Июля 1963г. была получена первая партия Казанского фенола и ацетона
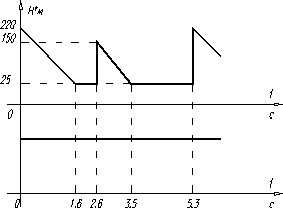
Описание технологического процесса
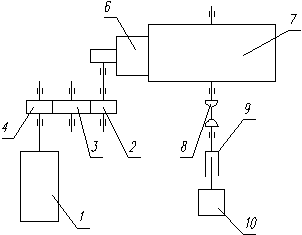
Загрузчик ЗГВ - 500
Тянущее устройство
Датчики тока и скорости
УПРАВЛЯЕМЫЙ ВЫПРЯМИТЕЛЬ
Выбор тиристоров
Регулировочная характеристика преобразователя
Система импульсно-фазного управления (СИФУ) с входным устройством
СИНТЕЗ ЗАМКНУТОЙ СИСТЕМЫ ЭЛЕКТРОПРИВОДА ЭКСТРУДЕРА
Оптимизация контура регулирования тока
Оптимизация контура регулирования скорости
Расчет статической характеристики
Расчет переходного процесса
РАСЧЕТ НЕУПРАВЛЯЕМОГО ВЫПРЯМИТЕЛЯ ДЛЯ ПИТАНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ
Расчет и выбор диодов
БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
Определение категории помещения
Шум и вибрация
Вентиляция, отопление
Расчет искусственного освещения
Расчёт заземлителей
Технологическая безопасность
Расчет основных фондов, капитальных затрат на оборудование и амортизационных отчислений
Дополнительный фонд заработной платы (10% от основного ФЗП)
Расчет расходов на содержание и эксплуатацию оборудования
Электроэнергия на технологические цели
Расчет экономической эффективности
Навигация
Расчет переходного процесса
Разработка электроприводов прессовых машин
117101
знак
28
таблиц
3
изображения
8.2 Расчет переходного процесса
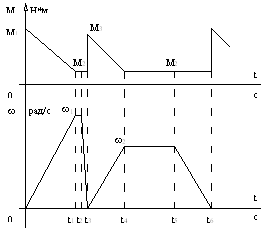
В процессе расчета систем автоматического регулирования необходимо получить требуемые показатели качества переходного процесса: быстродействие, колебательность, перерегулирование, характеризующих точность и плавность протекания процесса [10].
Показатели качества, определяемые непосредственно по кривой переходного процесса, называются прямыми оценками качества.
Переходную характеристику h(t) получаем путем подставления значения времени t в выражение (7.6).
Результаты занесем в таблицу 8.2.
Таблица 8.2 Данные для построения переходной характеристики
| h(t) | 0 | 0,88 | 1,19 | 1,15 | 1,09 | 1,03 | 0,993 | 0,94 | 0,95 | 0,975 | 0,99 |
| t,c | 0 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 |
Продолжение таблицы 8.2
| h(t) | 1,02 | 1,019 | 1,01 | 0,99 | 0,98 | 0,99 | 0,998 | 1,005 | 1,09 | 1,001 | 0,995 |
| t,c | 0,55 | 0,6 | 0,65 | 0,7 | 0,75 | 0,8 | 0,85 | 0,9 | 0,95 | 1,0 | 1,1 |
Оценим качества рассчитываемой системы по переходным характеристикам [11]. Время регулирования ![]() - максимальное время по истечении, которого регулируемая величина будет оставаться близкой к установившемуся значению с заданной точностью, в данном случае
- максимальное время по истечении, которого регулируемая величина будет оставаться близкой к установившемуся значению с заданной точностью, в данном случае ![]() =2%.
=2%.
Тогда; ![]() (8.11)
(8.11)
![]() с (8.12)
с (8.12)
Перерегулирование ![]() - максимальное отклонение переходной характеристики от установившегося значения выходной величины, выраженное в процентах.
- максимальное отклонение переходной характеристики от установившегося значения выходной величины, выраженное в процентах.
![]() (8.13)
(8.13)
где ![]() значение первого максимума (
значение первого максимума (![]() ), (8.14)
), (8.14)
![]()
При настройке системы на симметричный оптимум перерегулирование может достигать 43,4%.
Частота колебаний:
![]()
Т-период колебаний
![]() (8.15)
(8.15)
Число колебаний n, которое имеет переходная характеристика h(t) за время регулирования ![]() .
.
Время достижения первого максимума: ![]() сек.
сек.
Декремент затухания ![]() , равный отношению модулей двух смежных перерегулирований [ 11 ]:
, равный отношению модулей двух смежных перерегулирований [ 11 ]:
 (8.16)
(8.16)
 (8.17)
(8.17)
По полученным характеристикам качества переходного процесса видно, что рассчитываемая система удовлетворяет заданным требованиям и может быть использована в качестве системы автоматического управления электроприводом экструдера.
Похожие работы
... быть как можно проще и надежнее. В связи с этим привода кузнечно-прессовых машин запитываются от стандартной промышленной сети на 380 В, 3 фазы, частота 50 Гц. В прессе не требуется сложная система управления электроприводом пресса, достаточно включать и выключать его, так как управление прессом производится за счет управления кинематическими цепями пресса. 3. Выбор принципиальных решений ...

... , если же выполнено любое из условий 1, 3, 4, то будут выполнены и другие из этих условий (хотя ВНД проекта может и не существовать). Глава 2. Анализ возможности расширения производства на примере ООО «Санфлор» 2.1 Общая характеристика предприятия Общество с ограниченной ответственностью «Санфлор» действует в соответствии с законодательством РФ, Уставом и внутренними документами общества. ...
... ) при запуске в серийное производство контейнеров с оборудованием. Все это ведет к снижению сроков и затрат на подготовку производства. 5Автоматизированное проектирование деталей крыла В настоящем разделе проекта рассматривается автоматизированное проектирование деталей и узлов с целью увязки конструкции и подготовки информации для изготовления шаблонов, технологической оснастки и самих деталей. ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
0 комментариев