Удаление окисной пленки с поверхности свариваемого металла
Конструктивные и технологические особенности сварки алюминия
Материалы для сварки алюминия и его сплавов
Обзор наиболее распространенных способов сварки алюминия и его сплавов
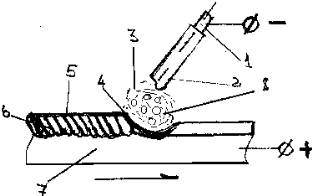
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG)
Механизированная аргонодуговая сварка плавящимся электродом
Механизированная импульсно-дуговая сварка плавящимся электродом
Оценка способов дуговой сварки алюминия и его сплавов
Навигация
Обзор наиболее распространенных способов сварки алюминия и его сплавов
Особенности сварки алюминия
70335
знаков
12
таблиц
7
изображений
2. Обзор наиболее распространенных способов сварки алюминия и его сплавов.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением. К основным методам сварки относятся: ручная дуговая сварка покрытыми электродами (ММА), аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG),плазменная сварка, полуавтоматическая сварка в защитном газе – бывает как минимум четырех разновидностей (импульсная полуавтоматическая сварка, традиционная полуавтоматическая сварка, полуавтоматическая сварка с управляемым массопереносом на инверторном источнике питания, полуавтоматическая сварка на источниках питания типа ВД-306ДК с комбинированной вольтамперной характеристикой). Другие виды сварки алюминия и его сплавов, такие как автоматическая сварка под слоем флюса и газовая сварка применяются значительно реже и рассматриваться не будут. Каждый способ сварки имеет свои особенности, которые необходимо учитывать для наиболее эффективного их использования при изготовлении изделий различного назначения.
2.1 . Ручная дуговая сварка покрытыми электродами алюминия и его сплавов.
Ручную дуговую сварку покрытыми электродами применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии и остается в соединении в виде дефектов.
Защитные (инертные) газы. Для защиты расплавленного металла сварочной ванны и проволоки при сварке алюминия и его сплавов применяются инертные газы и их смеси: аргон высшего или первого сорта по ГОСТ 10157 –79 и гелий особой или высокой чистоты по ГОСТ20461-75. Инертные газы аргон и гелий поставляются в баллонах.
Вольфрамовые электроды. Вольфрам – самый тугоплавкий из известных металлов (по температуре плавления он уступает только углероду). Температура плавления вольфрама равна 36000С, удельный вес 19,3 г/см3, он обладает весьма малой летучестью при высоких температурах и имеет низкий коэффициент теплопроводности. Вольфрамовые электроды изготавливаются по ГОСТ 23949-80. Они различаются по легированию, которое уменьшает работу выхода электронов и соответственно срок службы электродов. Электроды бывают чистые (ЭВЧ), лантанированные(ЭВЛ), иттрированные (ЭВИ), торированные (ЭВТ). Характеристики наиболее распространенных электродов в табл. 1.5.
Таблица 1.5
Характеристики наиболее распространенных электродов [8]
| Марка электрода | Содержание примесей, мас. % | Диаметр прутка или проволоки, мм |
| ЭВЧ | 0,5; | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВЛ | (1,1-1,4) окиси лантана (LaO) | 1,0; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-1 | (1,5-2,3) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-2 | (2,0-3,0) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВИ-3 | (2,5-3,5) окиси иттрия (Y2O3) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
| ЭВТ-15 | (1,5-2,0) двуокиси тория(ThO2) | 2,0; 3,0; 4,0; 5,0; 6,0; 8,0;10,0 |
Электроды, применяемые при аргонодуговой сварке необходимо затачивать. Это повышает стабильность работы аргонодуговой установки и качество сварного соединения.
Покрытые электроды. Для сварки алюминия и его сплавов применяют следующие наиболее распространенные марки покрытых электродов, производства России и других стран [4,5]:
Электрод Свариваемый сплав
ОЗА 1 Технический алюминий
ОК 96.10 («ESAB») Технический алюминий
ОЗА2 Литой сплав типа АЛ-4
ОК 95.50 («ESAB») Литой сплав типа АЛ-4
МВТУ Сплавы типа АМц
АФ1 Сплавы типа АМг, АМц
ОК 96.20 («ESAB») Сплавы типа АМг, АМц
А1Ф Сплавы типа АМц, силумин
Состав электродных покрытий для сварки алюминия и его сплавов для некоторых из перечисленных марок электродов приведен в табл. 1.6.
Таблица 1.6
Состав некоторых электродных покрытий для сварки алюминия и его сплавов, мас. % [5]
| Компонент | Марки покрытия | ||||||||
| ОЗА1 | ОЗА 2 | МВТУ | АФ1 | А1Ф | |||||
| Хлористый натрий | 18,2 | 30 | 18,0 | ||||||
| Хлористый калий | 32,5 | 50 | 20,0 | 32,0 | |||||
| Хлористый литий | 9,1 | 24,0 | 9,0 | ||||||
| Фтористый калий | 39,0 | ||||||||
| Криолит | 35,0 20 | 35,0 33,0 | |||||||
| Фтористый натрий | 5,2 | 17,0 | 5,0 | ||||||
| Ферросилиций | 3,0 | ||||||||
| Флюс АФ-4А | 65,0 | ||||||||
С течением времени при хранении электроды увлажняются, поэтому перед сваркой их необходимо подсушить при температуре 150 – 200 0С.
Сварочные флюсы. Для полуавтоматической сварки под слоем флюса применяют флюсы АН-А1, АН-А4, 48-АФ-1, МАТИ-1а, МАТИ-10.Состав флюсов в табл. 1.7.
Таблица 1.7
Состав флюсов для сварки алюминия и его сплавов, мас.% [5]
| Компонент | Марка флюса | ||||||||
| АН-А1 | АН-А4 | 48-АФ-1 | МАТИ-1а | МАТИ-10 | |||||
| Хлористый натрий 20,0 | |||||||||
| Хлористый калий | 50,0 | 57,0 | 47,0 | 47,0 | 30,0 | ||||
| Хлористый литий | 8,0 | ||||||||
| Фтористый барий | 28,0 47,0 | 68,0 | |||||||
| Фтористый натрий | 42,0 | ||||||||
| Фтористый калий | 2,0 | ||||||||
| Фтористый литий | 7,5 | ||||||||
| Фтористый алюминий | 7,5 | 2,0 | |||||||
| Криолит | 30 | 3,0 | |||||||
| Фторцирконат калия | 2,0 | ||||||||
| Окись хрома | 2,0 | ||||||||
Флюс должен храниться в герметически закрываемой таре, а перед употреблением просушиваться при температуре 200 – 250 0С в течении 2 часов.
Наиболее приемлемым типом сварного соединения для алюминия является стыковое. Соединений внахлестку и тавровых избегают, так как возможно затекание шлака в зазоры, из которых его трудно удалить при промывке после сварки. Наличие шлака в зазоре может вызвать коррозию металла. Поэтому, этот метод сварки алюминия наиболее редко применяется в промышленности. Отличие от ручной дуговой сварки стальных металлоконструкций заключается в том, что алюминий имеет значительно более высокую теплопроводность, чем сталь (см. п.1). Это приводит к тому, что шлак при ручной дуговой сварке не успевает, в ряде случаев, удаляться из расплавленного металла сварного соединения ввиду малого времени нахождения сварочной ванны в расплавленном состоянии
и остается в соединении в виде дефектов.
Похожие работы
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев