Навигация
Обоснование схемы базирования и закрепление заготовки
24154
знака
3
таблицы
4
изображения
1.1 Обоснование схемы базирования и закрепление заготовки.
Выбор схемы базирования и закрепления детали на агрегатном станке определяется геометрической формой детали, расположением обрабатываемых поверхностей и их координатной увязкой между собой по отношению к необрабатываемым поверхностям. Учитывая сложность заготовки, возможность ее надежного закрепления и выбирают места ее прижима к базам.
При выборе баз необходимо пользоваться определенными правилами:
Ø Выбранная схема базирования должна обеспечивать выполнение заданных размеровпри обработке, обеспечивать устойчивое и жесткое положение заготовки, обеспечивать условие неотрывности заготовки от опор после закрепления заготовки;
Ø При установке заготовки на опоры не должен возникать опрокидывающий момент;
Ø При выборе установочных элементов необходимо, чтобы они были жесткими, при закреплении;
Ø Для уменьшения погрешности установки следует совмещать теднологические и измерительные базы.
Ø Выбор технологической базы всегда связан с задачей достижения необходимой точности взаимного расположения поверхностей, поэтому технологическая база обрабатывается с точностью в 2…3 раза выше точности обрабатываемых поверхностей;
Ø Выбранные технологические базы должны обеспечивать простую конструкцию приспособления при соблюдении вышеперечисленных требований.
Схему базирования см. на Рис.№2.
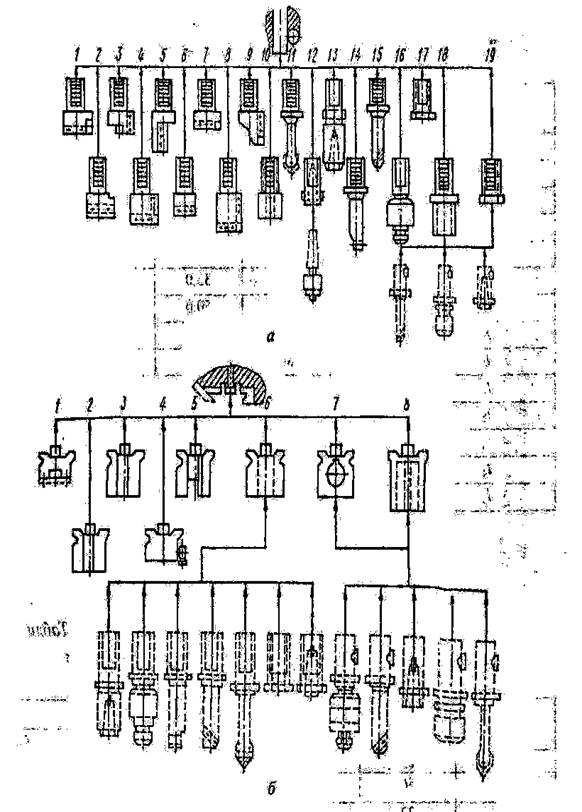
1.2 Разработка схемы обработки
Для каждой поверхности при группе одинаковых поверхностей назначаем технологические переходы, последовательность их выполнения, определяем припуски на обработку, промежуточные размеры и допуски на них.
Технологический маршрут обработки детали КОРПУС следующий:
1. Сверление 4х отверстий Æ 13 мм. на l=57 мм.;
2. Сверление 4х отверстий Æ 4,5 мм. на l=20 мм.;
3. Нарезание резьбы в 4х отверстиях М5´0,5-7Н на l=15 мм.
Разработка схемы обработкиТаблица 1
| № п/п | Наименование технологического перехода | Размер, мм. | Шероховатость | Припуск, мм |
|
| Сверление 4х отверстий Æ 13 мм. на l=57 мм | Æ 13 | 12,5
| |
|
| Сверление 4х отверстий Æ 4,5 мм. на l=20 мм. | Æ 4,5 | 12,5 | |
|
| Нарезание резьбы в 4х отверстиях М5´0,5-7Н на l=15 мм | М5´0,5 | 12,5 |
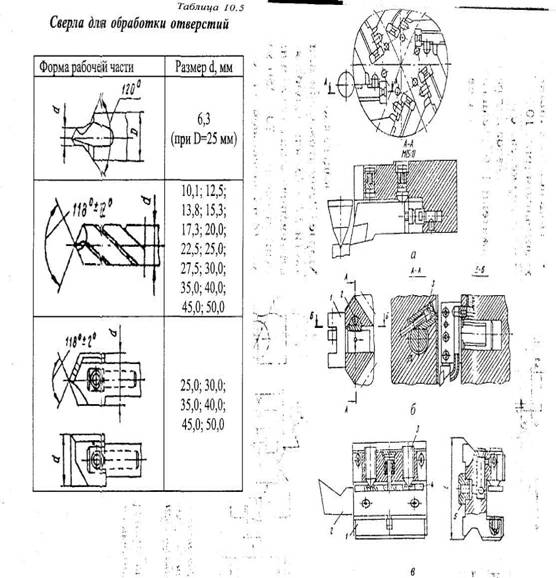
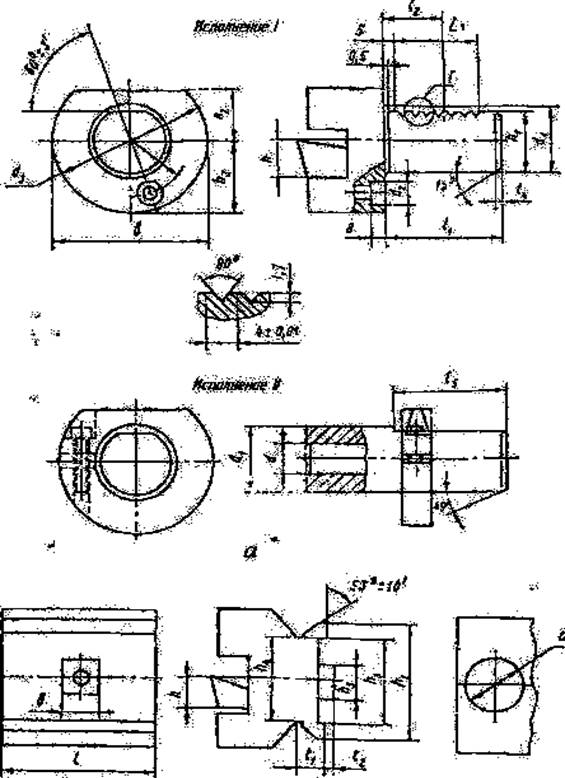
1.3 Выбор режущего инструмента
Выбор режущего инструмента, его вид, конструкции, размер в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качеством обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться применять стандартный инструмент. Когда целесообразно следует применять специальный комбинированный инструмент, фасонный, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущего инструмента имеет большое значение для повышения производительности труда и снижения себестоимости обработки.
Материал детали КОРПУС
На IIой позиции (Шпиндель №1) применяем сверло Æ 13 мм. из быстрорежущей стали Р6М5 – 4штуки.
На IIIей позиции (Шпиндель №2) применяем сверло Æ4,5 мм из быстрорежущей стали Р6М5 – 4 шт.
На IVой позиции (Шпиндель №3) применяем метчик М5´0,5 из быстрорежущей стали Р6М5 – 4 шт.
Эскизы режущих инструментов см. на странице Ё16
Сверло Æ 13 мм. – 4шт. Метчик М5´0,5 – 4 шт.
Рис.3
Режущие инструменты, применяемые при обработке детали
на агрегатном станке.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...

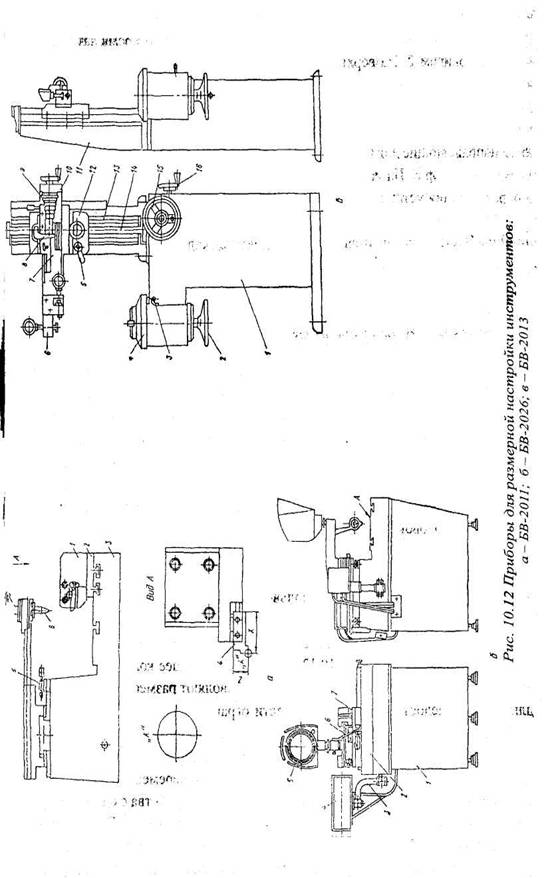
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев