Смачиваемость
Влияние состава формовочной смеси
Влияние газопроницаемости формы
Уменьшение размеров зерна
Глубина проникновения пригарного слоя не пропорциональна увеличению количества ударов бабы копра
Применение восстановительных добавок
Верхняя часть отливок,
- 40-50
Рекомендации по выбору противопригарных
Навигация
Применение восстановительных добавок
Анализ методов сокращения пригара на стальном литье
125123
знака
23
таблицы
0
изображений
3.6. Применение восстановительных добавок
Для предохранения металла от окисления во время заливки в состав покрытий и смесей вводят органические вещества, которые при соприкосновении с расплавом сгорают или, пирогенно разлагаясь, способствуют созданию в форме восстановительной атмосферы. При получении наиболее сильно окисляющихся легированных стальных отливок для создания восстановительной атмосферы сухие формы поверх обычных противопригарных покрытий окрашивают дополнительно кузбасслаком или асфальтовым лаком[3]. Образующаяся при этом восстановительная атмосфера либо препятствует образованию химического пригара, либо восстанавливает высшие окислы железа до низших, чем способствует образованию легкоотделяемого пригара. Восстановительная атмосфера должна возникать в полости формы с момента поступления первых порций расплава и сохраняться в ней до окончания химического взаимодействия между окислами металла и формы. Для восстановления уже образовавшихся окислов в состав покрытий вводят активные окислители: алюминий, марганец, титан и др.
Одним из путей предотвращения окисления затвердевающей отливки является искусственное создание на поверхности формы вязкой расплавленной пленки шлака, препятствующей поступлению кислорода. Для этой цели в состав красок вводят щелочи, жидкое стекло или соли, образующие при расплавлении вязкие шлаки.
Создание в форме восстановительной или нейтральной среды в ряде случаев оказывает положительное влияние на условия образования пригара.
Так, Л. Е. Плотинский показал, что создание восстановительной среды в форме и нанесение на ее поверхность каменноугольной смолы позволяет получать стальные отливки (в том числе из высоколегированных хромоникелевых сталей) с поверхностью, свободной от плен и пригара. Но так как углеродосодержащие добавки быстро сгорают в форме то их рекомендуется применять только для мелких отливок[10].
Применять в качестве добавки в формовочные смеси для стального литья углеродосодержащие вещества (мазут, каменный уголь и др.) не следует, так как при этом может происходить науглероживание поверхности стальной отливки и вследствие этого усиление проникновения стали в поверхность формы и увеличение толщины пригара[4,6,9].
3.7. Применение окислительных добавок
При заливке формы на поверхности стальной отливки образуется пленка из металлических окислов. Температура плавления некоторых из них ниже температуры заливки. Такие окислы оказываются перегретыми и жидкоподвижными. Поэтому они проникают в поры формы и, взаимодействуя с формовочными материалами, образуют легкоплавкие силикаты, которые увеличивают пригар.
Наиболее активно взаимодействует с железными окислами кварцевый песок (кремниевая двуокись реагирует с FeO и МnО, образуя легкоплавкие соединения).
Термодинамические исследования дают возможность представить протекание вероятных реакций в форме:
Fe + O2 FeO;
Fe + Н2О FeO + 2Н;
2FeO + SiO2 2FeO • SiO2;
В формах из быстротвердеющих смесей с жидким стеклом протекает следующая реакция:
Na2O • SiO2 + 2Fe +O2 2FeO • SiO2 + Na2O
Предполагается, что связующим звеном между поверхностью отливки в
2 FeO •SiО2 служит находящийся между ними слой железных окислов. Для уменьшения вероятности образования пригара необходимо создавать условия, затрудняющие проникновение металла в поверхностный слой формы и его окисление. Это достигается введением в смесь неорганических добавок, выделяющих кислород при нагреве[6,10,4,11].
Лучших результатов можно достичь введением в быстротвердеющую смесь (в равных соотношениях в частях по массе) 0,1-0,3 V2O5 и Na2SО4[6]. В этом случае основной причиной образования легкоудаляемого пригара и получения чистой поверхности отливки являются процессы, протекающие на границе металл - форма, в результате которых окисляется проникший в форму металл и уменьшается контактная поверхность между отливкой и формой. При этом образуется силикат соответствующего состава и структуры, который снижает адгезию к поверхности отливки и облегчает устранение пригарной корки.
В результате введения в смесь окислителей могут создаться условия, препятствующие образованию пригара: разрыв связи между пригарными соединениями, проникшими в поры формы и приставшими к ее поверхности, этот разрыв наблюдается при введении в смесь окислителей, сжигающих пригарное соединение.
Анализ литературных данных[10,4,6,13], а также результаты проведенных опытов подтверждают, что в реальных условиях неизбежно, происходит проникновение металла в поры песчаной формы. Поэтому возникает задача уменьшить проникновение, устранить прожилки проникшего металла, а следовательно, уменьшить поверхность сцепления отливки с формой и адгезию контактирующих фаз. В условиях производства стальных отливок в сырых песчано-глинистых и песчано-бентонитовых формах это достигается путем создания на границе металла с формой сильноокислительной среды.
Испытания проводились на челябинских заводах: механическом и тракторном им. В. И. Ленина. Использовались для опытов наиболее распространенные формовочные пески: кичигинский марки К0315, басьяновский марки К016 и нижнеуральский марки Т01; в качестве связующего - оглинский и биклянский бентониты и нижнеуральская огнеупорная глина. Составы испытанных формовочных смесей и их физико-механические свойства приведены в табл.19. Как и следовало ожидать, лучшими свойствами обладают песчано-бентонитовые смеси. Их преимущества в том, что уменьшается количество связующего, улучшаются технологические свойства смеси, расширяется область применения сырых форм, сокращается трудоемкость изготовления отливок, улучшаются условия труда. Поэтому проблема замены огнеупорной глины более - качественным связующим требует практического решения.
Испытанию подвергались смеси из биклянского бентонита и огнеупорной глины[6].
Введение окислительных добавок в формовочные смеси практически не влияет на физико-механические свойства последних в исходном состоянии.
Таблица 19
Оценка чистоты поверхности стальных отливок
| Наименование (формула) окислителей | % окислителя | Связующее (бентонит, глина, каолин), % | Физико-химические свойства смеси | Температура заливки по пирометру | Беспригарная поверхность, К | |||
| К ед. | σ, кг/ см² | W, % | низ | верх | ||||
| Al2 (SO4) 3 Na2SO4 FeSO4 Fe2O3 Аl2 (SO4) з Na2SO4 FeSO4 Fe2O3 Цеховая смесь Смесь без окислителей Fе2Oз+ Na2SO4 Fе20з+ Na2SO4 | 1, 0 1, 0 1, 0 1, 0 2. 0 2, 0 2, 0 2, 0 1, 5 3, 5 0, 75 1, 0 | Огланл. 8, 0 8, 0 | 108 108 108 102 99 105 102 99 102 102 102 102 | 0, 40 0,42 0, 42 0, 43 0, 35 0, 65 0, 35 0, 43 0, 62 0, 34 0, 60 0, 55 | 5 5 5 5 5 5 5 5 6 5 4, 9 5. 5 | 1445 1445 1445 1445 1445 1460 1450 1445 1445 1450 1450 1450 | 60 -65 55 70 30 25 20 55 55 20-30 50-55 50 20-25 | 70 90-95 40-45 30 98 80-90 90 15-20 5-10 45-50 40 45-50 |
| Fе20з+ Na2SO4 Fе2Оз+ Na2SO4 Fе2Оз+ Na2SO4 T01 Na2S04+ Fе2Оз T01 Na2SO4+ Fe2O3 K016 Na2S04+ Fe2O3 K016 Na2S04+ Fe2O3 T01 Na2SO4+ Fe2O3 T01 Na2SO4+ Fе2Оз K0315 Na2SO4+ Fe2O3 K0315 Na2SO4+ Fe2O3 | 0, 4 1, 0 1, 25 3, 5 0, 6 1, 75 1, 0 0, 35 1, 0 0, 35 1, 0 0, 35 1, 0 0, 35 1, 0 0, 35 1, 0 0, 35 1, 0 0, 35 0, 1 0, 35 | 8,0 -- --- Бикл.10 -- -- -- -- -- -- глина18 | 108 119 99 75 75 99 88 99 80 326 241 | 0, 45 0, 60 0, 35 0, 48 0, 40 0, 42 0, 40 0, 50 0, 42 0, 50 0. 66 | 4, 5 5, 0 5, 0 4. 8 5, 0 4. 9 5, 0 4, 7 5, 4 4, 5 5, 2 | 1450 1450 1450 1480 1480 1480 1480 1470 1470 1470 1470 | 50 0 0 60 70 70 80 40 40 60 55 | 75-80 45-50 90 90-95 85-90 75-80 90-95 96-98 90-95 90 80-85 |
Это позволяет считать, что формовочные смеси с окислительными добавками
обладают такими технологическими свойствами в исходном состоянии, которые применимы для производственных условий.
Промышленные испытания на Челябинском механическом заводе. Опыты проводились на отливках из стали 20Л, весом 30 кг, с толщиной стенки 20-35 мм. Сталь заливали из стопорного ковша при температуре 1460-1500°
С. На отливке, изготовленной из цеховой смеси, образовался сильный пригар.
Составы испытанных облицовочных смесей готовились преимущественно на басьяновском песке, а также на кичигинском и нижнеувельском песках. В качестве связующего использовались бентониты, нижнеувельская огнеупорная глина и каолин (табл.20).
Таблица 20
Химические составы связующих материалов и глинистых составляющих песков, %
| Материал | SiO2 | Fe2O3 | FeO | Al2O3 | CaO | MgO | Na2O + К2O |
| Нижнеувельская огнеупорная глина Биклянскин бентонит Огланлинский бентонит Каолин Глинистая составляющая кичигинского песка То же, нижнеувельского песка То же, басьяновского песка | 53,60 54,60 69,71 46,46 50,19 63,62 49,22 | 2,23 6,25 1,17 0,78 2,38 2,45 11,95 | 0,21 0,53 0,21 - 0,32 0,25 0,56 | 27,94 20,08 11,58 38,80 27,07 23,29 15,84 | 0,34 1,20 1,86 0,56 0,45 0,77 1,84 | 0,64 2.15 2,12 - 0,60 0,62 1,70 | 0,80 2,18 2,86 - 1,69 1,88 3,13 |
Анализ приведенных в таблице данных показывает, что химический состав материалов изменяется в довольно широких пределах. Содержание Fe2Oз и окислов щелочных металлов в биклянском бентоните и глинистой составляющей басьяновского песка высокое, что способствует образованию легкоплавких силикатов. Учитывая их более высокую окислительную способность и благоприятные условия образования легкоплавких составляющих, применение этих материалов наиболее целесообразно.
Полученные данные показывают, что применение песчано-бентонитовых смесей несколько улучшает чистоту поверхности стальных отливок, по сравнению с цеховой смесью, однако пригар полностью не устраняется. Производственные испытания свидетельствуют, что введение в формовочную смесь (песчано-глинистую или песчано-бентонитовую) окислительных добавок определенного состава заметно улучшает чистоту поверхности стальных отливок. Лучшие результаты показали смеси со следующими окислительными добавками: 1% Fe2(SO4)3; 0,8-0,9% Аl(SO4)з; 0,8-1% FeSO4; 2% МnO2+0,66% Na2SO4; 0,25% VOSO4; 0,7% Na2B4O7+0,35% Fe2O3, 1% Na2SO4+0,35% Fе2Оз. Однако стабильно хорошие результаты показали облицовочные смеси с 1% сульфата натрия и 0,3% гематита (табл.19). Указанные окислительные добавки вводились в смеси на басьяновском, кичигинском и нижнеувельском песках с применением различных связующих: бентонитов, огнеупорной глины и каолина. Опыты показали, что добавки 1% сульфата натрия и 0,35% гематита обеспечивают образование легкоотделимото пригара как при использовании в смесях мелкого К016, так и крупного К0315 песков. Это дает основание считать, что при введении в смесь окислительных добавок определенного состава расширяются возможности применения песков различных марок. Таково немаловажное преимущество смесей с окислительными добавками, позволяющими использовать местные пески с безусловным экономическим эффектом. Однако применение мелких песков, способствующих уменьшению глубины и толщины прожилок металла, создает условия для более быстрого их окисления и поэтому более целесообразно, с точки зрения снижения пригара.
Кроме того, опыты показали, что вид связующего при использовании эффективных окислительных добавок не является главным фактором, определяющим чистоту поверхности отливок. Чистые отливки были получены как при использовании в качестве связующего бентонитов, так глины и каолина. Вместе с тем уменьшение количества связующего в смеси само по себе способствует образованию более качественной поверхности. Поэтому бентонитам, безусловно, необходимо отдать предпочтение.
Необходимо отметить, что в случае попадания в облицовочную смесь с окислительными добавками углеродистых материалов (например, не удален с поверхности графит) наблюдалось сильное увеличение пригара. Этот факт свидетельствует о недопустимости загрязнения окислительной смеси мазутом, графитом, смолой и т. д. На основании проведенной работы в цехе Челябинского механического завода был отработан и рекомендован для широкого опробования следующий состав облицовочной смеси:
1. Песок КО 16 - 100%
2. Биклянский бентонит - 10%
(или огнеупорная глина) - 18%
3. Водный раствор сульфата натрия (в пересчете на сухой материал) - 1 %
4. Гематит -0,35%
Промышленные испытания на Челябинском тракторном заводе им. В. И. Ленина
Испытания подтвердили ранее проведенные исследования о значительном улучшении чистоты поверхности стальных отливок, изготовленных в формовочных смесях с окислительными добавками. Вместо химически чистого гематита опробовали гематитовую руду. В опытах применялся химически чистый сульфат натрия.
После выбивки, ломки прибылей и литниковой системы беспригарная площадь в %:
Похожие работы
... смеси, состоящие из полевого шпата, кремнезема, каолина и жидкого стекла. Перейдем к экспериментальному рассмотрению условий образования пригара на стальных и чугунных отливках при использовании смесей с жидким стеклом.2.Методы качественной оценки пригара.2. КАЧЕСТВО ПОВЕРХНОСТИ ОТЛИВОК Шероховатость отличается от пригара тем, что 1) концентрация окислов на поверхности металла отливки ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
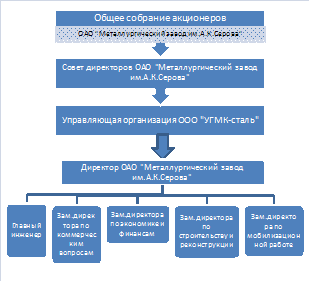
... Все планируемое к приобретению оборудование окупается в нормативные сроки. Во второй главе исследована организация инновационной деятельности ОАО «Металлургический завод им. А.К. Серова». Данный анализ служит предпосылкой разработок рекомендаций по совершенствованию инновационной деятельности предприятия, которые будут освещены в третьей главе дипломной работы. Наиболее существенными моментами ...
0 комментариев