Навигация
Режим и фонд времени работы
52381
знак
41
таблица
34
изображения
2.2. Режим и фонд времени работы.
В плавильном отделении принимается 2-х сменный режим работы.
Годовой, номинальный фонд времени работы единицы оборудования рассчитывается по формуле:
![]() ;
;
где dк,dв,dс,dп,dпп - количество дней (календарных, воскресных, субботних, праздничных, предпраздничных) в году;
tсм - продолжительность смены, час;
tс- время сокращения смены, 1час;
m – количество смен.
![]() ;
;
Годовой эффективный фонд времени работы оборудования:
![]() ;
;
где К – принимается в размере от количества смен 0,94
![]() .
.
Годовой эффективный фонд времени работы одного рабочего:
![]() ;
;
где К – коэффициент, учитывающий планируемые невыходы на работу (отпуск, болезнь и т.д.)
![]() .
.
2.3. Режим и фонд времени работы.
2.3.1. Производственная программа отделения.
Программа выпуска продукции по плавильному отделению за год определяется в таблице 2.1. на основе задания по выпуску годного литья и расчета баланса металла.
Таблица 2.1
Баланс металла.
| Статьи баланса | % от металлозавалки | Масса, т |
| Годное литье Возвратные отходы 2.1 Литники и прибыли 2.2 Брак 2.3 Сливы, сплески Жидкий металл Угар и безвозвратные потери Металлозавалка | 52,4 | 13000 |
| | 42,6 | 8129 |
| | 38,5 | 7347 |
| | 3,1 | 591 |
| | 1,0 | 190 |
| | 9,5 | 23568 |
| | 5 | 954 |
| | 100 | 24809 |
2.3.2. Потребное количество оборудования.
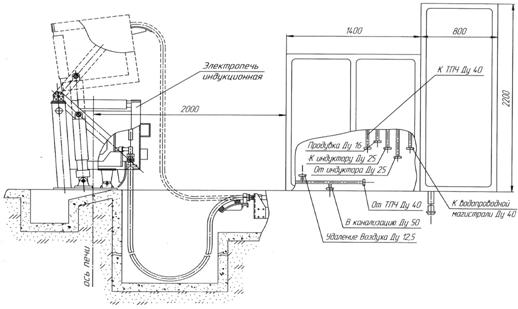
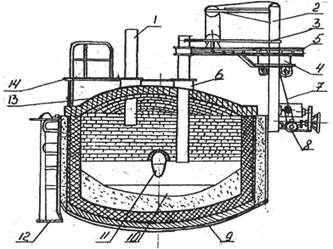
Принимаем для данного цеха дуговые сталеплавильные печи, с кислой футеровкой, со следующими параметрами:
Тип печи: дуговая сталеплавильная;
Емкость: 6 тонн;
Производительность: 2,7 тонн в час;
Мощность: 50 кВт.
Расчетное количество плавильных агрегатов определяется по формуле:
 ;
;
где α- коэффициент неравномерности потребления жидкого металла, α =1,2;
q – часовая производительность агрегата, т/ч, q = 2,7;
![]() .
.
Принимаем количество плавильных агрегатов: три.
Коэффициент загрузки плавильного оборудования составит:
 ,
,
где Мп.пр. – принятое количество единиц плавильного оборудования
![]() .
.
Расчетное количество мостовых кранов для плавильного и шихтового пролетов определяется по формулам:
где: аж – количество крано – часов на 1тонну жидкого металла (0,2-0,3);
аш – количество крано – часов на 1тонну шихтовых материалов (0,1-0,2);
Кв – коэффициент выполнения краном вспомогательных работ (1,15);
Ки – коэффициент использования крана (0,8)
![]() ;
; ![]() .
.
Принимаем для шихтового пролета число кранов равное двум, а для плавильного пролета трем.
Прочее технологическое оборудование принимается исходя из нормативов.
Похожие работы

... +474,98+240+1300=12814,98+15% =14737,22≈14800м2. Основные данные для расчетов складов шихтовых, а также способы хранения основных материалов приводятся в табл. (см. лит.1). В фасонно-сталелитейных цехах с индукционными печами шихтовой двор обслуживается подъездным путем и мостовым магнитным краном. Шихтовые материалы хранятся в закромах. Набор металлической шихты будут осуществлять с ...
... 5000 мг/л. Наличие этих загрязнений препятствует повторному использованию сточных вод, а их сброс ведёт к загрязнению водоёма [17]. 11.3.2 Мероприятий по защите окружающей среды Технологические процессы литейного производства сопровождаются образованием огромных количеств различных пылей и газов, которые загрязняют атмосферу. Отвалы отработанных смесей и неочищенные сточные воды, сбрасываемые ...

... машиностроения. Около 40% всех заготовок, используемых в машиностроении, получают литьем. Однако, литейное производство является одним из наиболее экологически неблагоприятных. В литейном производстве применяется более 100 технологических процессов, более 40 видов связующих , более 200 противопригарных покрытий. Это привело к тому, что в воздухе рабочей зоны встречается до 50 вредных веществ, ...
... тепловозов ТЭ136 мощностью 6000 л.с. в секции и тепловоза ТЭ127 для экспорта. Проводилась реконструкция завода, техническое и технологическое переоснащение [3]. К 1989 году объединение «Лугансктепловоз» второй год работало в условиях полного хозяйственного расчета и самофинансирования. В сравнении с 1987 годом в объединении наметились некоторые положительные тенденции в темпах роста объемов ...
0 комментариев