Июля 1963г. была получена первая партия Казанского фенола и ацетона
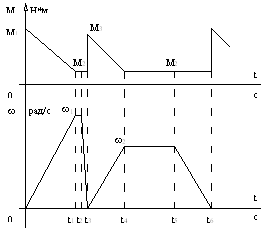
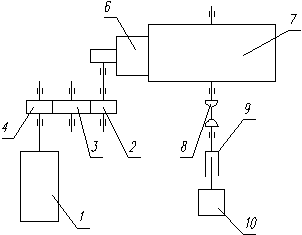
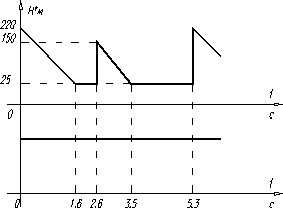
Описание технологического процесса
Загрузчик ЗГВ - 500
Тянущее устройство
Датчики тока и скорости
УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выбор тиристоров
Регулировочная характеристика преобразователя
Система импульсно-фазного управления (СИФУ) с входным устройством
СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
Оптимизация контура регулирования тока
Оптимизация контура регулирования скорости
Расчет статической характеристики
Расчет переходного процесса
РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
Расчет и выбор диодов
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Определение категории помещения
Шум и вибрация
Вентиляция, отопление
Расчет искусственного освещения
Расчёт заземлителей
Технологическая безопасность
Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений
Дополнительный фонд заработной платы (10% от основного ФЗП)
Расчет расходов на содержание и эксплуатацию оборудования
Электроэнергия на технологические цели
Расчет экономической эффективности
Навигация
Технологическая безопасность
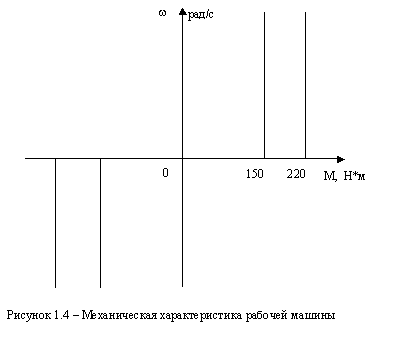
Разработка электроприводов прессовых машин
117101
знак
28
таблиц
3
изображения
11.10 Технологическая безопасность
ГОСТ 12.3.002-75 ССБТ «Процессы производственные. Общие требования безопасности».
Безопасность производственного оборудования, использованного при реализации технологического процесса, должна обеспечиваться следующими основными мерами:
-нагревающиеся части оборудования, а именно корпусов электродвигателей, трансформаторов, и другого оборудования защищаются кожухами и приспособлениями, исключающими возможность соприкосновения
- теплоизоляцию следует сделать с таким расчётом, чтобы температура наружных стенок теплоизлучающего оборудования не превышало 45°С. Также температура воздуха поддерживается в заданных пределах в холодное время, в связи выделением небольшого количества тепла от экструзионных установок.
- производство труб насыщено оборудованием, имеющим вращающиеся части (намоточной машины), работающие с потреблением высоковольтного напряжения и нагретой до высокой температуры.
- для предотвращения прикосновения к нагретым частям электропривода и поверхностям применяют специальные кожухи из тонких алюминиевых или пластмассовых листов.
-клиноремённые и цепные передачи тянущего устройства и намоточной машины имеют сетчатые металлические кожуха. Движущиеся части механизмов также закрываются металлическими сетками с отверстием не более 1 ![]() .
.
11.11 Средства индивидуальной защиты
При работе обслуживающего персонала экструзионной линии возможны следующие опасности: поражение электрическим током, механические повреждения, пыль, шум, ожоги.
Для исключения этих воздействий на человека рабочие снабжаются индивидуальными средствами защиты. Выдается спецодежда для защиты от механических повреждений и повышенных температур, соответственно группы М-Р и Т-И в виде комбинезона. Для защиты рук: рукавицы из стилка, перчатки трикотажные для защиты от механических повреждений; рукавицы ватные, рукавицы тканевые комбинированные - от термических ожогов и тепловых излучений и перчатки резиновые от поражения электрическим током. Обувь от механических воздействий и от повышенных температур группы М-У-100, Т-И. Также для обеспечения безопасных методов труда предусматривается выдача противогазов марки «БКФ», респираторов противопыльных, защитных очков, защитных касок, аптечек первой медицинской помощи, диэлектрических ковриков, противошумных вкладышей «беруши».
11.12 Охрана окружающей среды
В производстве труб имеются жидкие и твердые выбросы в окружающую среду. Выбросы в атмосферу проходят при погрузке дробленных и раздаче их в экструзионные машины пневмотранспортом.
Отработанный воздух из системы пневмотранспорта загрузки и раздачи полиэтилены проходят очистку в фильтрах и выбрасываются в атмосферу.
Применяется рукавный самоочищающийся фильтр типа МФУ-16 для средней и тонкой очистки отработанного воздуха системы вентиляции.
Технические характеристики:
- количество рукавов , шт - 16;
- поверхность фильтрующей ткани, ![]() - 19,2;
- 19,2;
- производительность, ![]() /час - 2900;
/час - 2900;
- вес с бункером, кг - 990.
Все твердые отходы от производства труб перерабатываются на дробильных установках и пневмотранспортом подаются в силосы, откуда снова возвращаются в производство труб. До пуска установи сжигается твердые отходы выводятся на склад.
12 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
12.1 Расчет основных фондов, капитальных затрат на оборудование
В данном разделе проводится расчёт экономической целесообразности выбора электропривода экструдера, применяемого при производстве пластмассовых труб.
1. По данным отдела главного механика с учетов ремонтов и времени технологических простоев, эффективный фонд времени оборудования при непрерывном производстве равен [17]:
![]() , (12.1)
, (12.1)
где ![]() -эффективный фонд времени оборудования;
-эффективный фонд времени оборудования;
![]() -коэффициент технологических простоев
-коэффициент технологических простоев ![]() =12%
=12%
![]() ч (12.2)
ч (12.2)
2. В данном проекте новой технологий является замена устаревшего двигателя червячного пресса экструдера на новый. Производительность пресса по ПНД при давлении Р=10 МПа равна 320 кг/ч.
![]() =Пр
=Пр![]() , т/в год (12.3)
, т/в год (12.3)
где Пр - производительность пресса;
![]() =320
=320![]() 7710 = 2467200 кг в год = 2467,2 т/в год
7710 = 2467200 кг в год = 2467,2 т/в год
![]() 5% , т/в год (12.4)
5% , т/в год (12.4)
![]() 5% = 2 467,2
5% = 2 467,2![]() 5% = 2590,6 т/в год
5% = 2590,6 т/в год
где ![]() — базовый фонд, т/в год
— базовый фонд, т/в год
![]() - планируемый фонд, т/в год
- планируемый фонд, т/в год
Похожие работы
... быть как можно проще и надежнее. В связи с этим привода кузнечно-прессовых машин запитываются от стандартной промышленной сети на 380 В, 3 фазы, частота 50 Гц. В прессе не требуется сложная система управления электроприводом пресса, достаточно включать и выключать его, так как управление прессом производится за счет управления кинематическими цепями пресса. 3. Выбор принципиальных решений ...

... , если же выполнено любое из условий 1, 3, 4, то будут выполнены и другие из этих условий (хотя ВНД проекта может и не существовать). Глава 2. Анализ возможности расширения производства на примере ООО «Санфлор» 2.1 Общая характеристика предприятия Общество с ограниченной ответственностью «Санфлор» действует в соответствии с законодательством РФ, Уставом и внутренними документами общества. ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
0 комментариев