Навигация
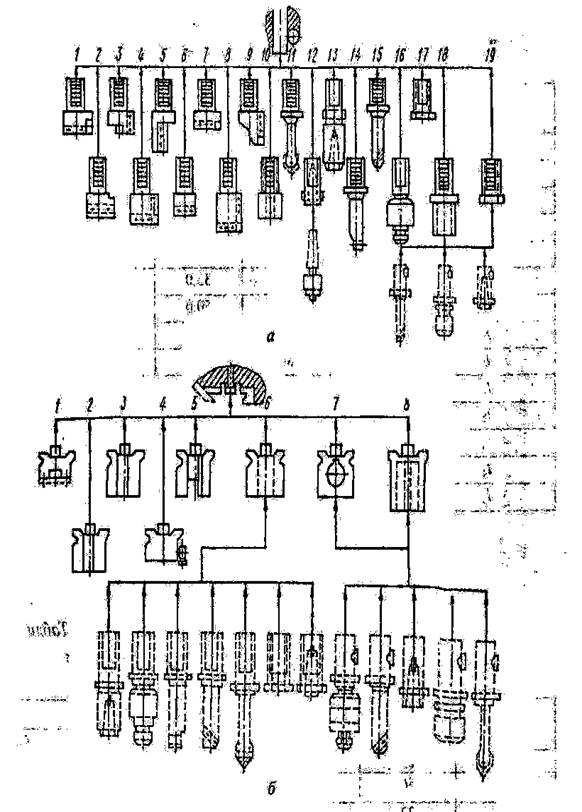
Структура технологической компоновки агрегатного станка для обработки детали КОРПУС
24154
знака
3
таблицы
4
изображения
1.4 Структура технологической компоновки агрегатного станка для обработки детали КОРПУС
Таблица2
| Номера | Технологические переходы | |||||
| Рабочих операций | Операцион ных станции | Силовых агрегатов | Групп инструментов | Шпин делей | Технологичес- ких переходов | |
| I | 1 | 1 | 1 | 4 | 1 | Сверление 4х отв.Æ13 |
| II | 1 | 1 | 1 | 4 | 1 | Сверление 4х отв Æ 4,5 |
| III | 1 | 1 | 1 | 4 | 1 | Нарезание резьбы М5´0,5 в 4х отв |
2.Расчет режимов резания, силовых параметров и нормирования
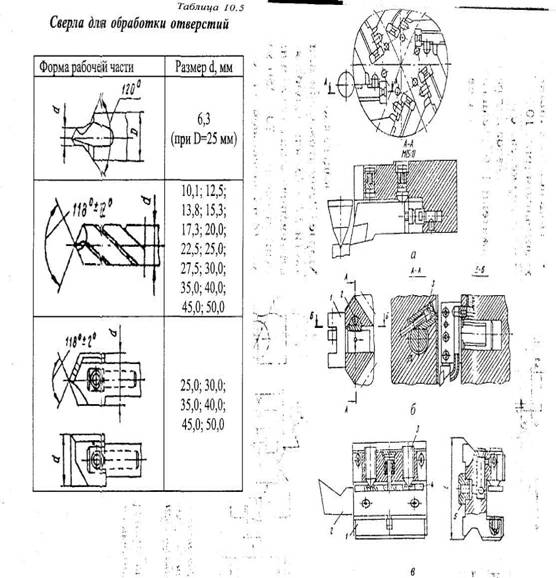
2.1 Сверление 4х отверстий Æ 13 мм. на l=57 мм.
1. Длина рабочего хода конструкции
![]()
2. Назначаем подачу на один сторон шпиндель:
![]()
3. Глубину резания ![]()
![]()
![]()
4. Стойкость сверла ![]()
5. Скорость резания ![]()
6. Определяем обороты шпинделя станка
![]()
![]() Принимаю обороты шпинделя ng=355 об/мин;
Принимаю обороты шпинделя ng=355 об/мин;
7. Действительная скорость резания
![]()
8. Определяем осевую силу
9. Мощность резания ![]()
![]()
![]()
10. Крутящий момент ![]()
11. Машинное время ![]()
2.2 Сверление отверстия Æ 4,5 l=20мм.
1. Длина рабочего хода инструмента
![]()
2. Назначаем подачу на один оборот шпинделя
![]()
3. Глубина резания ![]()
4. Стойкость сверла ![]()
5. Скорость резания ![]()
6. Определяем обороты шпинделя станка
![]()
Принимаем обороты шпинделя ![]()
7. Действительная скорость резания
![]()
8. Определяем осевую силу

9. Мощность резания
10. Крутящий момент ![]()
11. Машинное время ![]()
Нарезание резьбы нарезание резьбы в 4х отверстиях М5´0,5-7Н на l=15 мм
1. Длина рабочего хода инструмента ![]() ;
;
2. Подача ![]()
![]() Р – шаг резьбы;
Р – шаг резьбы;
3. Глубина резания ![]()
4. Стойкость метчика ![]()
5. Скорость резания 
6. Определяем обороты шпинделя станка
![]() Принимаю
Принимаю ![]()
7. Действительная скорость резания
![]()
8. Крутящий момент ![]()
![]()
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...

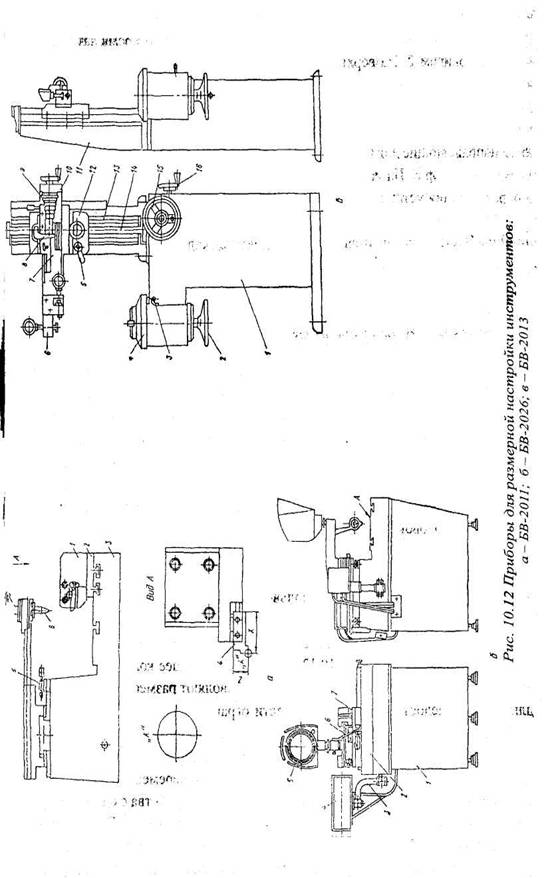
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев