Удаление окисной пленки с поверхности свариваемого металла
Конструктивные и технологические особенности сварки алюминия
Материалы для сварки алюминия и его сплавов
Обзор наиболее распространенных способов сварки алюминия и его сплавов
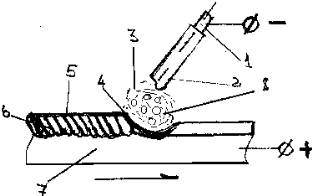
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG)
Механизированная аргонодуговая сварка плавящимся электродом
Механизированная импульсно-дуговая сварка плавящимся электродом
Оценка способов дуговой сварки алюминия и его сплавов
Навигация
Материалы для сварки алюминия и его сплавов
Особенности сварки алюминия
70335
знаков
12
таблиц
7
изображений
1.3. Материалы для сварки алюминия и его сплавов.
Сварочная проволока. При дуговой сварке большинства соединений требуется проволока, металл которой заполняет зазоры, а также обеспечивает формирование шва в соответствии с размерами, установленными ГОСТ 14806-80. Кроме того, проволока позволяет изменять состав шва, что особенно важно при сварке различных алюминиевых сплавов. Требуемый для легирования состав проволоки выбирают с учетом химического состава свариваемых кромок и доли участия проволоки в образовании шва. Для дуговой сварки в инертных газах содержание каждого элемента в проволоке можно рассчитать из уравнения [8] 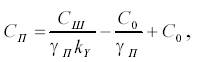
где СП – расчетное содержание элемента в проволоке; С0 – содержание элемента в свариваемом металле; СШ – содержание элемента в металле шва; kY – суммарный коэффициент усвоения элемента металлом шва при сварке; .П – доля проволоки в металле шва.
Доля проволоки в металле шва зависит от типа соединения, толщины свариваемых кромок, формы и размеров шва, зазоров.
Под действием высоких температур часть легирующих элементов улетучивается с поверхности расплавленного металла сварочной ванны и электродной проволоки. Эти потери учитывает суммарный коэффициент усвоения элемента металлом шва, который учитывает, какое количество данного элемента перешло в шов. Величина потерь зависит от способа и режима сварки, физико-химических свойств элемента и его содержания в проволоке. Обычно коэффициент усвоения kY определяют экспериментальным путем, сравнивая фактическое содержание элемента в шва с расчетным.
Определенный по уравнению состав проволоки чаще всего не совпадает с составом проволок, выпускаемых промышленностью. В связи с этим для сварки подбирают ту марку проволоки, у которой состав наиболее соответствует расчетному.
С введением легирующих элементов прочность металла шва повышается, а пластичность и коррозионная стойкость снижаются. Для большинства алюминиевых сплавов суммарное содержание в шве или зоне сплавления 5-8% легирующих элементов достаточно, чтобы по границам зерен образовался сплошной ободок из вторичных фаз. При такой структуре дальнейшее легирование не только не увеличивает, а даже несколько снижает прочность в результате концентрации напряжений по малопластичным вторичным фазам. Таким образом, для получения пластичных коррозионно-стойких соединений алюминиевые сплавы целесообразно сваривать менее легированными проволоками. Когда требуются сварные соединения повышенной прочности, наоборот, применяют более легированные проволоки с суммарным содержанием легирующих элементов не выше 6 –7%.
Наличие максимума трещинообразования при сварке алюминиевых сплавов в каждой системе легирования определяет выбор проволоки, способной обеспечить соединениям повышенную стойкость против трещин. Чтобы повысить стойкость соединений против образования горячих трещин, при сварке сплавов менее легированных, чем сплав с максимальным показателем трещинообразования, применяют проволоку с пониженным содержанием легирующих элементов, тогда как более легированные сплавы сваривают проволоками с более высоким содержанием легирующих элементов.
В зависимости от предъявляемых к соединениям требований, для сварки каждого из алюминиевых сплавов обычно применяют несколько марок проволок. Наиболее простым подходом является применение универсальной проволоки, которая обеспечивает сварным соединениям достаточно высокие значения всех основных характеристик: стойкость против горячих трещин, прочность, пластичность и коррозионную стойкость. Остальные рекомендованные проволоки обеспечивают соединениям повышенные значения одной из названных характеристик при удовлетворительных значениях всех остальных (табл. 1.2.).
Таблица 1.2.
Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов.
| Свариваемый Металл | Универсальная проволока, обеспечивающая удовлетворит. характеристики соединения | Проволока, обеспечивающая удовлетворительные характеристики соединения и повышенные показатели | |||||||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозион. стойкость |
| |||||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 | ||||
| АД0,АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 | ||||
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц | ||||
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | АВч | АВч | ||||
| АМг5 | СвАМг5 | СвАМг63 | СвАМг6 | СвАМг5 | Св1557 | ||||
| АМг6 | СвАМг6 | СвАМг63 | СвАМг61 | СвАМг63 | Св1557 | ||||
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | АВч | ||||
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 | ||||
| Прим. Проволоку с обозначением «Св» поставляют по ГОСТ 7871-75, остальную по ТУ | |||||||||
Проволока может применяться в двух назначениях:
как электродная проволока при полуавтоматической или автоматической сварке в защитных газах (в шведском стандарте называется «Autrod»)
как присадочный материал при аргонодуговой сварке неплавящимся электродом (в шведском стандарте называется «Tigrod»)
Применяют также импортную сварочную проволоку фирмы «ESAB» (Швеция), (табл.1.3).
Таблица 1.3
Рекомендуемые марки проволок фирмы «ESAB» для сварки распространенных алюминиевых сплавов [4].
| Свариваемый металл | Марка проволоки |
| Чистый алюминий А995 | OK Autrod 18.01 (состав проволоки Al99,5) |
| Чистый алюминий A995 | OK Autrod 18.11 (состав проволоки Al99,5Ti) |
| Силумин, с содержанием Si до 7% | OK Autrod 18.04 (состав проволоки AlSi5) |
| Сплав АМг3 (до 3%Mg) | OK Autrod 18.13 (состав проволоки AlMg3) |
| Сплав АМг5 (до 5%Mg) | OK Autrod 18.15 (состав проволоки AlMg5) |
| Сплавы АМг4, АМг5 | OK Autrod 18.16 (состав проволоки AlMg4,5Mn) |
Похожие работы
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев