Навигация
3.15 Отпайка ламп
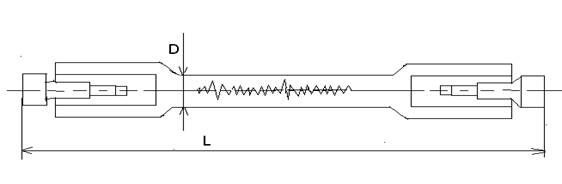
Вакуумные лампы после завершения откачки автоматически отпаивают от откачного автомата. Огни горелок на одной - двух позициях, предшествующих позиции отпайки, нагревают штенгель лампы до температуры близкой к размягчению. Далее на позиции отпайки специальный механизм, приводимый в действие одним из кулачков распределительного вала автомата, приподнимает лампу и заставляет размягчённое место штенгеля растянуться и сузиться в каппилярную перетяжку. Отпаячные огни переплавляют в месте перетяжки стекло и отделяют лампу от нижней части штенгеля. Лампа подхватывается другим механизмом и переносится в транспортёр для передачи на следующую операцию.
Правильная отпайка ламп требует точной настройки огней отпаячной горелки. Неточная настройка может служить причиной натекания воздуха в лампу. Наличие внутренних напряжений в носике может привести к его растрескиванию. Полезным средством против натекания и растрескивания служит предварительный подогрев штенгеля пред позицией отпайки. Подогревные огни позволяют поддерживать отпаячные огни менее резкими и бычтро отпаивать лампы за время кратковременной остановки карусели, что особенно важно для автоматов с большой производительностью.
Во время отпайки из размягченного стекла выделяется абсорбированный газ, ухудшающий вакуум в лампах. Его приходится впоследствии обезвреживать газопоглотителем. Предварительный подогрев места будущего носика на одной – двух позициях, предшествующих позиции отпайки, позволяет откачать из лампы значительную часть газа, выделяющегося из штенгеля.
На автоматах откачки вакуумных ламп накаливания отпайку ведут на заглушённой позиции; при такой схеме поломка штенгеля или такой лампы на позиции отпайки не вызывает понижения давления в последующих лампах.
Носик при отпайке иногда втягивается с образованием непрочного, тонкостенного, легко разрывающегося пузырька или раздувается и прорывается. Втянутые носики могут получаться только у вакуумных ламп, потому что такие лампы откачивают до давления, значительно меньшего, чем атмосферное. С уменьшением атмосферного давления отпайка вакуумных ламп облегчается.
Сопла подогревных и отпаячных горелок должны давать одинаковые симметричные огни. Штенгель отпаиваемой лампы дожжен помещаться в середине между огнями. Огни горелок должны переплавлять штенгель на наименьшем расстоянии от горла лампы. При не соблюдении этих требований получается изогнутые носики.
Носик должен быть коротким, чтобы не мешать надеванию цоколя на лампу. Огни отпаячных горелок не должны задевать тарелок. Для их предохранения от растрескивания огни иногда экранируют металлической пластинкой. После отпайки следует оберегать разогретый носик от соприкосновения с холодными предметами. Вводы электродов перед загрузкой лампы в откачное гнездо или при движении на откачной карусели отводят от штенгеля, чтобы они не обгорали в огнях отпаячной горелки.
3.16 Изготовление цоколя
Резьбовые цоколи являются наиболее массовым типом цоколей для ламп накаливания общего назначения. Корпус резьбового цоколя чаще всего изготавливают из мягкой стальной ленты с последующим цинкованием для защиты от коррозии. Контактные пластины всегда изготавливаются из латуни. В качестве изоляции применяют специальные пластмассу или фарфор, стекло, скрепляющие элементы цоколя в единую конструкцию.
На отечественных электроламповых заводах изготовление резьбовых цоколей ведётся в следующей последовательности: штамповка корпуса, накатка резьбы на корпусе цоколя, штамповка контактной пластины, сборка цоколя, штамповка контактной пластины, сборка цоколя, травление, нанесение антикоррозионного покрытия.
Штамповка корпуса. Штамповка корпуса цоколя Е27-1 из стальной ленты производится на кривошипном прессе-автомате с грейферной подачей отштампованных корпусов. Из ленты шириной 54 мм вырубаются диски диаметром 55,5 мм с шагом 54 мм так, что края дисков оказываются срезанными, а от ленты остаются маленькие не связанные между собой треугольники. На первой операции вместе с вырубкой производится и первая вытяжка стаканчика диаметром 28,5 мм, который грейфером передаётся на вторую вытяжку, совмещённую с пробивкой отверстия диаметром 15 мм, а затем на заключительную операцию-обрубку облоя и калибровку, в результате которой стаканчик получает диаметр 26 мм, а высоту 22 мм. Таким образом, штамповка корпуса занимает три позиции и обычно на пресс-автомат устанавливаются две ленты.
При штамповке на многорядном (обычно четырёхрядном) штампе используется стальная лента шириной 250 мм, из которой вытягиваются четыре ряда стаканчиков. На первой позиции производится просечка двух концентрических прерывистых щелей диаметром 54 и 59 мм, отделяющих заготовку корпуса цоколя от ленты по контуру с сохранением небольших перемычек. Перемычки между щелями удерживают получившийся диск в ленте, которая и перемещает заготовки с позиции на позицию. При многорядной штамповке производится последовательно три вытяжки до диаметра 33; 26,1; 26,05 мм соответственно, после чего на отдельной позиции пробивается отверстие. Заключительной операцией является обрубка облоя, в результате чего готовый стаканчик отделяется от ленты. Оставшаяся перфорированная лента нарезается гильотинными ножницами, связанными со штампом, на мелкие полоски для удобства удаления отходов. Производительность прессов с многорядными штампами достигает 30-36 тыс. в час.
Травление цоколей. Стальные цоколи пред цинкованием травятся. Цоколи обезжиривают 2-10 % -ным раствором каустической соды и промывают в холодной проточной воде. Затем их травят в подогретом (не выше 50 0С) 15-20 %-ном растворе серной или 5-10 %-ном растворе соляной кислоты в течении 5-10 мин и промывают в проточной холодной воде.
Латунные цоколи сначала отбеливают, т.е. удаляют окислы и загрязнения, после чего производят блестящее травление – придают цоколям глянцевую поверхность и, наконец, пассивируют – создают постоянную плотную плёнку, сохраняющую естественный цвет латуни и предохраняющую от более глубокого окисления.
Для отбеливания применяют разбавленный водой раствор, предварительно использованный на блестящем травлении, после чего цоколи промывают в холодной проточной воде.
Цинкование стальных цоколей производят в гальванических ваннах. Во вращающийся барабан загружают одновременно до 3000 цоколей.
На латунные штанги подвешены цинковые плитки – аноды.
На цоколи через латунную или медную струну подаётся отрицательный потенциал. Ванна питается постоянным током при напряжении 9-11 В от двигателя-генератора.
Электролит для цинкования цоколей состоит из 300 – 350 г сернокислого цинка, 100 – 150 г сернокислого натрия, 20 - 30 г гидрата сернокислого алюминия на 1000 см3 воды. Плотность электролита 1180-1220 кг/м3.
При электролизе сернокислый цинк разлагается на положительные ионы цинка Zn+ и отрицательные – кислотного остатка SO4 . Ионы цинка, разряжаясь у катода (цоколей), осаждаются на их поверхность. Ионы кислотного остатка, достигая анода, реагируют с ним и образуют сернокислый цинк, который пополняет электролит.
Качество покрытия зависит от плотности тока в ванне, температуры, плотности электролита, концентрации водородных ионов, длительности процесса покрытия и др.
Температура электролита должна быть 40-50 0С, при этой температуре электрическая проводимость электролита наиболее высокая.
Концентрация водородных ионов (рН) должна быть около 4. При недостаточно кислом электролите (рН > 4,5) покрытие получается тёмным и крупнокристаллическим; при кислом (рН < 3,5) – покрытие светлое, но рыхлое и пористое. Для автоматического регулирования кислотности в электролит вводят сернокислый аммоний или алюминиевые квасцы.
Толщина покрытия цинком должна быть не менее 5 мкм, а для усиленного покрытия некоторых цоколей – не менее 10-12 мкм.
Обычно при массовом изготовлении цоколей Е27-1 травление и цинкование их производят автоматически. Автоматизация охватывает загрузку и выгрузку цоколей и последовательную транспортировку цоколей по монорельсу из одной ванны в другую.
Похожие работы
шли широкое применение в производстве галогенных ламп бромистый метил (СН3Вг) и бромидный метилен (СН2Вг2). 2 Технологический процесс изготовления кварцевой галогенной лампы 2.1 Физические свойства кварцевого стекла и методы его обработки Значительное уменьшение габаритных размеров галогенных ламп и необходимость создания условий для действия галогенного цикла потребовали наличия высоких ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...


... (тема, объект, его составные части) Цель поиска информации Страна поиска Классификационные индексы Наименование источника поиска информации Энергосберегающее оборудование и технологии кристаллизации растворов солей Снижение энергозатрат на процесс кристаллизации сульфата натрия из осадительной ванны Россия Пат. 1752115 РФ, МКН G21F 9/16 Айзенштейн В.Г., Захаров М.К.,Носов Г.А., ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев