ОБЩИЕ ПОЛОЖЕНИЯ
Выбор и утверждение темы дипломного проекта
Получение задания на дипломное проектирование
Библиографический поиск и изучение специальной экономической литературы по теме проекта
Изучение исходных литературных источников и подготовка теоретической части дипломного проекта
Разработка и обоснование целесообразности технических мероприятий
Оформление пояснительной записки
Подготовка доклада для защиты дипломного проекта
Введение
Расчет, систематизация и анализ показателей, характеризующих фактическое со-стояние исследуемой проблемы
Экономическая часть
Финансовые результаты
Анализ состояния деятельности предприятия (цеха, бригады)
Анализ организации вспомогательного производства и обслуживающих хозяйств
Анализ производства и реализации услуг
Году численность работающих предприятия увеличилась по сравнению f годом на 68 человек, что составило 123%
Анализ производительности труда
Анализ себестоимости, прибыли и рентабельности в ТОО "Элегия"
Рекомендации по проведению анализа использования рабочего времени
ПОТ +НТД+(ОТЛф -ОТЛ,)/ К
Коэффициент возможного уплотнения рабочего дня н
ннн
Где вы получаете бытовые услуги: на предприятиях сферы быта - СБ;
Какие дополнительные виды услуг вы хотели бы получать (нужное подчеркнуть) (выбрать по профилю предприятия)
Навигация
ПОТ +НТД+(ОТЛф -ОТЛ,)/ К
Организация производства
184203
знака
194
таблицы
4
изображения
1 ПОТ +НТД+(ОТЛф -ОТЛ,)/ К,
—————-о^
Кс - коэффициент сокращения потерь рабочего времени.
При устранении всех потерь и лишних затрат рабочего времени максимально возможное повышение производительности труда составит:
| П. |
| ОП-ОП, ОП. |
| .100. |
Пример индивидуальной фотографии рабочего времени швеи-мотористки, выполняющей операцию "обтачка низа изделия", приведен в таблице.
Таблица Индивидуальная фотография рабочего дня
Форма 1
| Предприятие 000 "Светлана" Цех пошива легкого платья |
| Наблюдательный лист фотографии |
| Лист № № |
Отделение № 4
| Дата наблюдений Начало наблюдений |
| Конец наблюд. |
| Продолж. работы |
| Фамилия наблюдателя |
20.02.1997г. 8 ч. 00 мин. 17 ч. 00 мин. 8ч. Петров
Характеристика рабочего места
Вид оборудования Инвентарный номер Состояние Инструмент
Швейная машина 1022 кл 123 Хорошее Ножницы, игла и ТМ
91
Характеристика работы
| Наименование детали | Наименование операции |
| Блуза | Обтачать низ изделия |
Организация и обслуживание рабочего места
Общая характеристика рабочего места Рабочее место обеспечено необходимым инвентаре»
| Порядок обслуживания рабочего места: а) работой б) инструментом |
| Работой снабжается с перебоями, из-за чего возникают простои у рабочего Необходимого инструмента не хватает; рабочий сам затачивает инструмент |
Форма 2
Примерный вариант заполнения наблюдательного листа ФРД
| № | Что наблюдалось | Текущее время, мин | Продолжит. мин. | Выработка | Индекс |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Начало работы в 8ч | |||||
| 1 | Знакомится с заданием | 8ч 07 мин. | 7,0 | ПЗ | |
| 2 | Достает материалы | 8,5 | 1,5 | 00-1 | |
| 3 | Уходит за инструментом | 13.5 | 5,0 | HP-1 | |
| 4 | Обрабатывает первую деталь | 30,5 | 12,0 | 1 дет. | on |
| 5 | Уходит за технологом | 38,0 | 7,5 | HP | |
| 6 | Обработка трех деталей | 9ч 17 мин | 36,5 | 4-я дет. | on |
| 7 | Посторонние разговоры | 20,0 | 3,0 | от | |
| 8 | Обработка трех деталей | 53,5 | 33,5 | 7-я дет. | on |
| 9 | Стоит, нет эл. энергии | 10ч 03 мин | 9,5 | no | |
| 10 | Обработка двух деталей | 26 | 23,0 | 9-я дет. | on |
| 11 | Разговаривает с товарищем | 29 | 3,0 | ПР-3 | |
| 12 | Ушел за недостающими материалами | 34 | 5,0 | HP-2 | |
| 13 | Обработка деталей | 54 | 33.0 | 16-я дет. | on |
| 14 | Преждевременно кончает работу, уходит на обед (обед с 12 до 13 ч) | 12 ч. 00 мин. | 6,0 | ПР-1 | |
92
Продолжение формы 2
| Что наблюдалось | Текущее время, мин | Прододжйс. •ывя.1.,., | 6cff»ca | Индекс | |
| 2' . ' | - • 3 • | 4, ; "• | •Т , | 6 | |
| Обед с 12 до 13 ч | |||||
| 1s | Начинает работу с опозданием | 13 ч 04 мин | 4 | ПР-1 | |
| i6 | Ушла за бригадиром | 7,5 | 3.5 | НР-3 | |
| 17 | Указывает бригадиру на дефекты образцов | 12,0 | 4,5 | ПО-9 | |
| 18 | Ждет слесаря для ремонта оборудования | 16,0 | 4,0 | ПО-10 | |
| 19 | Показывает слесарю дефекты машины | 20,0 | 4,0 | ПО-9 | |
| 20 | Ждет окончания ремонта станка | 28,5 | 8,5 | ПО-6 | |
| 21 | Проверяет оборудование в присутствии слесаря | 31,0 | 2,5 | НР-7 | |
| 22 | Обработка деталей | 14 ч 05 мин | 34,0 | 19-я дет. | ОП |
| 23 | Смазывает машину | 7,0 | 2,0 | ТО-4 | |
| 24 | Обработка деталей | 54,0 | 47,0 | 23-я дет. | ОП |
| 25 | Посторонний разговор | 56,0 | 2,0 | ОТ | |
| 26 | Обработка четырех деталей | 15 ч 43,5 мин. | 27-я дет. | ОП | |
| 27 | Затачивает иглу | 47 | 3,5 | ТО-4 | |
| 28 | Обработка деталей | 16 ч 37 мин | 50,0 | 32-я дет. | ОП |
| 29 | Убирает отходы | 39 | 2,0 | - | ТО-4 |
| 30 | Обтирает тряпкой машины | 42,0 | 3,0 | - | 00-2 |
| 31 | Смазывает машины | 47,0 | 5,0 | - | 00-3 |
| 32 | Сдает работу бригадиру | 50,5 | 3,5 | - | ПЗ-7 |
| 33 | Убирает инструмент | 56,0 | 1,5 | - | ПЗ-4 |
| 34 | Кончает работу раньше срока | 56,0 | 4,0 | • | 00-1 |
| 35 | Конец наблюдений | 17ч | ПР-1 | ||
93
Форма 3
Карта обработки информации
| Категория рабочего времени | Наименование затрат времени | Индекс | Сумм. йрбд-ть, мин. | Норм. прод-ть, | Лишние затраты времени | |
| мин. | мин. | %кобщему набл. времени | ||||
| 1 | 2, | 3 | 4 | 5 | б | 7 |
| Подготовительно-заключительное время Т„., | Ознакомление с заданием, получение специального инструмента, материала | пз | 17,0 | 8 | 9,0 | |
| Оперативное время •°п | оп | 362,5 | 302,0 | 60,5 | ||
| Время обслуживания рабочего места организационное Too | Раскладывание и уборка инструмента, чистка и смазка оборудования | 00 | 11,0 | |||
| Время обслуживания рабочего места техническое Туо., мин. | Смена и заточка инструмента, под-наладка машины, сборка раб. места | то | 12,5 | • | ||
| Отдых Тотд | Отдых и личные надобности | отл | 6,0 | |||
| Время на отдых и обслуживание Тстд4" Товс, мин | 29,5 | 13,4 | 16,1 | |||
| Время непроизводительной работы Тир., мин | Хождение за инструментом, материалом или заготовками и др. | HP | 23,5 | 23,5 | ||
| Простои, вызванные нарушениями нормального хода производственного процесса. Тпо | Отсутствие энергии, служебный раз говор, ожидание вспомогательных рабочих и др. | пот | 30,5 | 30,5 | ||
| Простои, связанные с нарушениями трудовой дисциплины, 1 m)) МИН. | Позднее начало и раннее окончание работы, посторонние разговоры и др. | нтд | 17 | 17 | ||
| Всего | 480 | 323,4 | 15<,6 | |||
| Общей время наблюдения^ | 100 | |||||
| 94 | ||||||
|
|

На наблюдательных листах производится предварительная обработка наблюде-: определяется продолжительность каждого элемента; для каждого элемента пени устанавливается его условное обозначение - индекс (табл. 1). В карте об-этки производится окончательная обработка результатов фотографий:
1) все элементы времени, которые наблюдались, распределяются по отдель-[ категориям и группам затрат в зависимости от присвоенных им индексов;
2) определяется суммарная продолжительность затрат времени сначала по каждому виду затрат, а затем по отдельным категориям рабочего времени; полученные данные заносятся в колонку 4;
3) в колонку 5 заносятся нормативные продолжительности отдельных видов затрат; эти продолжительности определяются по существующим нормативам;
4) разница между фактическими и нормативными затратами заносится в колон-ху 6 (в мин) и в колонку 7 (в %) ко всему времени наблюдений;
5) данные колонки 7, т.е. лишние затраты или потери, выраженные в % от всего времени наблюдения, позволяют определить коэффициент возможного управления рабочего дня К, и коэффициент возможного повышения производительности труда К^;
6) указываются необходимые мероприятия по ликвидации потерь.
Нормативная продолжительность устанавливается для подготовительно-заключительного времени, для оперативного времени (основного и вспомогательного) и времени обслуживания рабочего места. Нормативная продолжительность оперативного времени определяется из технико-нормировочной карты как произведение величины оперативного времени, необходимого для обработки одной детали, на число обработанных деталей. В нашем примере по данным технико-нормировочной карты оперативное время составляет 9,43 мин; общее время
Топ = 9,43 х 27 = 302,0 мин.
Нормативная продолжительность времени на обслуживание рабочего места и отдых в технико-нормировочной карте составляет 4,6% от нормативного оперативного времени (от 302,0 мин), т.е. 11,5 мин. Нормативная продолжительность подготовительно-заключительного времени составляет 8 мин.
Определение коэффициентов возможного уплотнения рабочего дня и возможного повышения производительности труда
Похожие работы

... числу персонала – 84 человека, отражено на диаграмме 2.2.1. Диаграмма 2.2.1. Организационная структура и требования к персоналу представлены в Приложении 2. 2.3. Производственный план цеха по формованию внутренних стеновых панелей Начало производства внутренних стеновых панелей намечено на июль 2002 года. План производства на первый год работы формовочного цеха согласован с предварительным ...
... ткани арт. 7205, то и Ме мотального перехода, перематывающего уток, больше для ткани арт. 7205. II. Для объяснения влияния ассортимента на показатель мощности приготовительных отделов ткацкого производства составим таблицу 3.12., в которой индекс мощности раскрывается через индексы основных параметров технологического процесса и заправочные параметры. Индексы мощности отделов, перерабатывающих ...
... уборки зависит в основном от наличия техники и погодных условий. Лучшие результаты дает сочетание обоих способов. Оптимальный срок длительности уборки 10-12 дней. Основные показатели производства зерна. СХПК «Красный доброволец» находится в Петровском районе Тамбовской области в непосредственной близости от райцентра. ИНН 6813000079 СХПК «Красный доброволец» хозяйство среднего размера, ...

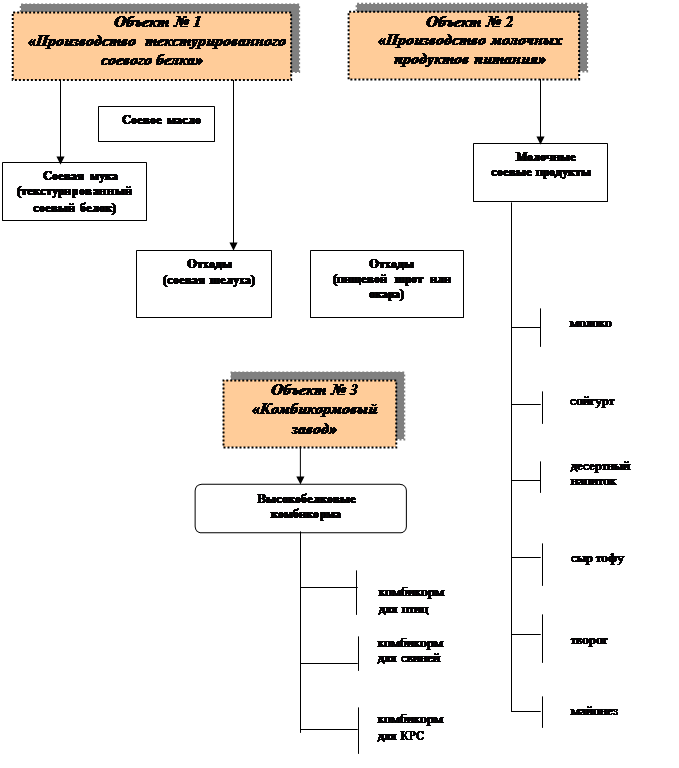
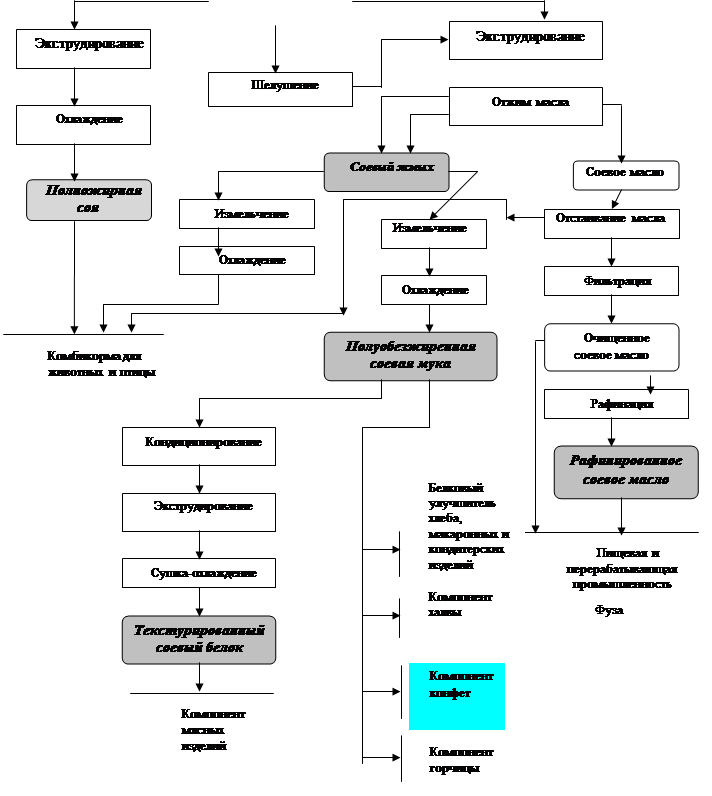
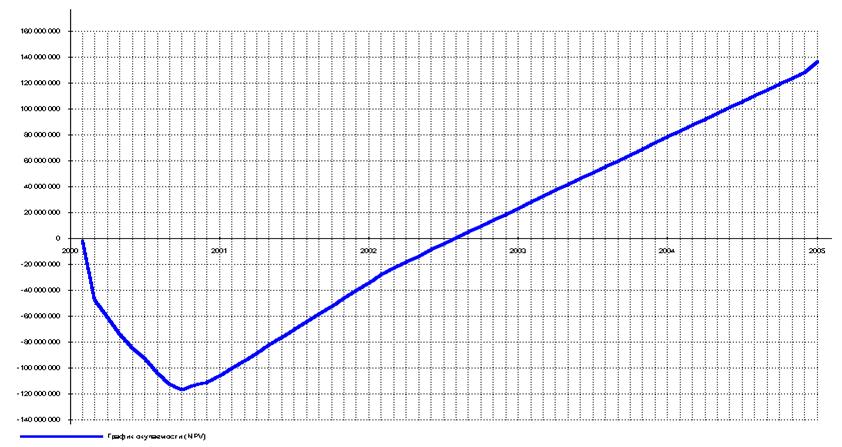
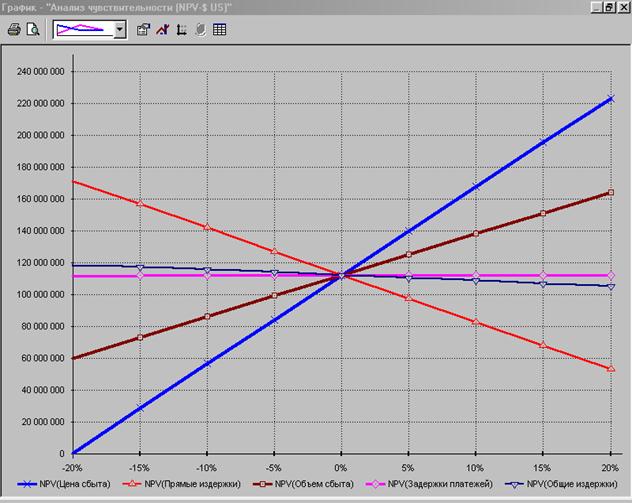
... и текстураты соевых белков являются наиболее распространенными производным сои с широко применяются в пищевой промышленности и производстве специализированных питательных смесей. Финансовая модель Оценка эффективности инвестиций в проект, являющийся предметом настоящего бизнес-плана, а также способности заемщика обслужить инвестиционный кредит, осуществлена с помощью финансовой модели. Периодом ...
0 комментариев