладких труб с наружным диаметром 50, 63 и 75мм методом непрерывной шнековой экструзии из полиэтилена низкого давления.
В качестве исходного сырья используется полиэтилен низкого давления марки 273-79 высшего и первого сортов ГОСТ 16.338-85 и полиэтилен вторичный по ТУ 63-178-74-88. Цифры в маркировке полиэтилена 273-79 обозначают:
2 - процесс полимеризации этилена протекает на комплексных металлоорганических катализаторах при низком давлении; 73 – порядковый номер базовой марки; 7 - степень галогенизации полиэтилена; 9 – группа плотности полиэтилена. Основные характеристики полиэтилена марки 273-79 приведены в таблице 1.1:
Таблица 1.1 - Основные характеристики полиэтилена марки 273-79
| Наименование показателей | Значение показателей |
| 1. Плотность, г/см 2. Показатели текучести расплава при нагрузке 5 кг, г/10мин 3. Размер гранул, мм 4. Температура воспламенения, °С 5. Температура самовоспламенения, °С 6. Токсичность | 0,957-0,964 в/с 0,3-0,5 1/с 0,3-0,55 2-5 280 340-352 не токсичен |
Похожие работы
... быть как можно проще и надежнее. В связи с этим привода кузнечно-прессовых машин запитываются от стандартной промышленной сети на 380 В, 3 фазы, частота 50 Гц. В прессе не требуется сложная система управления электроприводом пресса, достаточно включать и выключать его, так как управление прессом производится за счет управления кинематическими цепями пресса. 3. Выбор принципиальных решений ...

... , если же выполнено любое из условий 1, 3, 4, то будут выполнены и другие из этих условий (хотя ВНД проекта может и не существовать). Глава 2. Анализ возможности расширения производства на примере ООО «Санфлор» 2.1 Общая характеристика предприятия Общество с ограниченной ответственностью «Санфлор» действует в соответствии с законодательством РФ, Уставом и внутренними документами общества. ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
0 комментариев