Выбор
и обоснование
дефективной
стадии и цель
автоматизации
на уровне стадии
Расчет
инвестиций
на автоматизацию
Определение
срока окупаемости
Выбор
критериев
оптимальности
Блок-схема
алгоритма
решения
Выбор
метода поиска
экстремума
Z 13
РМ 19-20 Ш=Ш/2
Аппроксимация
переходного
процесса по
каналу внешнего
возмущения
Анализ качества переходных процессов в различных АСР
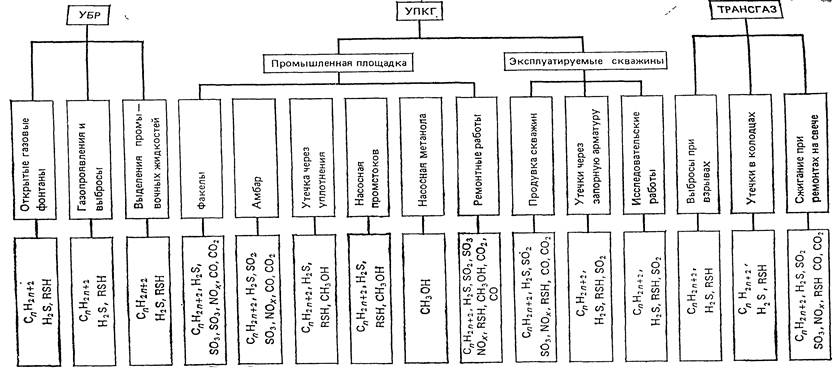
Классификация производства
Навигация
Выбор и обоснование дефективной стадии и цель автоматизации на уровне стадии
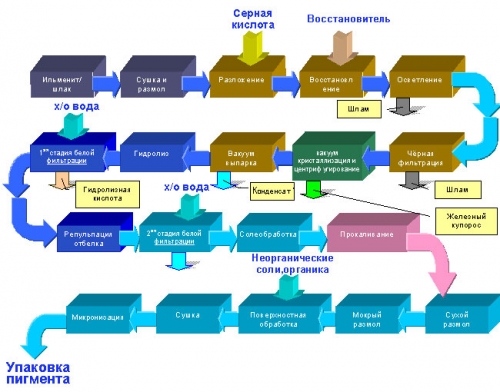
Автоматизация процесса получения диоксида титана
136407
знаков
28
таблиц
82
изображения
9.1 Выбор и обоснование дефективной стадии и цель автоматизации на уровне стадии.

![]()
![]()
![]()
![]()
![]()
![]() А Б В ход пр-сса
А Б В ход пр-сса
направл.
исследов.
Выходным показателем стадии дозирования является процентное содержание NaOH в растворе (3-4%). При ручном управлении процентное содержание щелочи составляет 10-12%, это говорит о том что идет перерасход щелочи. Результативным показателем стадии дозирования, таким образом, являются результативными показателями производства. Достижение этой цели ест решение проблем регламентируемого процентного содержания NaOH в растворе.
9.2.Оценка фактических и желаемых результатов.
Результаты исследования представлены в виде таблицы 9.2.1., в которой сопоставим желаемый и фактический уровень показателей.
Таблица 9.2.1.
| Показатели качества продукта в соответствии с ТУ | ед. изм. | Уровень(величина)показателей | ||||||||||
| % | по ГОСТ | фактически | после автоматизации | |||||||||
| за год | в том числе по кварталам | за год | в том числе по кварталам | |||||||||
| 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 | |||||
| %-содержание щелочи NaOH в водном растворе | % | 3-4 | 10 | 7 | 10 | 12 | 8 | 3 | 3 | 4 | 3 | 3 |
![]() %
%
![]()
![]()
![]()
![]()
 12
12
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 2
2
![]()
![]()
![]()
![]()
1 2 3 4 кварталы
9.3 Расчет производственной мощности.
Производим расчет производственной мощности по приготовлению водного раствора щелочи цеха химводоочистки на БТЭЦ-2. Производство приготовления является периодическим производством, т.к. весь приготовленный раствор используется по мере прохождения регенераций
фильтров. По журналу учета операторов количество регенераций в месяц равняется 25 и продолжительность одной регенерации составляет 2 часа.
![]()
где:
Е-количество аппаратов
Т-эффективный фонд рабочего времени
Q-производительность аппарата
t-время одного цикла
Т = Ткал.- Тппр.= 8760 - 528 = 8232(ч)
Ткал.= 8760(ч)
Тппр.= Т1+Т2 = 240 + 288 = 528(ч)
Т1-остановка на капитальный ремонт
Т2-техническое обслуживание
![]() (т/год)
(т/год)
Похожие работы
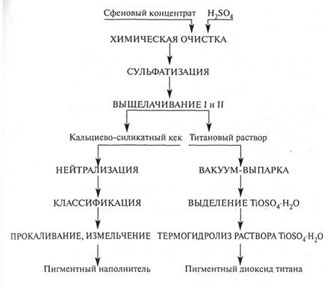
... раствор после выделения соли полностью возвращается на сульфатизацию, вследствие чего существенно снижается расход серной кислоты (до 3,5—4,5 т на 1 т диоксида титана). Принципиальная схема переработки сфенового концентрата Глава 2. ИЗВЛЕЧЕНИЕ СЕРНОЙ КИСЛОТЫ ИЗ ОТХОДОВ ПРОЦЕССА ПРОИЗВОДСТВА ДИОКСИДА ТИТАНА Процесс, разработанный К. X. Дёрром предназначен для выделения серной кислоты из ...
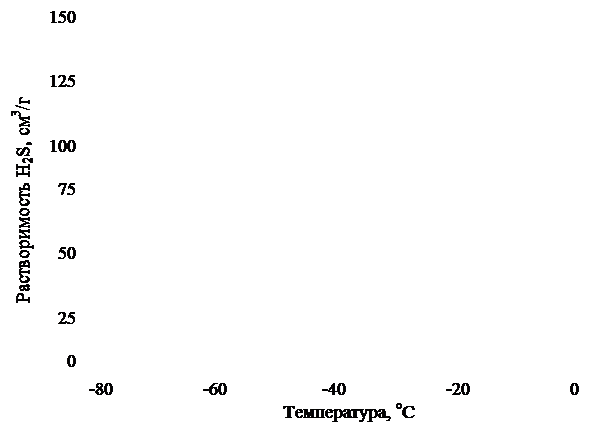

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... состоянии – создают серьезные трудности аппаратурного и технологического характера при разработке и практической реализации теплообменных и массообменных процессов и аппаратов. И хотя создание и развитие хлорной металлургии титана и редких металлов явилось причиной появления большого числа работ по химии парообразного состояния – совершенно нового направления в химии – проблема как в научном, так ...
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...
0 комментариев