Навигация
Составляющие силы резания
34171
знак
3
таблицы
32
изображения
1.7 Составляющие силы резания.
Силы резания при шлифовании являются результатом взаимодействия рабочей поверхности шлифовального инструмента с обрабатываемой деталью. В результате такого взаимодействия режущие элементы шлифующих зерен снимают мельчайшие стружки и поэтому силы, развиваемые отдельными зернами, являются незначительными по своей величине. Однако вследствие массового микрорезания большим количеством одновременно работающих зерен суммарные силы резания могут достигать значительных величин.
При шлифовании различают силы резания: шлифовальным кругом (суммарную) (рис. 1.8) и одним шлифующим зубом (рис. 1.7).
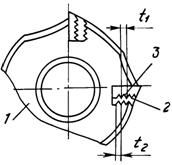
Схема микрорезания при поступательном перемещении царапающего элемента, имеющего округленную вершину радиуса ρ, на который действует внешняя сила Р:

Рисунок 1.7. Система сил при микрорезании.
Разлагая силу Р на составляющие Pz и Py, устанавливаем, что сила Pz срезает стружку, а сила Py прижимает царапающий элемент к обрабатываемой поверхности. На переднюю поверхность царапающего элемента действуют элементарные нормальные силы (N1, N2, …,Nn) и элементарные реактивные силы трения (T1, T2,…,Tn).
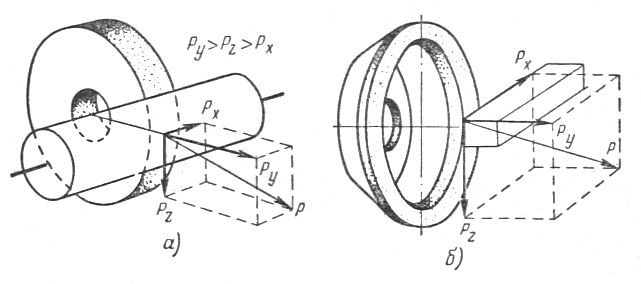
Рисунок 1.8. Сила резания Р при шлифовании.
Суммарная сила резания Р шлифовальным кругом считается составленной из сил: нормальной или радиальной Py, тангенциальной Pz и подачи Px (рис. 1.8).
Результаты, полученные при исследовании динамики шлифования, используются для расчетов, связанных с определением точности обработки, мощности станков, необходимой жесткости технологической системы СПИД, для аналитического определения интенсивности теплообразования в зоне шлифования и температурного поля в шлифуемой детали и других технологических решений.
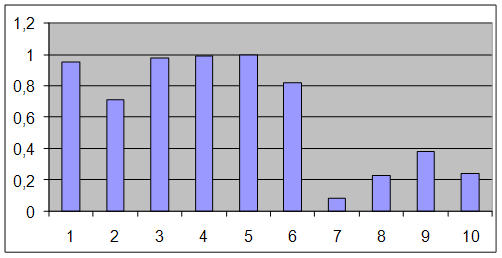
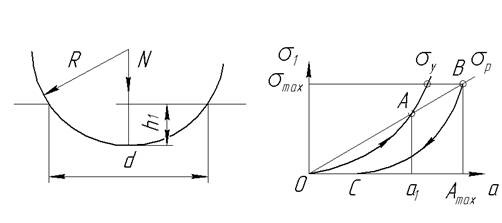
Исследования позволили установить закономерность изменения силы резания в процессе шлифования. Такая закономерность, для силы Р при работе крега с затуплением, может характеризоваться кривой АБВГ (рис. 1.9).
Рисунок 1.9. Изменение величины силы резания в процессе шлифования.
1 – с затуплением круга; 2 – с самозатачиванием круга.
Как видно из рисунка силы резания заметно меньше у шлифовальных кругов с самозатачиванием.
При врезании с постоянной или ускоренной подачей происходит достаточно интенсивное возрастание силы и мощи резания (участок АБ). Интенсивность увеличения силы резания на этом этапе зависит в основном от режима шлифования и жесткости технологической системы СПИД. Такой рост сил по мере продолжительности шлифования первоначально объяснили только изменением состояния рабочей поверхности круга, в основном износом шлифующих зерен и увеличением сил трения связки круга вследствие выкрашивания невыгодно ориентированных и слабо удерживаемых на поверхности зерен. Более поздние исследования показали, что этот этап характеризуется неустановившимся режимом съема металла, когда фактическая глубина резания непрерывно возрастает по мере увеличения натяга в системе СПИД. При установившемся съеме металла, когда подача на глубину практически постоянна, величина силы резания стабилизируется (участок БВ), а влияние других факторов незначительно.
При наличии на детали исходных неточностей формы обусловленных предыдущими операциями, величина сил резания периодически убывает или возрастает в соответствии с изменением фактической глубины резания. При затуплении шлифующих зерен и засаливания рабочей поверхности круга силы резания резко возрастают (участок ВГ).
1.8 Температура резания.
При обработке металлов резанием в технологической системе выделяется большое количество теплоты. Основными источниками теплоты являются:
работа деформации срезаемого слоя металла и работа сил трения на контактных поверхностях режущего инструмента, переходящие в теплоту резания;
подведенная энергия (электрическая, плазменная, индукционная и т.д.), переходящая в теплоту разогрева срезаемого слоя заготовки (при резании труднообрабатываемых материалов с подогревом);
работа сил трения контактирующих тел станка (подшипников, зубчатых передач, направляющих и т.д.), переходящая в теплоту трения.
Температура оказывает решающее влияние на стойкость инструмента и на точность обработки.
В общем случае под температурой резания понимают среднюю температуру на поверхности контакта инструмента со стружкой и поверхностью резания.
Существуют следующие методы измерения температуря резания:
метод по цветам побежалости;
метод термокрасок;
метод подведенной термопары;
метод полуискусственной термопары;
метод двух резцов;
метод бегущих или скользящих термопар;
метод естественной термопары.
Температуру шлифуемой детали измеряют при помощи термопар по структурным изменениям в поверхностном слое шлифуемой детали и дистанционных датчиков. Наиболее широко применяется измерение температуры при помощи искусственных и полуискусственных термопар (рис. 1.10).

Рисунок 1.10. Термопары:
а – искусственная; б – полуискусственная; 1 и 2 – проводники; 3 – электроизоляция (слюда); 4 – прибор для регистрации термо-Э.Д.С.
При шлифовании вся механическая мощность микрорезания преобразуется в тепловую, так как лишь незначительная часть мощности переходит в скрытую энергию изменений кристаллической решетки обрабатываемого материала. Наибольшее количество теплоты (до 80%) переходит в обрабатываемую деталь и наименьшая теряется в результате излучения.
С увеличением нагрузки на зерно в зоне его работы выделяется большее количество теплоты в единицу времени и это обеспечивает рост температуры. Нагрузка на зерно появляется при увеличении окружной скорости детали и подач. Отдельные параметры (скорость резания и др.) оказывают сложное влияние на тепловые явления при шлифовании. Например, при увеличении скорости резания толщина срезаемого слоя снижается, но растет число тепловых импульсов при одновременном сокращении времени их действия и изменении условий трения шлифующих зерен по обрабатываемому материалу. В результате взаимодействия всех этих факторов, с увеличением скорости резания, температура шлифуемой детали повышается.
Температура при шлифовании снижается как при уменьшении мощности источников теплообразования, так и при повышении интенсивности теплоотвода. Для этой цели имеются основные пути: 1) технологические – выбор оптимальной схемы шлифования, характеристик шлифовального круга, режимов обработки, рациональных СОЖ и др.; 2) конструктивные – применение эффективных конструкций кругов для конкретных условий обработки, совершенствование установок для очистки и охлаждения СОЖ и др.
Для отвода тепла из зоны шлифования в основном применяются СОЖ.
Похожие работы
... приведены в таблице 2.1. Таблица 2.1. Основные экономические параметры вариантов технологического процесса Варианты технологического процесса Себестоимость Руб. Тшт.к. Мин. Заводской технологический процесс 72.6 20.7 Технологический процесс №2 84.1 10,74 Технологический процесс №3 86.6 13.37 Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев