Навигация
2. Расчётная часть
2.1 Расчёт времени отжига
Для расчёта времени отжига нам необходимо знать верхнюю и нижнюю границу отжига, а также термостойкость стекла. Эти данные можно взять из таблицы №2.1
Табл. №2.1
| Группа стекла | Марка стекла | Верхняя граница отжига Tв, 0С | Нижняя граница отжига Tн, 0С | Термостойкость, DT, 0С |
| Вольфрамовая | СЛ 40 | 550 | 430 | 200 |
| Молибденовая | СЛ 52 | 535 | 410 | 180 |
| Платинитовая | СЛ 96 | 520 | 410 | 110 |
| СЛ 97 | 505 |
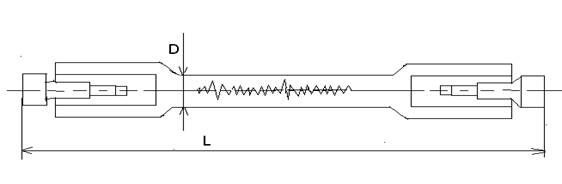
Для изготовления лампы накаливания общего назначения В 220 – 25 используют марку стекла СЛ 96-1. Следовательно, верхняя граница отжига Тв = 520 0С, нижняя граница – Тн = 410 0С, термостойкость - DТ = 110 0С, толщина стенки лампы а = 0,1 см.
 Отжиг лампы складывается из следующих операций: нагрев (1), отжиг (2), постепенное охлаждение (3) и быстрое охлаждение (4) (рис. 2.1).
Отжиг лампы складывается из следующих операций: нагрев (1), отжиг (2), постепенное охлаждение (3) и быстрое охлаждение (4) (рис. 2.1).
Для того чтобы найти общее время отжига нужно знать время этих операций. Для этого с помощью формул (2.1), (2.2), (2.3), найдем сначала скорости нагрева (С1) и скорости охлаждения (С3 и С4), скорость второй операции С2 = 0
![]()
, (2.1)
![]()
, (2.2)
![]() , (2.3)
, (2.3)
где: скорости нагрева и охлаждения, 0С/мин.
Проведём расчёты по этим формулам:
С1 = (0,3/0,12)*110; С1 = 3300 0С/мин
С3 = (0,075/0,12)*110; С3 = 825 0С/мин
С4 = (0,5/0,12)*110; С4 = 5500 0С/мин
Теперь, зная значение C1 , C3 , C4 можно найти время этих операций по следующим формулам:
![]() , (2.4)
, (2.4)
, (2.5)
 , (2.6)
, (2.6)
, (2.7)
Найдём значения времени для каждой операции:
t1 = (520 – 25)/3300; t1 = 0.15 мин
t2 = 10 + 10*0.12; t2 = 10.1 мин
t3 = (520 – 410)/825; t3 = 0.13 мин
t4 = (410 – 25)/5500; t4 = 0.07 мин
Следовательно, общее время обжига можно рассчитать по формуле:
t = t1 + t2 + t3 + t4 , (2.8)
t = 0.15 + 10.1+0.13+0.07; t = 10.45 мин
На основании этих данных построим график зависимости времени отжига колбы от температуры (рис. 2.2)
2.2 Расчёт времени заварки ламп.
Заварка ламп является основной сборочной операцией при изготовлении ламп. Она заключается в герметичном соединении собранной ножки с колбой. Процесс заварки ламп заключается в постоянном разогреве стекла горла колбы до температуры обработки. Подробнее об этом процессе написано в пункте 3.10 данного курсового проекта.
Для расчёта времени необходимого для проведения заварочной операции пользуются следующими формулами:
1) количество теплоты, передаваемое поверхности стекла изделия от газовой горелки определяется:
Qист = a*( Tист – Тст)*F*t, (2.9)
где: a - коэффициент стеклоотдачи, кал*см2*с*К;
Тист – температура источника нагрева, 0С;
Тст – температура стекла,0С;
F – площадь, 0С;
t - время нагрева, с.
2) количество теплоты, которое проходит от наружной поверхности стекла к внутренней в результате теплопроводности:
Q’ = l*( Tст’ – Tст’’) *F*t/a , (2.10)
где: l - коэффициент теплопроводности, кал*с-1*К-1*см-1;
Тст’ – температура внешней поверхности стенки, 0С;
Тст’’ – температура внутренней поверхности изделия, 0С;
а – толщина стенки изделия, см.
3) количество теплоты, необходимое для нагрева изделия:
Qт = m*c*( T – T0 ), (2.11)
где: m – масса нагреваемого стекла, г;
с – удельная теплоёмкость, кал*г-1*К-1;
Т – температура до которой необходимо нагреть изделие, 0С;
Т0 – температура окружающей среды, 0С.
3) Количество теплоты, которое подходит к внутренней поверхности стекла должно быть равно количеству, необходимому для нагрева:
Qт = Q’ (2.12)
Из уравнения (2.12) можно найти время заварки:
 (2.13)
(2.13)
Площадь поверхности F находится по следующей формуле:
F = p*dг*h , (2.14)
где: dг – диаметр горловины, см;
h – ширина зоны заварки, см.
Объём колбы рассчитывается по формуле (2.15)
 (2.15)
(2.15)
Найдём из формул (2.14) и (2.15) объём и площадь:
F = 3.14*3.6*0.3; F = 3.39 см2
V = 3.14* 0.3*(3.62 – (3.6 – 0.1)2)/4; V = 0.167 см3
Массу стекла можно найти по следующей формуле:
m = r*V, (2.16)
где: r - плотность стекла, г/см3
Масса стекла будет равна:
m = 2.5*0.167; m = 0.418 г
Подставляя в формулу (2.13) данные, получаем:
t = 0.418*0.15*(1000-25)*0.1/0.0019*(1000-900)*3.39; t = 9,49 с.
3. ТЕХНОЛОГИЧЕСК АЯ ЧАСТЬ
3.1 Схема технологического процесса
Рис. 3.1 Схема технологического процесса изготовления лампы накаливания
Похожие работы
шли широкое применение в производстве галогенных ламп бромистый метил (СН3Вг) и бромидный метилен (СН2Вг2). 2 Технологический процесс изготовления кварцевой галогенной лампы 2.1 Физические свойства кварцевого стекла и методы его обработки Значительное уменьшение габаритных размеров галогенных ламп и необходимость создания условий для действия галогенного цикла потребовали наличия высоких ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...


... (тема, объект, его составные части) Цель поиска информации Страна поиска Классификационные индексы Наименование источника поиска информации Энергосберегающее оборудование и технологии кристаллизации растворов солей Снижение энергозатрат на процесс кристаллизации сульфата натрия из осадительной ванны Россия Пат. 1752115 РФ, МКН G21F 9/16 Айзенштейн В.Г., Захаров М.К.,Носов Г.А., ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев