Выбор
и обоснование
дефективной
стадии и цель
автоматизации
на уровне стадии
Расчет
инвестиций
на автоматизацию
Определение
срока окупаемости
Выбор
критериев
оптимальности
Блок-схема
алгоритма
решения
Выбор
метода поиска
экстремума
Z 13
РМ 19-20 Ш=Ш/2
Аппроксимация
переходного
процесса по
каналу внешнего
возмущения
Анализ качества переходных процессов в различных АСР
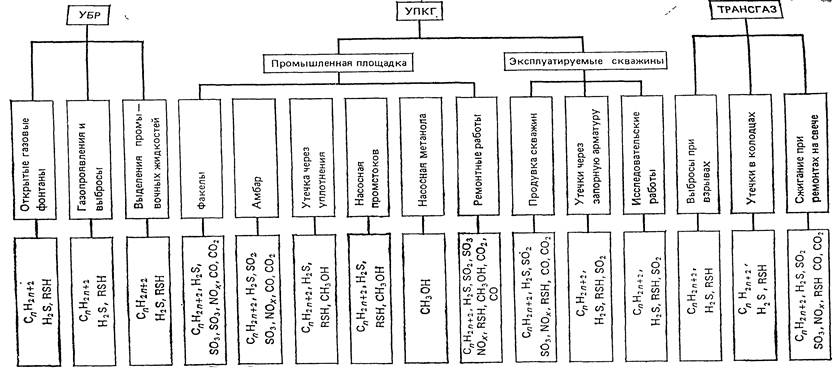
Классификация производства
Навигация
Классификация производства
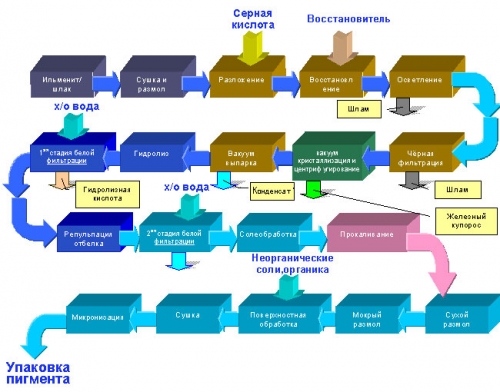
Автоматизация процесса получения диоксида титана
136407
знаков
28
таблиц
82
изображения
8.3 Классификация производства
Производство цеха ХВО-2 не связано с применением оборудования, работающего под давлением, и применением взрывоопасных веществ. в производстве применяются серная кислота и едкий натр. Степень огнестойкости корпуса цеха 3 класса.
![]()
![]()
![]()
![]()
![]()
| отделений цеха ХВО-2 | Категория взрывоопасн. производства | Классификация помещений и наружных установок по электробезопасности (ПЭУ-76) | Категория смеси | |
|
| Классификац. по правилам устройства электроустан. | Группа взрывоопасн. смесей по правилам изготовления взрывозащит. оборудован. | ||
| разгрузки | Д | непожаро и невзрыво- опасно | ---- | ---- |
| фильтрации | Д | непожаро и невзрыво- опасно | ---- | ---- |
| Отделение нейтрализац. | Д | непожаро и невзрыво- опасно | ---- | ---- |
![]()
Промплощадка ТЭЦ-2 размещается с северной стороны по отношению к селитебной части города.
Город находится на расстоянии 4 км. от предприятия, хотя по санитарным нормам СН 245-71 min санитарно-защитная зона должна быть на расстоянии 1000м. от селитебной части города. Санитарно-защитную зону или ее части нельзя использовать для расширения территории предприятия. Для ограничения распространения пожара по территории предприятия необходимо соблюдать определенные расстояния между зданиями. За основу принята степень огнестойкости зданий и категория производства по взрывопожарной и пожарной опасности. Для здания 3-ей степени огнестойкости расстояние необходимо соблюдать до 12, 15, 18 метров. Минимальное расстояние от зданий и сооружений до открытых складов, а также между самими складами принимается в пределах 6-42 метров.
8.4 Санитарно-технические мероприятия
Т.к. в процессе работы цеха никаких выбросов вредных веществ не происходит, поэтому используется естественная вентиляция. Воздух перемещается под влиянием естественных факторов: теплового напора или действия ветра.
Бытовые помещения расположены в помещении цеха химводоочистки на 2,3 этажах. На 2-ом этаже
расположена гардеробная для мужского персонала, на 3-м для женского. В каждой гардеробной имеется по одной уборной, с одним унитазом, имеется место для сушки волос. Предусмотрены шкафы для чистой и грязной одежды. В нижней и верхней части отделений шкафа имеются отверстия для проветривания. Шкафы расставлены на расстоянии между лицевыми сторонами 1.4 метра. В каждой гардеробной имеются душевые. Душевые оборудованы кабинами с 2-х сторон. Они отделяются перегородками, высотой 2 метра.
2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
2.1 Описание технологического процесса
Технологическая схема узла нейтрализации включает в себя принцип раздельного сброса кислых и щелочных стоков в дренажные коллекторы Н-катионитовых и ОН-анионитовых фильтров с последующей 3-х ступенчатой нейтрализацией. Кислые стоки напрямую с дренажного коллектора Н-катионитовых фильтров направляются на первую ступень, которая состоит из предварительной камеры смешивания кислых и щелочных стоков и 2-х перегородчатых параллельно установленных смесителей Ж 630мм. После первой ступени кислые стоки, или усредненные стоки, поступают на вторую ступень нейтрализации, т.е. на вихревой смеситель. В нижней части внутри вихревого смесителя выполнены эвальвентные сопла для создания закручивающего потока, поступающего с первой ступени. Из вихревого смесителя второй ступени нейтрализации через переливную трубу поток усредненных щелочных вод направляется в бак донейтрализатор V=6м3 третьей ступени и далее в канализацию.
Щелочные стоки с дренажного коллектора ОН-анионитовых фильтров направляются в дренажный бак. Из дренажного бака щелочные стоки перекачиваются дренажными насосами в баки-накопители УЩС-1, УЩС-2 (усреднители щелочных стоков), V=400м3.
При этом один из баков УЩС-1 или УЩС-2 служит для накопления и доведения щелочных стоков до концентрации 0.25-0.3%. Усреднение и доведение до заданной концентрации щелочных стоков в УЩС-1 или УЩС-2 производится путем включения насосов рециркуляции НР и добавлением NaOH в баки через задвижки 7Д, 8Д от мерников NaOH узла нейтрализации.
При наличии готовых усредненных щелочных стоков в том или ином баке они подаются насосами нейтрализации НУЩ на первую ступень нейтрализации через клапан-регулятор 2-5 /см. принципиальную функциональную схему-ПФС/ и задвижку 7ЩС. На вторую ступень через клапан-регулятор 3-5 и задвижку 8ЩС. На третью ступень щелочные стоки подаются через клапан-регулятор 4-5, а также с вихревого смесителя второй ступени нейтрализации.
Один раз в смену должна быть проведена сверка показаний рН-метров с результатами химического анализа.
2.2 Технико-экономическое обоснование проектируемой схемы автоматизации.
Автоматизация процесса нейтрализации в цехе химводоподготовки позволит решить ряд задач:
Улучшение условий труда основных рабочих Повышение безопасности производства.
. Внедрение АСУ ТП позволит перенести рабочие места операторов на центральный пульт управления и отделить от основного помещения цеха.
Снижение затрат на приобретение щелочи за счет рационального использования ее в процессе нейтрализации, что обеспечивает автоматизированные системы управления АСУ ТП.
2.2.1 Обоснование выбора параметров,подлежащих контролю и регулированию.
В процессе функционирования системы, комплексно-технические средства обеспечивают автоматический съем, обработку и управление /регулирование/ технологическими параметрами объекта. В работоспособном состоянии АСУ ТП осуществляет прямое цифровое управление исполнительными устройствами, изменяя установки и параметры настройки локальных систем регулирования.
В ходе процесса нейтрализации контролю подвергаются следующие технологические параметры:
Q - водородный показатель Среды (рН) в трубопроводе кислых стоков, на выходе перегородчатого смесителя, на выходе бака донейтрализатора. На точках отбора установлены датчики рН-метр автоматический промышленный с чувствительным элементом ДПГ-4М-3 (позиции 2-1,
3-1, 4-1 см. ПФС), соответственно 1,2,3 ступени нейтрализации.
На щите КИП расположены промышленные преобразователи П-215 (позиции 2-2, 3-2, 4-2). Эти преобразователи преобразуют сигнал от
электродов рН-метра в аналоговый токовый сигнал 0-5мА, который идет на многофункциональный регулирующий микропроцессорный контроллер “РЕМИКОНТ Р-130” (позиция 1-2). В ремиконте сигнал обрабатывается и преобразуется в цифровую форму. На основании этого на выходе контроллера формируется выходной сигнал, который управляет исполнительными механизмами (позиции 2-5,3-5,4-5)
L - уровень Среды в баках накопителях УЩС-1,УЩС-2. На точках отбора установлены датчики типа “САПФИР 22-Ех-М-ДИ” (позиции 5-1,6-1), работающие в комплекте с преобразователями “САПФИР БПС-24П” (позиции 5-2, 6-2). Аналоговый токовый сигнал с преобразователей снимается ремиконтом, где преобразуется в цифровую форму.
Q - концентрация щелочи NaOH в щелочных стоках, поступающих на нейтрализацию с баков накопителей. Контроль за концентрацией производят промышленные концентрометры типа КНЧ-2-8 (позиции 9-2, 10-2). Аналоговый токовый сигнал 0-5мА поступает в ремиконт, где преобразуется в цифровую форму.
Основные функции АСУ ТП, которые необходимы для обеспечения нормальной работы процесса нейтрализации заключаются в следующем:
1. Регулирование подачи щелочных стоков в смеситель:
- осуществляется измерение значений технологических параметров, занесение их в ОЗУ, а также выдача управляющих воздействий на исполнительные механизмы.
2. Управление подачи ЩС на нейтрализацию:
- производится формирование и выдача управляющих воздействий на исполнительные механизмы.
3. Управление заполнением и усреднением ЩС в УЩС:
- производится измерение текущих значений технологических параметров, запись их в ОЗУ, затем осуществляется выдача управляющих воздействий на исполнительные механизмы в соответствии с алгоритмом.
4. Передача, обработка информации о ходе технологического процесса, обнаружение аварийных ситуаций, их анализ:
- функция верхнего уровня, т.е. функция реализуется по ПЭВМ.
Похожие работы
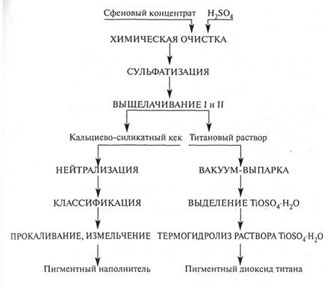
... раствор после выделения соли полностью возвращается на сульфатизацию, вследствие чего существенно снижается расход серной кислоты (до 3,5—4,5 т на 1 т диоксида титана). Принципиальная схема переработки сфенового концентрата Глава 2. ИЗВЛЕЧЕНИЕ СЕРНОЙ КИСЛОТЫ ИЗ ОТХОДОВ ПРОЦЕССА ПРОИЗВОДСТВА ДИОКСИДА ТИТАНА Процесс, разработанный К. X. Дёрром предназначен для выделения серной кислоты из ...

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... состоянии – создают серьезные трудности аппаратурного и технологического характера при разработке и практической реализации теплообменных и массообменных процессов и аппаратов. И хотя создание и развитие хлорной металлургии титана и редких металлов явилось причиной появления большого числа работ по химии парообразного состояния – совершенно нового направления в химии – проблема как в научном, так ...
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...
0 комментариев