Навигация
9. Мощность резания
10. Основное время ![]()
2.4 Нормирование операций
Определяем штучное время на самом продолжительном технологическом переходе:
Тц = время цикла;
Ту = время на установку;
То=0, т.к.время на установку перекрывается машинным временем
Тg = 0,2мин – дополнительное время.
Определяем штучную производительность станка шт/час;
![]()
Кп – коэффициент загрузки (использование) станка
Кп = 0,7…0,9; Принимаем Кп=0,8.
Тшт – штучное время, за которое станок сделает одну единицу детали
Данные по расчету режимов резания сведем в таблицу № 3.
Сводная таблица по расчету режимов резания
Таблица №3
| Операц. станция | Агрегат | Подача,мм/об | Скорость резания, м/ин | Частота вращения, об/мин | Время цикла, с | Передаточное отношение насадки | Суммарная осевая сила, Н | Суммарный момент, нмм | Суммарная мощн. рез. кВт | Производит. Станка,шт/ч |
| I | 1 | 0.2 | 14.5 | 355 | 67.8 | 1:1 | 16400 | 74000 | 2,7 | |
| II | 2 | 0.1 | 14.13 | 1000 | 15.6 | 1:1 | 4400 | 7800 | 0,8 | 36 |
| III | 3 | 0.5 | 5.6 | 355 | 14.4 | 1:1 | 2100 | 1100 | 0,04 |
3. Разработка конструктивной компановки станка
3.1 Основными агрегатами, предопределяющими эффективность работы агрегатных станков, являются силовые узлы, обеспечивающие рабочие и установочные перемещения рабочих инструментов.
Основными требованиями, характеризующими использованиясиловых узлов являются: соответствие технологическому назначению, необходимая степень универсальности и переналаживаемости для агрегатовобеспечение требуемых режимов резания, обеспечение удобства и минимум трудоемкости регулирования для переналаживаемых агрегатов, соответствие установленной мощности, режимов резания, обеспечение необходимой производительности, полная автоматизация цикла, высокая надежность, соответствие требованиям техники безопасности.
1. Принимаем силовые головки типа: 1УХ4035;
Их использую для компановки с вертикальными и горизонтальными шпинделями.
Техническая характеристика силовой головки 1УХ4035.
Класс точности н, п;
Мощность электродвигателя, кВт 1,1…3,0;
Максимальный ход пиноли, мм 83;
Максимальная осевая сила, Н
с обгонной муфтой 3500
без обгонной муфты 4000;
Пределы пода на обороты шпинделя, мм/об 0,005…1,785;
Осевая , н/м 25000;
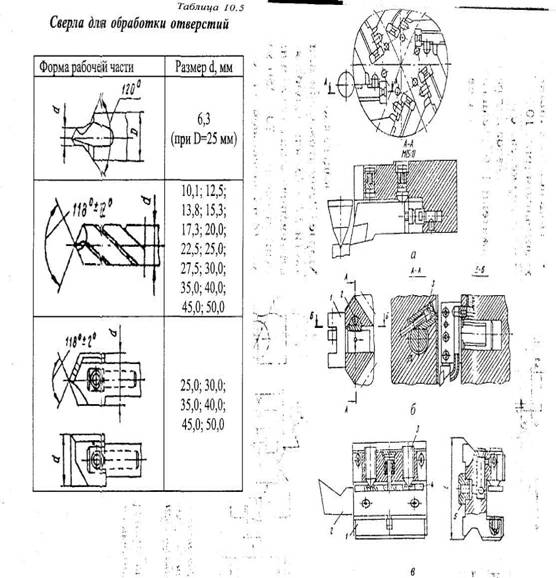
Условный диаметр сверления
по стали (s = 600…700 Мпа), 16;
Частота вращения шпинделя, мин-1 72…3170;
с зубчатым приводом 72…3170;
с ременным приводом 355…3980;
продолжительность цикла работы, с 5…460;
Нестабильность реверсирования шпинделя
при нарезании резьбы, мм 0,2;
Нестабильность остановки шпинделя
в крайнем положении, мм 0,015;
Максимальный крутящий момент, нмм
для шпинделя 70000;
для приводного вала 27000;
Габаритные размеры с направляющей плитой, мм
с зубчатым приводом 980´250´425;
с ременным приводом 685´250´708;
Силовая головка является самостоятельным узлом станка и предназначена для вращения рабочих шпинделейи осуществления продольной подачи инструмента.
2.Многопозиционные поворотные столы
Предназначены для транспортирования обрабатываемых заготовок между рабочими позициями станка и точной фиксации их относительно заранее установленных в этих позициях режущих инструментов.
Применяем поворотный стол с электромеханическим приводом мальтийским механизмом поворота внутреннего зацепления.
Принимаю стол модели УХ2035П.
Основные параметры поворотного стола:
Диаметр планшайбы, мм 630;
Наибольшая масса устанавливаемых
приспособлений, кг 400;
Число позиций 2…12;
Время поворота на одну позицию
Угловая 10²;
Линейная 0,012;
Станина предназначена для компановки на ней многопозиционных штапмов. Применяем круглую станину модели: 2УХ1232;
Стойки предназначены для установки в вертикальном положении головок с выдвинутой пинолью. Принимаем модель типа: 1УХ1535.010.
Похожие работы
... по формуле: В нашем случае для чернового точения: кВт; Для получистового: кВт; Для чистового: кВт. 3.5 Расчет нормы времени на обработку Время рабочих ходов равно длительности лимитирующей операции дифференцируемого технологического процесса и определяется по формуле: где l – длина рабочего хода, мм; n – частота вращения шпинделя, об/мин; S – подача, мм/об; V – ...

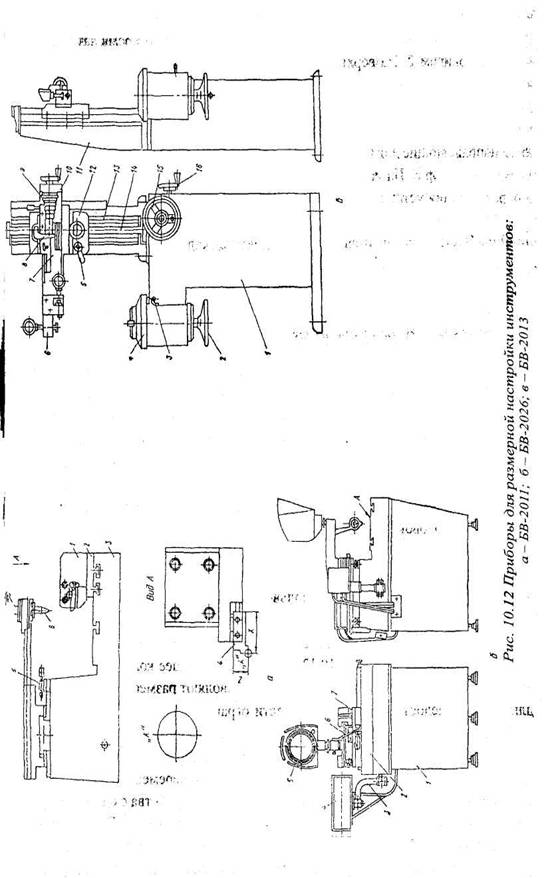
... элементы устройств для настройки инструментов вне станка выполняются в строгом соответствии с базирующими элементами станков, предназначенными для установки инструмента. В устройстве БВ-2011 (рис. 5, а) инструментальный блок 1 устанавливается в переходной плите 2. Она монтируется и настраивается на столе 3 с помощью эталонного блока 4 так, чтобы при подводе каретки устройства с визирным ...
... приобретенного или изготовленного самим предприятием. 3 Модернизация эксплуатируемого оборудования. 4 Изготовление запасных частей и узлов. 5 Организация хранения оборудования и запасных частей. 6 Планирование всех работ по техническому обслуживанию и ремонту оборудования. 7 Разработка мероприятий по повышению эффективности работ, по техническому обслуживанию и ремонту оборудования. На ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев