Удаление окисной пленки с поверхности свариваемого металла
Конструктивные и технологические особенности сварки алюминия
Материалы для сварки алюминия и его сплавов
Обзор наиболее распространенных способов сварки алюминия и его сплавов
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG)
Механизированная аргонодуговая сварка плавящимся электродом
Механизированная импульсно-дуговая сварка плавящимся электродом
Оценка способов дуговой сварки алюминия и его сплавов
Навигация
Удаление окисной пленки с поверхности свариваемого металла
Особенности сварки алюминия
70335
знаков
12
таблиц
7
изображений
1.1. Удаление окисной пленки с поверхности свариваемого металла.
В естественных условиях производства и хранения алюминий покрывается слоем окиси, предохраняющим его от коррозии. На воздухе зачищенная поверхность сразу же покрывается новым слоем окиси, толщина которого восстанавливается практически в течение нескольких дней, надежно защищая металл от дальнейшего окисления. На рис.1.1 показана кинетическая зависимость окисления алюминия при 200ºС. 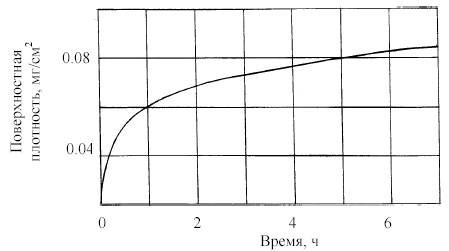
Рис.1.1. Кинетическая зависимость окисления алюминия при 200ºС.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (20500ºС) она не растворяется в жидком металле в процессе сварки. Попадая в ванну, она затрудняет сплавление между собой частиц металла и ухудшает формирование шва.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Поэтому, окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода.
Естественная защитная пленка имеет значительную толщину и ее удаление в процессе сварки весьма затруднительно. Поэтому поверхность соединяемых деталей и проволоки очищают от слоя окиси непосредственно перед сваркой и создают на ней искусственный слой окиси, который сохраняется достаточно тонким в течении 8-16 ч. Полученный тонкий слой окиси алюминия сравнительно легко удаляется электрической дугой или с помощью флюса во время сварки.
Обработка поверхности свариваемых деталей и проволоки производится следующим образом [3]. Сначала производится механическая зачистка с помощью металлических щеток. Затем свариваемые детали и проволока обезжириваются в водном растворе следующего состава: 40-50 г/л тринатрийфосфата (Na3PO4 . 12H2O), 35-50 г/л кальцинированной соды (Na2CO3) и 25-30 г/л жидкого стекла (Na2SiO3). Время обезжиривания примерно 5 минут, температура раствора 60-700С. Далее свариваемые детали и проволоку подвергают травлению в течении 1-3 мин в 5% растворе щелочи NaOH или KOH. После этого остатки щелочи и продукты реакции смывают сначала горячей, а потом холодной водой. После промывки детали пассивируют 20% азотной кислотой (HNO3), нагретой до температуры 600С. При этом детали покрываются новым тонким слоем окисной пленки. Извлеченные из азотной кислоты детали промывают холодной, затем горячей водой и сушат.
Так как в атмосферных условиях толщина образованной пленки, хотя и более медленно, но все же увеличивается, подготовленные к сварке детали необходимо сварить в течение 24 часов, а сварочную проволоку использовать в течение 8 часов. Различие в сроке хранения подготовленных к сварке деталей и проволоки обусловлено тем, что непосредственно перед сваркой соединяемые кромки деталей дополнительно очищают от окисных пленок механическим путем – проволочной щеткой, а затем шабером. Образовавшаяся после механической зачистки тончайшая пленка окиси легко удаляется сварочной дугой, горящей в среде инертных газов. Весьма эффективно происходит удаление окиси с поверхности металла, имеющего отрицательный потенциал. Присутствующие в дуге положительные ионы инертных газов разгоняются катодным напряжением и ударяют в поверхностный слой окисной пленки. Процесс обработки свариваемого металла положительными ионами называют катодным распылением. Результаты этого процесса остаются в виде беловатых полос по сторонам шва.
Менее эффективно удаление окиси алюминия с поверхности свариваемого металла происходит, когда он имеет положительный потенциал. Окись алюминия в этом случае разрушается при взаимодействии с расплавленным алюминием. В результате образуется газообразный субокисел Al2O. Поскольку эта реакция возможна только при температурах свыше 17000С, область очищенной поверхности практически ограничена анодным пятном. Естественно, для такого метода сварки применяются мощные горелки и высокие токи дуги для обеспечения большой плотности теплового потока в области анодного пятна дуги. Такой метод удаления окисной пленки называется термической очисткой. Поэтому, этот метод более эффективен при использовании в качестве защитного газа гелия, так как он наиболее высокоэнтальпийный газ и способствует более стабильному поддержанию дугового промежутка.
При ручной дуговой сварке покрытыми электродами и автоматической дуговой сварке по слою флюса расплавленный алюминий защищают от окружающей атмосферы флюсами из хлоридов и фторидов щелочных и щелочноземельных металлов, которые под действием дуги расплавляются и энергично реагируют с окисью алюминия, образуя комплексные соединения, переходящие в шлак, либо летучие соединения. Так, например, при использовании флюсов состава 50% KCl; 15% NaCl; 35% Na3AlF2 происходит разрушение Al2O3 по реакции
Al2O3 + 6KCl = 2AlCl3ЃЄ + 3K2O и растворение Al2O3 в криолите Na3AlF2 с образованием легкоплавкого шлака (NaCl снижает температуру плавления криолита). Криолит не только растворяет Al2O3, но, изменяя поверхностное натяжение металла, способствует образованию мелкокапельного переноса электродного металла. Остатки флюса и шлака, как правило, при комнатных температурах способствуют коррозии алюминия. Поэтому их остатки необходимо тщательно удалять с поверхности сваренных изделий, протирая загрязненные участки волосяными щетками в струе горячей воды или пара. Очищающее действие дуги зависит от глубины ее проникновения в соединяемый металл. Эту глубину регулируют, изменяя силу сварочного тока. Как правило, сварочный ток для сварки алюминия и его сплавов не превышает 550-750А. Увеличение сварочного тока выше этих критических значений нарушает процесс формирования шва.
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые. Для устранения окисных включений в металле швов используют удаляемые подкладки из коррозионно-стойкой стали, других металлов с повышенной температурой плавления, а также меди, благодаря ее высокой теплопроводности. Используют также остающиеся подкладки из свариваемого алюминиевого сплава или разделку кромок с обратной стороны шва, что обеспечивает удаление окисных включений из стыка в канавку подкладки. 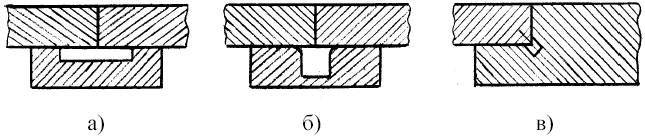
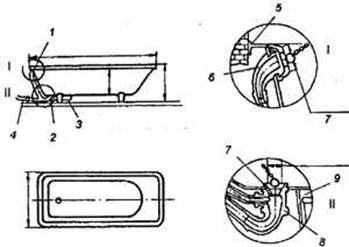
Рис.1.2. Форма поперечного сечения канавки в подкладке,
формирующей обратную сторону стыкового шва:
а – прямоугольная; б – квадратная со скругленными кромками; в – квадратная, наклонная
Подкладка, формирующая обратную сторону стыкового шва, имеет канавку, различные формы которой представлены на рис.1.2. Чаще всего используют канавки прямоугольной формы (рис. 1.2, а), которые обеспечивают стабильные условия для формирования шва и удаления окисных пленок при довольно значительных смещениях линии стыка и дуги от оси канавки. Канавка, поперечное сечение которой показано на рис.1.2 б, обеспечивает плавный переход от усиления шва к основному металлу. Но из-за малой ширины ее надо применять вместе с дополнительной центрующей оснасткой. Для удаления окисных пленок в стыковых соединениях с остающейся подкладкой, изготовленной как единое целое со свариваемым элементом, используют прямоугольные и наклонные канавки (рис.1.2, в), которые просты в изготовлении. Кроме удаления окисных пленок такая канавка уменьшает теплоотвод от сварочной ванны в сторону более толстого элемента замкового соединения. удаления окисных пленок из корня шва при односторонней сварке стыковых соединений на подкладке с канавкой показан на рис.1.3. Канавка, как уже говорилось ранее, препятствует отводу теплоты от свариваемых кромок в подкладку и способствует опусканию окисных пленок вместе с расплавленным металлом сварочной ванны в нижнюю часть сварного шва. 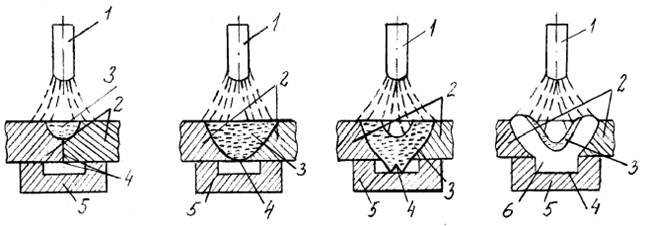
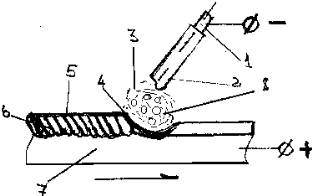
Рис.1.3. Схема удаления окисных пленок из корня шва при односторонней
сварке стыковых соединений на подкладке с канавкой:
1 – электрод; 2 – свариваемый металл; 3 – расплавленный металл сварочной ванны; 4 – окисные пленки на поверхности соединяемых кромок; 5 – подкладка с канавкой; 6 – металл шва.
Вероятность полного удаления окисных пленок с торцевых поверхностей свариваемых кромок повышается с увеличением глубины канавки. В то же время слишком глубокая канавка требует дополнительного расхода сварочной проволоки для ее заполнения, а чрезмерно высокий валик на обратной стороне шва будет способствовать концентрации напряжений в зоне сплавления. На практике обычно применяют подкладки с глубиной канавки 1.2-2 мм. При правильно выбранном и стабильном режиме сварки такая глубина канавки более чем в 1.5 раза превышает высоту оставшихся под дугой окисных пленок и обеспечивает их полное удаление в поверхностный слой нижнего усиления шва. Канавка должна иметь достаточную ширину, чтобы обеспечить нормальное прогибание окисных пленок на нижней поверхности состыкованных кромок в условиях возможного смещения стыка в процессе сварки.
Похожие работы
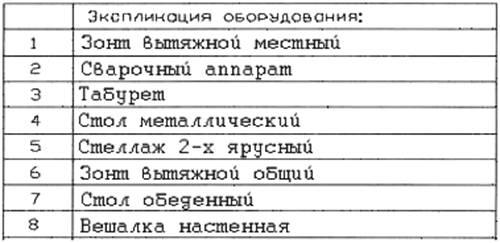
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев