Выбор
и обоснование
дефективной
стадии и цель
автоматизации
на уровне стадии
Расчет
инвестиций
на автоматизацию
Определение
срока окупаемости
Выбор
критериев
оптимальности
Блок-схема
алгоритма
решения
Выбор
метода поиска
экстремума
Z 13
РМ 19-20 Ш=Ш/2
Аппроксимация
переходного
процесса по
каналу внешнего
возмущения
Анализ качества переходных процессов в различных АСР
Классификация производства
Навигация
Расчет инвестиций на автоматизацию
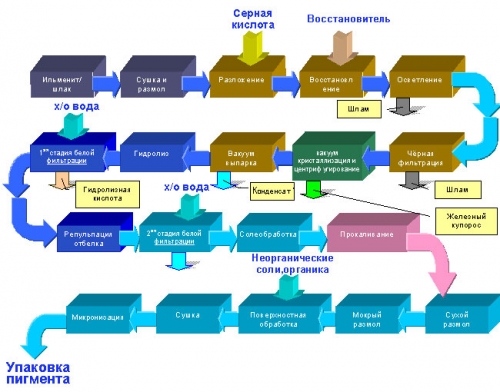
Автоматизация процесса получения диоксида титана
136407
знаков
28
таблиц
82
изображения
9.4 Расчет инвестиций на автоматизацию
Капитальные затраты на внедрение проектируемой САР составляют:
-затраты на приобретение САР
-затраты на транспортировку
-затраты на заготовительно складские расходы
-затраты на запчасти
-затраты на монтаж
Сметная стоимость САР определяется на основании спецификации по действующим прейскурантам.
Таблица 9.4.1.
| Наименование оборудования | Количество | Стоимость (млн.руб.) | Сумма (млн.руб.) |
| 1.Ремиконт Р-130 | 4 | 7 | 28 |
| 2.Компьютер | 1 | 5.5 | 5.5 |
| 3.Концентрометр | 3 | 1.3 | 3.9 |
| 4.Электрическая задвижка | 8 | 1.5 | 12 |
| 5.Исполнительн. механизм(МЭО) | 4 | 2 | 8 |
| 6.Оборудование КИП | 10 | 2.5 | 25 |
| Итого | 82.4 | ||
| Транспортировка | 5% | 4.12 | |
| Заготовительно- складские | 1% | 0.824 | |
| Запчасти | 4% | 3.3 | |
| Затраты на монтаж | 10% | 8.24 | |
| Итого затрат | 98.88 |
Бывшие в употреблении приборы КИПиА сдаются на склад по остаточной стоимости Для дальнейшей эксплуатации на производстве. Тогда общая величина капитальных затрат, необходимых для внедрения предложенной системы составит:
Кавт.= Кприоб.+ Кмонт.+ Ктранс.+ Кзп.+Ксклад.-Кл.
= 82.4+8.24+4.12+3.3+0.824-25=73.88(млн.руб.)
9.5 Расчет изменения текущих затрат
Производя замену устаревшей системы контроля на новую происходит изменение затрат на сырье (щелочь). Из журнала учета операторов следует, что экономия щелочи на регенерацию в месяц составляет 1.3 тонны. Таким образом годовая экономия составляет:
ЭNaOH = 1.3*12 = 15.6(т)
Стоимость одной тонны щелочи равна 0.14 млн.руб. Следовательно годовой экономический эффект в стоимостном выражении составит:
Э = 0.14*15.6 = 2.18(млн/год)
Удорожающие факторы:
- эксплуатация и содержание оборудования составляет 6% от общей суммы капитальных вложений:
![]() С1=
Кприоб.*6%/100% = 98.88*6/100 =
5.9328(млн.руб)
С1=
Кприоб.*6%/100% = 98.88*6/100 =
5.9328(млн.руб)
- амортизация оборудования:
Na = 15% - норма амортизации для приборов и средств автоматизации:
![]() С2=
Кприоб.*15%/100% = 98.88*15/100 =
14.832(млн.руб)
С2=
Кприоб.*15%/100% = 98.88*15/100 =
14.832(млн.руб)
Удешевляющий фактор:
- снижение себестоимости за счет экономии щелочи:
![]() С3=
(Р1-Р2)*Ц*В
С3=
(Р1-Р2)*Ц*В
Р1,Р2-расход NaOH до и после автоматизации;
Ц - цена одной тонны щелочи;
В - годовой объем производства.
По журналу учета расход NaOH до автоматизации составлял Р1=3.08т., а после Р2=3.08-1.3=1.78т. Тогда:
![]() С3=(1000-534)*0.14*9549=622976.76(млн.руб.в
год)
С3=(1000-534)*0.14*9549=622976.76(млн.руб.в
год)
Базовые калькуляции до и после автоматизации сведем в таблицу 9.5.1.
Таблица 9.5.1.
| Базовая калькуляция до автоматизации план за отчетный период 9549т/год. | |||||
| Наименование статей расхода | ед. изм. | Расход на единицу выработки кол-во цена сумма млн.р. млн.р. | Расход на всю выработку сумма млн.р. | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Исходные материалы: -NaOH -вода | т. т. | 1000 9000 | 0.14 0.000447 | 140 4.02 | 1336860 38386.98 |
| Энергетические затраты:ст-ть эл. энергии за перекачку воды | т.кВтч | 4000 | 0.000238 | 0.952 | 9090.648 |
| Фонд оплаты труда | 540.2 | 5158369.8 | |||
| Оборудование КИП, амортизация | 3.75 | 35808.75 | |||
| Итого | 688.922 | 6578516.178 | |||
Продолжение таблицы 9.5.1.
| Базовая калькуляция после автоматизации план за отчетный период 9549т/год. | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Исходные материалы: -NaOH -вода | т. т. | 534 9000 | 0.14 0.000447 | 74.76 4.02 | 713883.24 38386.98 |
| Энергетические затраты:ст-ть эл. энергии за перекачку воды | т.кВч | 4000 | 0.000238 | 0.952 | 9090,648 |
| Фонд оплаты труда | 540.2 | 5158369.8 | |||
| Оборудование АСР,амортизация | 8.61 | 82216,89 | |||
| Итого | 628.542 | 6001947.558 | |||
Определение себестоимости продукции после внедрения АСР:
1.-на весь выпуск продукции
Спр.=
Сдо-![]() Собщ.
Собщ.
Сдо-себестоимость до автоматизации
Спр.= 6578516.178-6001947 = 576568.7(млн.р.)
Похожие работы
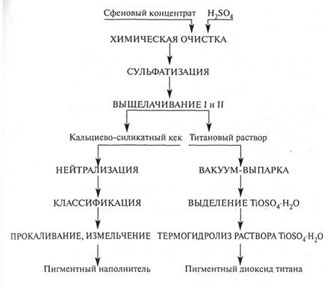
... раствор после выделения соли полностью возвращается на сульфатизацию, вследствие чего существенно снижается расход серной кислоты (до 3,5—4,5 т на 1 т диоксида титана). Принципиальная схема переработки сфенового концентрата Глава 2. ИЗВЛЕЧЕНИЕ СЕРНОЙ КИСЛОТЫ ИЗ ОТХОДОВ ПРОЦЕССА ПРОИЗВОДСТВА ДИОКСИДА ТИТАНА Процесс, разработанный К. X. Дёрром предназначен для выделения серной кислоты из ...
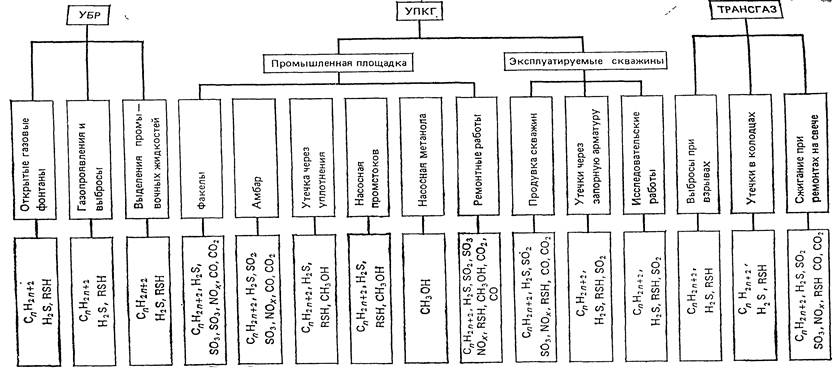

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... состоянии – создают серьезные трудности аппаратурного и технологического характера при разработке и практической реализации теплообменных и массообменных процессов и аппаратов. И хотя создание и развитие хлорной металлургии титана и редких металлов явилось причиной появления большого числа работ по химии парообразного состояния – совершенно нового направления в химии – проблема как в научном, так ...
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...
0 комментариев