Навигация
Материалы, применяемые для чистовых резцов
57684
знака
0
таблиц
45
изображений
2.5 Материалы, применяемые для чистовых резцов
При чистовом точении резцы снимают стружку небольших сечений, но работают (сравнительно с черновым точением) при высоких скоростях резания и не должны при этом терять своей твердости. Кроме того, материалы чистовых резцов должны быть такими, чтобы их режущая кромка хорошо сопротивлялась износу от истирания.
В соответствии с этими требованиями для чистовых резцов при обработке стальных и чугунных деталей применяются в качестве режущих материалов быстрорежущая сталь, твердые сплавы или минералокерамика марки ЦМ-332. В последние годы кроме минералокерамики в качестве инструментального материала для чистовых резцов стали применять керметы, содержащие кроме окиси алюминия присадки таких металлов, как вольфрам, молибден, бор, титан и др., в количестве до 10%. Эти присадки, уменьшая несколько хрупкость, одновременно, однако, понижают и износостойкость. Испытания кермета марки НС20М2 показали неплохие результаты. Минералокерамику и керметы применяют в тех случаях, когда жесткость системы СПИД достаточно велика. При очень большой жесткости этой системы резцы с минералокерамическими пластинками применяют иногда и для получистового и даже чернового точения. В зависимости от условий резания и обрабатываемого материала твердые сплавы применяются разных марок. Выбор марки твердого сплава для чистового точения указан в табл. 18.
2.6 Углы и другие элементы головки чистовых резцов
Форму передней поверхности и значение переднего угла твердосплавных чистовых резцов можно выбирать по табл. 2 и 3. Задний угол а чистовых резцов, используемых для обтачивания стали и цветных сплавов, делается 12°, а при обработке серого чугуна 10°. Вспомогательный угол в плане ф1 чистовых проходных резцов независимо от обрабатываемого материала принимается в пределах 5 —100, а угол наклона главной режущей кромки от —2 до —4°. Остальные элементы те же, что и для черновых твердосплавных резцов. При выборе формы передней поверхности, передних и других углов и прочих элементов чистовых быстрорежущих резцов можно пользоваться данными табл. 4 и 5 и общими указаниями, относящимися к быстрорежущим резцам для черновой обработки. Увеличивается лишь значение заднего угла а до 120. Отметим, что чем чище должна быть обрабатываемая поверхность, тем большим следует брать передний угол резца (т.е. тем меньшим должен быть угол резания). При увеличении переднего угла резца заедание его, а также вибрации уменьшаются, поэтому обрабатываемая поверхность получается более чистой.
Таблица 18 – Марки твердых сплавов для чистовой обработки некоторых материалов

Минералокерамические пластинки весьма редко припаивают. Предпочтительнее для них является механическое крепление, о применением державок типа, показанных на рис. 16.
Ширина отрицательной фаски — от 0,2 до 0,4 мм. Передний угол у принимается равным 10—150 при обработке стали с сбв до 70 кгс/мм2, а при большем значении бв — не более 10°; при обработке чугуна — от +5° до —100. Задние углы а в пределах 8—10°. Радиус при вершине резца r = 1 мм. Размеры стружкоотводящей лунки те же, что и для твердосплавных резцов. Угол наклона режущей кромки при равномерном припуске принимается в пределах от 0 до 5°, при неравномерном — до 12°. Рекомендации для выбора угла в плане те же, что и для твердосплавных резцов.
2.7 Установка резцов при чистовом обтачивании
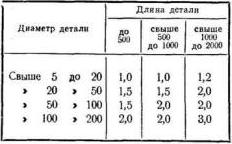
Если установить резец так, чтобы вершина его была выше линии центров станка (см. рис. 5, о), то, как это мы отметили выше, резец втягивается в материал детали. Поверхность детали при этом получается нечистой, а диаметр ее уменьшается, что часто недопустимо при чистовой обработке. При установке вершины резца на линии центров станка и тем более ниже ее такого втягивания резца не происходит. Из сказанного вытекает следующее правило. Чистовые резцы следует устанавливать так, чтобы вершина их была расположена на высоте линии центров станка или несколько ниже ее. Припуски при чистовом обтачивании. Припуски при чистовом обтачивании назначаются в зависимости от диаметра и длины детали. Средние величины этих припусков приведены в табл. 19.
Таблица 19 – Припуски на диаметр под чистовое обтачивание (V5), размеры в мм
2.8 Режимы резания при чистовой обработке
Глубина резания при чистовом обтачивании должна быть небольшой и чаще всего равна величине припуска. Для обеспечения шероховатости в пределах пятого класса (V5) глубина резания может достигать 2 мм, обеспечение же шестого (V6). а тем более седьмого (V7) классов шероховатости достигается лишь при малых глубинах резания, не более 0,3 — 0,4 мм, а в особо ответственных случаях —0,1 мм.
Подачи выбираются в зависимости от требуемой шероховатости обрабатываемой поверхности, вспомогательного угла в плане резца, скорости резания и некоторых других факторов. Значения подач, применяемых при чистовой обработке, указаны в табл. 28. Скорости резания при чистовом обтачивании твердосплавными резцами можно принимать по табл. 29 и 30, а при работе быстрорежущими резцами — по табл. 31. При выборе скорости резания в условиях, отличных от указанных в табл. 29 — 30, табличные данные необходимо умножать на поправочные коэффициенты, приведенные в табл. 22 и 25. Подачи и скорости резания при чистовом обтачивании широкими твердосплавными резцами следует принимать по табл. 24.
Похожие работы
... получения заготовки для каждого из способов путем сравнения их по значению стоимости. Себестоимость производства заготовок, без учета затрат на предварительную механическую обработку, определяется по зависимости [1, стр. 61]: (7), где Gд –масса детали, кг Gзаг –масса заготовки, кг Кто – коэффициент, учитывающий доплаты за термообработку и очистку заготовок, руб/т Ктч –коэффициент, ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
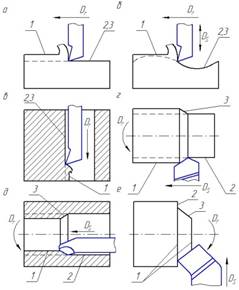

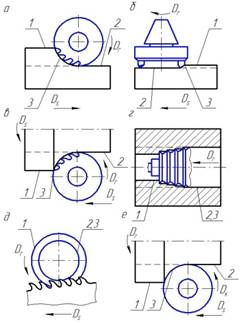
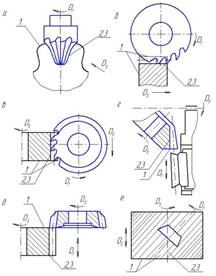
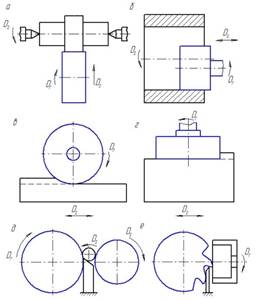
... ; 2) переменность толщины срезаемого слоя и рабочей длины лезвия. На практике используются: периферийное и торцевое фрезерование - фрезерование соответственно периферийным и торцевым лезвийным инструментом (см. рис.2.5, а, б); круговое фрезерование - фрезерование поверхности вращения (см. рис.2.5, в); охватывающее фрезерование - фрезерование инструментом, зубья которого расположены на внутренней ...
0 комментариев