Навигация
3.6 Изготовление ножек
Ножки предназначены для обеспечения герметичного ввода в лампу, крепления внутренних деталей ламп. По конструкционному признаку они подразделяются на бусинковые, гребешковые, и плоские ножки. Бусинковые ножки применяются для изготовления миниатюрных ламп накаливания, плоские – для изготовления специальных ламп. Гребешковые широко применяются для изготовления различных источников света, в том числе и для лампы В 220-25. Ножки собирают из тарелок, штабика, штенгеля и электродов. Иногда применяют один длинный штенгель вместо раздельных штабика и штенгеля.
Ножки могут иметь один ввод (софитные лампы), два – большинство источников света, три и более – двухсветные лампы и специальные источники света. Кроме электродов, могут впаиваться поддержки. При этом необходимо соблюдать условие, чтобы расстояния от впая до края лопатки и до откачного отверстия были не менее 0,5 мм. Диаметр откачного отверстия должен быть приблизительно равным диаметру штенгеля.
Изготовление ножек на автомате.
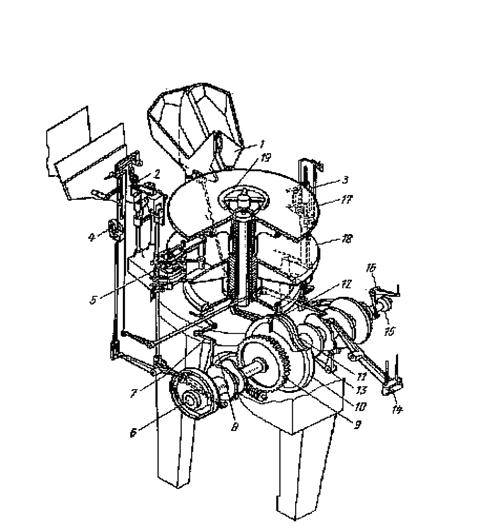
Ножечный автомат представляет собой высокопроизводительную многопозиционную машину карусельного типа (рис. 3.3).
По окружности карусели на одинаковом расстоянии друг от друга размещены 28 невращающихся клещей, предназначенных для транспортировки полуфабрикатов ножки от одного исполнительного механизма к другому.
Автомат снабжён механизмами автоматической загрузки в клещи штабиков, тарелок, штенгелей и электродов, а также механизмом перегрузки готовых ножек в печь отжига. Все загрузочные механизмы автомата сблокированы между собой при помощи механических и электрических устройств для того, чтобы при пропуске в подаче отдельных деталей приостановить подачу последующих деталей.
Распределительный вал 6 получает вращение от приводного шкива 8 посредством червячной передачи 9. На распределительный вал 6 насажены кулачки, преобразующие вращательное движение в возвратно-поступательное.
Таким образом, распределительный вал управляет в заданной последовательности всеми рабочими механизмами автомата и производимыми на автомате операциями.
На ножечном автомате расколотки для штамповки ножек установлены неподвижно на станине и поочерёдно штампуют все ножки в два приёма. Откачное отверстие продувается тоже в два приёма.
 Горелки во время перемещения карусели отводятся рычагами назад и в момент остановки карусели возвращаются в исходное рабочее положение.
Горелки во время перемещения карусели отводятся рычагами назад и в момент остановки карусели возвращаются в исходное рабочее положение.
1- механизм загрузки тарелок; 2 – механизм загрузки штенгелей; 3 – механизм съёма ножек;
4 – уравнитель тарелок; 5 – клещи; 6 – распределительный вал; 7 – рычаг открывания клещей;
8 – приводной шкив; 9 – червячная передача; 10 – кулак поворота карусели; 11 – улитка;
12 – ролик для поворота карусели; 13 – рычаг отклонения горелок во время поворота карусели;
14 – рычаг привода расколоток; 15 – ролик привода цепи печи отжига;
16 – рычаг к золотнику, регулирующему продувание отверстия в ножке; 17 – верхний диск карусели;
18 – нижний диск карусели; 19 – маховик подъёма и опускания верхнего диска карусели.
Рис. 3.3 Автомат сборки ножек
На позиции 1 автомата в губки-держатели клещей автоматически загружается из бункера штабик. В бункер штабики засыпаются в неориентированном положении из расчёта работы автомата в течение 1 часа.
На позиции 2 в губки-тарелкодержатели загружается автоматически тарелка из бункера. В бункер тарелки засыпаются в неориентированном положении, полностью заполненный тарелками бункер обеспечивает работу автомата в течение 25-30 мин.
На позициях 4 и 5 из электродного магазина через направляющие воронки соскальзывают внутрь тарелки одновременно два электрода. На участке от позиции 4 до позиции 7 укреплена кулиса, не позволяющая электродам занимать произвольное положение до тех пор, пока не закроются губки, фиксирующие положение внешних звеньев электродов.
В каждый бункер одновременно загружаются электроды в количестве, необходимом для обеспечения работы автомата в течение 45 мин.
На позиции 6 тарелка поднимается до требуемой высоты – на 4-5 мм выше верхней плоскости нижних распределителей электродов.
На позиции 7 в губки зажима штенгеля автоматически загружаются штенгели в количестве, обеспечивающем работу автомата в течение 1 часа. На этой же позиции начинается нагрев тарелки слабым пламенем горелки.
На позиции 8 специальным механизмом осаживаются тарелка и штенгель для придания им требуемого положения относительно друг друга. Тарелка в губках-держателях осаживается настолько, чтобы между её торцом и верхней плоскостью нижних распределителей электродов образовался зазор 0,8-1 мм, он обеспечивает хороший разогрев нижнего торца тарелки и в момент штампования лопатки предотвращает прилипание разогретой стеклянной массы к нижним распределителям электродов. Расстояние между нижним концом штенгеля и верхним концом штабика должно быть около 3 мм.
При соблюдении такого расположения стеклянных полуфабрикатов в держателях клещей сварка их пламенем газовых горелок, образование лопатки и впаивание электродов в лопатки будут происходить нормально.
На этой же позиции ножки более энергично подогреваются пламенем горелок.
С позиции 9 до 18 тарелка, штабик и штенгель нагреваются огнями откидных парных угловых горелок с соплами, направленными друг против друга.
На позиции 9 пламя горелок обогревает нижнюю часть тарелки, на позиции 10 зона обогрева стекла поднимается несколько вверх, на 11 – пламя обогревает часть тарелки, необходимую для нормального образования лопатки. На позициях 12-14 устанавливаются «средние» огни с постепенно возрастающей интенсивностью пламени. Огни направляются на среднюю часть тарелки. На позиции 14 стекло тарелки приобретает такую степень пластичности, что кромки торца тарелки начинают несколько деформироваться под действием пламени горелок и прогибаются по направлению к телу штабика. На позиции 15 под действием огней горелок стекло тарелки становится ещё более пластичным, разогретые стенки тарелок прогибаются в сторону штабика и штенгеля настолько, что уже начинается спай стекла в одну массу. Необходимо следить за расположением и интенсивностью пламени горелок. Нельзя допускать зализывания огнями платинита во избежание интенсивного выделения газов, которые могут образовать цепочку пузырьков, ухудшающих газонепроницаемость спая. С позиции 16 до позиции 18 настраиваются «жёсткие» огни. На этих позициях сборка тарелки, штабика и штенгеля происходит ещё более интенсивно, платинит электродов закрывается стеклянной массой, и происходит окончательный спай стеклянной массы полуфабрикатов. На позиции 16 специальной горелкой производится оплавление стекла торца штенгеля. На позиции 19 автоматически штампуется лопатка (первая штамповка) двумя сходящимися расколотками. Огни настраивают «средние» во избежание прилипания стекла к накладкам губок расколоток в момент штамповки лопатки. Толщина лопатки должна быть равна диаметру штабика, эта толщина регулируется с помощью ввёрнутых в губки винтов, которые упираются в друг друга и тем самым создают необходимый зазор между расколотками. На позиции 20 настраиваются «жёсткие» огни поскольку в момент штамповки лопатки стеклянная масса заметно охлаждается от соприкосновения со стальными накладками губок расколоток. Пламя направляется в верхнюю зону лопатки с целью подготовки для продува откачного отверстия и раздува части тарелки в месте перехода в лопатку.
На позиции 21 огни «жёсткие», производятся продувание откачного отверстия и раздув лопатки в месте перехода.
На позиции 22 производится вторичная штамповка лопатки, при этом её толщина должна быть немного меньше диаметра штабика (0,85-0,9 диаметра). На этой же позиции продолжается раздувание лопатки до придания шейке ножки почти сферической формы, а также контрольное продувание откачного отверстия. Настраивают «жёсткие» огни.
На позиции 23 настраивают «мягкие» огни, происходит оплавление неровных краёв откачного отверстия. С этой позиции начинается плавное охлаждение лопатки ножки.
На позициях 24-27 огни отсутствуют – ножки остывают.
На позиции 28 готовая ножка съёмником передаётся в печь отжига для снятия внутренних напряжений.
Похожие работы
шли широкое применение в производстве галогенных ламп бромистый метил (СН3Вг) и бромидный метилен (СН2Вг2). 2 Технологический процесс изготовления кварцевой галогенной лампы 2.1 Физические свойства кварцевого стекла и методы его обработки Значительное уменьшение габаритных размеров галогенных ламп и необходимость создания условий для действия галогенного цикла потребовали наличия высоких ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...


... (тема, объект, его составные части) Цель поиска информации Страна поиска Классификационные индексы Наименование источника поиска информации Энергосберегающее оборудование и технологии кристаллизации растворов солей Снижение энергозатрат на процесс кристаллизации сульфата натрия из осадительной ванны Россия Пат. 1752115 РФ, МКН G21F 9/16 Айзенштейн В.Г., Захаров М.К.,Носов Г.А., ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев