Навигация
Характер изнашивания и стойкость инструмента
34171
знак
3
таблицы
32
изображения
1.9 Характер изнашивания и стойкость инструмента.
Износ рабочей поверхности круга при шлифовании является сложным физико-химическим и механическим процессом, протекание которого зависит от всех условий обработки: характеристики круга, свойств обрабатываемого материала, режима резания и др.
В зависимости от свойств шлифовальных кругов и условий обработки круги могут работать с самозатачиванием и с затуплением.
Затупление круга наступает в результате обламывания невыгодно расположенных шлифующих зерен, последовательного их расщепления и образования площадок износа, когда зерна теряют свои режущие свойства.
Самозатачивание круга заключается в том, что по мере затупления шлифующих зерен возросшее сопротивление резания вырывает зерна из связки, которая выкрашивается; в работу вступают новые зерна, в результате чего рабочая поверхность круга непрерывно обновляется.
В начальный период работы круга на вершинах зерен образуются площадки износа, которые непрерывно возрастают и обеспечивают влияние условий, действующих на зерна, чему соответствует усилие разрушения зерна и связки.

Рисунок 1.11. Основные виды износа шлифовального круга.
В зависимости от условий шлифования различают следующие основные виды износа (рис. 1.11):
истирание режущих элементов шлифующих зерен с образованием на них площадок с большей или меньшей шероховатостью (рис. 1.11, а);
микроразрушение зерен с отделением от них небольших частиц (рис. 1.11, б);
разрушение зерен с отделением от них небольших частиц, соизмеримых с размером зерна (рис. 1.11, в);
полное вырывание зерен из связки (рис. 1.11, г);
разрушение в результате протекания химических реакций в зоне контакта зерна с обрабатываемым материалом при высоких температурах, развивающихся в зоне шлифования (рис. 1.11, д);
забивание промежутков между зернами стружкой и продуктами износа (рис. 1.11, е).
Момент удаления зерна с рабочей поверхности круга определяется степенью износа зерна, динамикой процесса и прочностными свойствами связки. В ряде случаев в износа шлифующих зерен превалирующим является хрупкий износ, что связано с природой зерна.
При высоких температурах шлифования, снижающих твердость материала шлифующих зерен, процесс износа зерен является интенсивным. Процесс адгезионного износа характеризуется кратерами, образующимися на поверхности зерна, свидетельствующих об отрыве или срезе его отдельных частиц.
Интенсивность износа шлифующих зерен резко возрастает при наличии химического сродства между зерном и обрабатываемым материалом. Для железоуглеродистых сплавов предпосылками к диффузионному износу являются высокие температуры в зоне шлифования, легкость растворения углерода в железе, перепад концентрации углерода между шлифующим зерном и обрабатываемым металлом и контакт их ювенильных поверхностей. Износ кругов существенно влияет на точность и качество поверхностного слоя шлифуемых деталей.
1.10 Качество обработанной поверхности.
Для надежной работы большое значение имеет шероховатость обработанной поверхности, характеризуемая величиной ее микронеровностей, и качество поверхностного слоя, характеризуемого его состоянием.
Формирование микрогеометрии поверхности и качества поверхностного слоя является сложным физическим процессом с активным химическим взаимодействием всех материалов, находящихся в зоне обработки. В этом случае многое является результатом копирования траекторий массового перемещения шлифующих зерен круга относительно обрабатываемой детали.
В результате действия шлифующих зерен на поверхностный слой детали наносится огромное число микроцарапин, формирующих микропрофиль.
Установившаяся шероховатость шлифованной поверхности, зависящая от геометрических параметров и вибраций системы СПИД, формируется после многих проходов круга по определенному участку детали.
Наряду с шероховатостью шлифованной поверхности большое значение имеет также ее волнистость, представляющая собой сочетание периодических и апериодических выступов и впадин. На образование волнистости шлифованной поверхности при чистовой обработке наиболее активно влияют колебания обрабатываемой детали, шлифовальной бабки, шлифовального круга и его некруглость. Существенное значение оказывает также отношение скоростей детали и круга, их размеры, число проходов и сдвига фаз волн при последующих проходах.
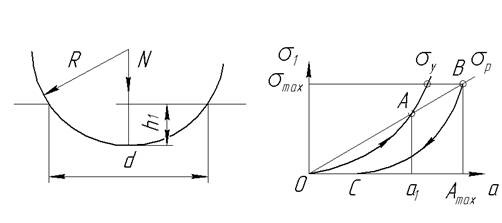
Наиболее высокие эксплуатационные свойства шлифованной детали могут быть получены путем создания наивыгоднейших условий обработки (характеристики круга, режима резания и др.). Подбирая требуемым образом условия шлифования, можно обеспечить наиболее благоприятное распределение напряжений в детали, например растягивающие напряжения заменить на сжимающие. В итоге можно повысить износостойкость деталей.
Благоприятное влияние на шероховатость оказывает окружная скорость шлифовального круга. С ее увеличением шероховатость шлифованной поверхности существенно снижается. Это объясняется как уменьшением толщины слоя, снимаемого одним зерном, так и возрастанием количества теплоты в зоне действия каждого зерна.
Шероховатость поверхности зубьев колес после их шлифования должна находится в пределах значений высоты микронеровностей Ra от 0,20 – 0,80 мкм в зависимости от требований эксплуатации.
Похожие работы
... приведены в таблице 2.1. Таблица 2.1. Основные экономические параметры вариантов технологического процесса Варианты технологического процесса Себестоимость Руб. Тшт.к. Мин. Заводской технологический процесс 72.6 20.7 Технологический процесс №2 84.1 10,74 Технологический процесс №3 86.6 13.37 Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... (мин). Штучное время: Тшт=То+Твсп.неп+Ттех+Торг+Тотд (12) Тшт=0,08+0,76+0,008+0,013+0,05=0,91 (мин). 3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА 3.1 Обоснование бесцентровой обработки Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
0 комментариев