Навигация
Особенности процесса формообразования
34171
знак
3
таблицы
32
изображения
1.11 Особенности процесса формообразования.
После всего вышеизложенного, можно выделить следующие особенности процесса шлифования:
каждое абразивное зерно участвует в работе в течение не всего времени обработки детали – прерывистое резание.
в течение всего времени обработки детали размеры и площадь сечения срезаемого слоя изменяются.
условия удаления стружки из зоны резания, для банного вида обработки, благоприятны.
условия подвода СОЖ в зону резания благоприятны.
жесткость технологической системы при данном виде обработки достаточна.
кинематические углы изменяются в процессе работы.
Шлифовальные круги, режимы резания назначают исходя из конкретных условий обработки. При повышенных требованиях к шероховатости поверхности применяют круги с меньшим номером зернистости, при шлифовании зубчатых колес силовых передач применяют круги зернистостью до 40. В остальных случаях номер зернистости выбирают, исходя из требований чертежа детали.
2 Назначение параметров режима резания
Задание:
Обработать отверстие диаметром d1, полученное после штамповки, до диаметра d2, на глубину L. Сопоставить эффективность обработки при различных процессах формообразования в серийном производстве: рассверливание и зенкерование.
Таблица 1. Исходные данные.
| Вар. № | d1, Диам. заг., мм | d2 , Диам. дет., мм | L Длина отв., мм | Шерох. | Марка обраб. мат-ла | Механические свойства | Модель станка | |
| sв, Мпа | НВ | |||||||
| 4 | 20 | 20,9 | 40 | Rz 40 | Сталь 40ХН | 700 | 207 | 2А125 |
2.1 Кинематическая схема резания
Кинематические схемы рассверливания (рис. 2.1) и зенкерования (рис. 2.2):
 Рисунок
2.1. Кинематическая
схема рассверливания.
Рисунок
2.1. Кинематическая
схема рассверливания.
 след
– след.
след
– след.

Рисунок 2.2. Кинематическая схема зенкерования.
 след
– след.
след
– след.
2.2 Выбор инструментального материала и геометрии инструмента.
В основном, сверла делают из быстрорежущих сталей. Твердосплавные сверла делают для обработке конструкционных сталей высокой твердости (45...56HRC), обработке чугуна и пластмасс. Исходя из твердости обрабатываемого материала – 207 НВ, принимаем решение об применении сверла из быстрорежущей стали Р6М5 ГОСТ 19265-73. Крепежную часть сверла изготовим из стали 40Х (ГОСТ 454-74).
 Рисунок
2.3. Спиральное
сверло.
Рисунок
2.3. Спиральное
сверло.
Задний угол . Величина заднего угла на сверле зависит от положения рассматриваемой точки режущего лезвия. Задний угол имеет наибольшую величину у сердцевины сверла и наименьшую величину - на наружном диаметре.
Передний угол. Также является величиной переменной вдоль режущего лезвия и зависит, кроме того, от угла наклона винтовых канавок и угла при вершине 2. Передняя поверхность на сверле не затачивается и величина переднего угла на чертеже не проставляется.
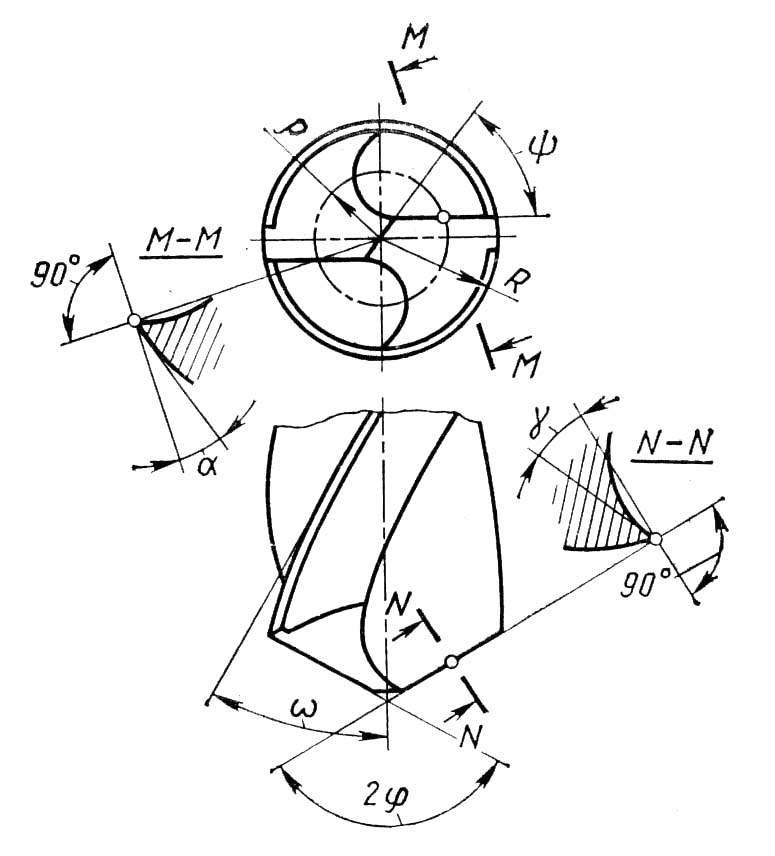
Рисунок 2.4. Геометрические параметры винтового сверла.
Кинематические углы рассчитываются по следующим формулам:
где αХ – статический задний угол в данной точке;
S0 – подача на оборот, мм/об;
ρ – радиус в данной точке, мм.

Статические углы тоже непостоянны.
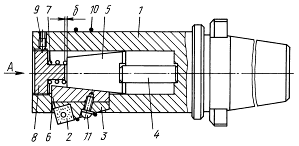
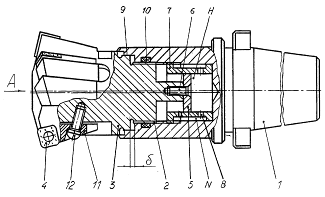
При обработке сталей, экономически выгодно использовать зенкер из следующих марок быстрорежущих сталей Р18, Р6М5Ф3, Р6М5, Р9К10, Р10К5Ф5 и т.д. Выбираем марку быстрорежущей стали Р6М5, ГОСТ 19256-73. Для экономии быстрорежущей стали, зенкер делают составным неразъемным, сваренным, с помощью контактной сварки оплавлением. Хвостовик изготавливают из стали 40Х ГОСТ 454-74.
 Рисунок
2.5. Зенкер цельный.
Рисунок
2.5. Зенкер цельный.
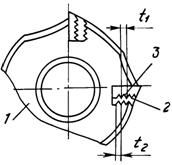
Кинематические углы α и γ зависят от того, в какой части режущей кромки их рассматривать. Это объясняется тем что при одной и той же подаче скорость резания в разных точках разная, так как они находятся на разных расстояниях от оси зенкера. Таким образом, результирующий вектор в каждой точке имеет свое направление.
 Рисунок
2.5. Изменение
кинематических
углов зенкера.
Рисунок
2.5. Изменение
кинематических
углов зенкера.
Кинематические углы рассчитываются по следующим формулам:
где αХ – статический задний угол в данной точке;
S0 – подача на оборот, мм/об;
ρ – радиус в данной точке, мм.
Похожие работы
... приведены в таблице 2.1. Таблица 2.1. Основные экономические параметры вариантов технологического процесса Варианты технологического процесса Себестоимость Руб. Тшт.к. Мин. Заводской технологический процесс 72.6 20.7 Технологический процесс №2 84.1 10,74 Технологический процесс №3 86.6 13.37 Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев