Навигация
Общие правила установки резца в резцедержателе
57684
знака
0
таблиц
45
изображений
1.7 Общие правила установки резца в резцедержателе
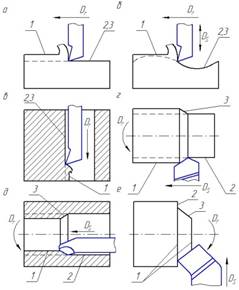
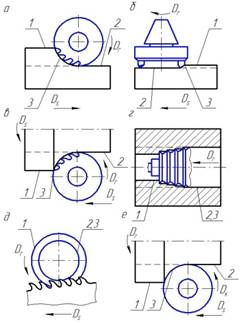
Чтобы резец во время работы не вибрировал, вследствие чего возможно выкрашивание его режущей кромки, длина свешивающейся части резца, или, как говорят, вылета, должна быть возможно меньше. На рис. 6, а показано правильное, а на рис. 6, б — неправильное положение резца.
С этой же целью подкладки под резец, применяемые при установке вершины резца относительно линии центров станка, следует располагать так, как показано на рис. 6, в. Неправильное положение подкладок показано на рис. 6, г. Лучше брать одну толстую подкладку, а не несколько тонких, так как они не всегда плотно прижимаются одна к другой (даже при затянутых болтах резцедержателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали (рис. 6, д). Если установить резец по рис. 6, е, то во время работы под давлением снимаемой стружки он может повернуться вправо и углубиться в обрабатываемую деталь.
1.8 Некоторые особенности работы твердосплавными резцами с отрицательными передними углами
Работа резцами с отрицательными передними углами позволяет повысить режимы резания, но вызывает увеличенную нагрузку на механизмы станка и обрабатываемую деталь. Поэтому для обеспечения нормальной работы необходимо соблюдать следующие основные правила.
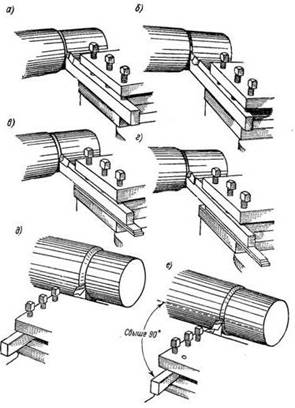
Рис. 6 – Установка резца в резцедержателе: правильная (а, в, д) и неправильная (б, г, е)
1. Станок, на котором производится работа, должен быть в полном порядке. Подшипники должны быть нормально затянуты; ремень передачи и имеющийся на станке фрикцион должны быть хорошо пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах, должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали должен быть твердосплавным или вращающимся.
4. При установке резца относительно центра станка при черновом обтачивании вершину его следует устанавливать выше центра на 0,01 диаметра обрабатываемой детали.
5. Во избежание вибраций резца его вылет по величине не должен превышать высоты державки.
6. Работать следует только доведенным резцом.
7. Резец следует подводить к детали только при ее вращении. Врезание резца в деталь следует осуществлять вручную и постепенно, так, чтобы задняя вспомогательная поверхность не касалась обрабатываемой поверхности. Только после того, как врезание закончено, можно включить автоматическую подачу суппорта.
8. Отводить резец следует до остановки станка, предварительно выключив автоматическую подачу.
9. При точении по корке следует работать с наибольшей допустимой глубиной резания и избегать скольжения резца по окалине.
10. Ширина среза не должна превышать 2/3 длины режущей кромки резца.
1.9 Режимы резания при черновом обтачивании твердосплавными резцами
Глубина резания при черновом обтачивании обычно бывает несколько меньше полного припуска на обработку. Слой металла, оставшийся при этом несрезанным, образует припуск на дальнейшую обработку. Подача выбирается с учетом сечения резца, глубины резания и диаметра обрабатываемой детали. Значения подач для наиболее часто выполняемых работ на станках средней величины приведены в табл. 6, 8, 10 и 12.
Таблица 6 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами
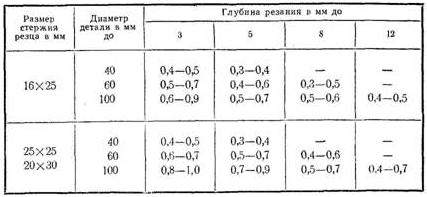
Таблица 7 – Скорости резания (в м/мин) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами
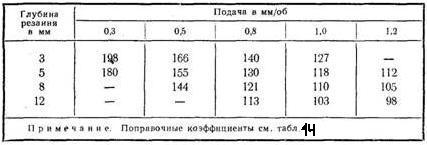
Таблица 8 – Подачи (в мм/об) при черновом обтачивании стали твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
Определение скорости резания для данной обработки производится в два приема:
1) по одной из таблиц (табл. 7, 9, 11 или 13) определяется скорость резания для условий, наиболее близких к заданным;
2) числовое значение этой скорости умножается на поправочные коэффициенты, учитывающие конкретные условия предстоящей обработки.
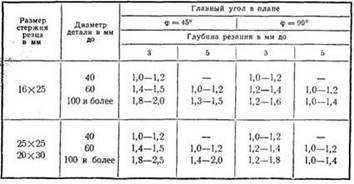
Главнейшими из таких условий являются стойкость резца (коэффициент K1), механические свойства обрабатываемого материала (коэффициент К2), состояние обрабатываемой поверхности (коэффициент Кз), материал резца (коэффициент К4) и его главный угол в плане (коэффициент К5) - Значения этих коэффициентов приведены в табл. 14.
Таблица 9 – Скорость резания (в мм/об) при черновом обтачивании углеродистой, хромистой, хромоникелевой сталей и стального литья твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
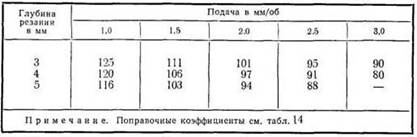
Таблица 10 - Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами
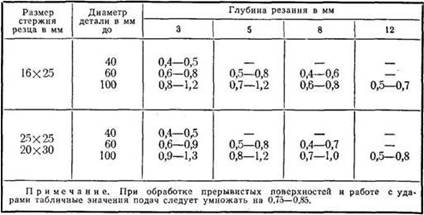
Таблица 11 – Скорости резания (в м/мин) при чёрновом обтачивании серого чугуна твёрдосплавными резцами
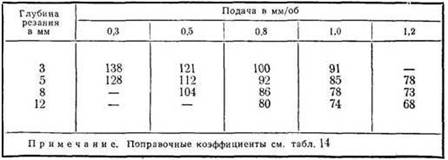
Таблица 12 – Подачи (в мм/об) при черновом обтачивании серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
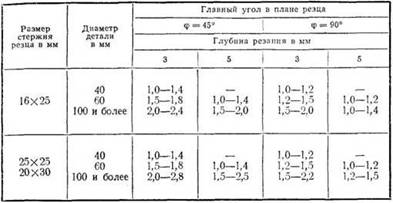
Таблица 13 – Скорости резания при черновом обтачивания серого чугуна твёрдосплавными резцами с дополнительной режущей кромкой (φ1 = 0)
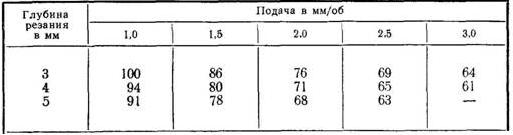
Таблица 14 – Поправочные коэффициенты к табличным значениям скоростей резания твёрдосплавными резцами

Похожие работы
... получения заготовки для каждого из способов путем сравнения их по значению стоимости. Себестоимость производства заготовок, без учета затрат на предварительную механическую обработку, определяется по зависимости [1, стр. 61]: (7), где Gд –масса детали, кг Gзаг –масса заготовки, кг Кто – коэффициент, учитывающий доплаты за термообработку и очистку заготовок, руб/т Ктч –коэффициент, ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...

... ; 2) переменность толщины срезаемого слоя и рабочей длины лезвия. На практике используются: периферийное и торцевое фрезерование - фрезерование соответственно периферийным и торцевым лезвийным инструментом (см. рис.2.5, а, б); круговое фрезерование - фрезерование поверхности вращения (см. рис.2.5, в); охватывающее фрезерование - фрезерование инструментом, зубья которого расположены на внутренней ...
0 комментариев