Определение бальности и группы депо
Расчет производственной программы
Технология выполняемых работ в цехе
Описание основных неисправностей и способов их устранения
Восстановите белое показание на ЛС;
Для проверки реле К2 снять закороченый провод с диода У66. Далее проверку производить аналогично как в пункте 2.1
Охрана труда
Требования к работникам и индивидуальные средства защиты
РАЗРАБОТКА ОСНОВНОГО ПРОИЗВОДСТВЕННО-ФИНАНСОВОГО ПЛАНА ЦЕХА
План расходов
Навигация
Для проверки реле К2 снять закороченый провод с диода У66. Далее проверку производить аналогично как в пункте 2.1
Организация работы отделения по ремонту КИП
91983
знака
12
таблиц
48
изображений
2.2. Для проверки реле К2 снять закороченый провод с диода У66. Далее проверку производить аналогично как в пункте 2.1.
 3. На входы разъема поочередно подавать напряжение +50 В, фиксировать между контактами А1 и А2 разъема Х2 кратковременное появление замыкания. После этого на входы разъема Х1, кроме С7 поочередно подавать напряжение -50 В и также фиксировать между контактами А1, А2 разъема Х2 кратковременное замыкание; для проверки входа С7 отключать напряжение +50 В. Аналогичные испытания проводить при входных напряжениях 35 и 100 В.
3. На входы разъема поочередно подавать напряжение +50 В, фиксировать между контактами А1 и А2 разъема Х2 кратковременное появление замыкания. После этого на входы разъема Х1, кроме С7 поочередно подавать напряжение -50 В и также фиксировать между контактами А1, А2 разъема Х2 кратковременное замыкание; для проверки входа С7 отключать напряжение +50 В. Аналогичные испытания проводить при входных напряжениях 35 и 100 В.
При периодических испытаниях данные испытания проводить при напряжении питания 35, 50 и 60 В.
4. Одновременно на все входы разъема Х1 подать напряжение +50 В. Фиксировать между контактами А1, А2 разъема Х2 кратковременное появление замыкания.
5. На один из выходов разъема Х1, кроме С7, с частотой порядка 2 раза в 1 с. чередовать подключение напряжения +50 и -50 В. Между контактами А1, А2 разъема Х2 фиксировать появление замыкания только на 1-2 первые переключения, при последующих должен фиксироваться обрыв. Между контактами А3, А4 разъема Х2 после первого подключения напряжения и при последующих переключениях - обрыв.
6. На вход В3 разъема Х2 подавать линейно изменяющее напряжение. При изменения напряжения со скоростью 0,1+0,01 В/с между контактами А1, А2 разъема Х2 фиксировать появление замыкания. При скорости изменения входного напряжения 0,03+0,01 В/с замыкание не должно появляться. Проверку произвести как для увеличивающего, так и уменьшающегося входного напряжения с интервалом между опытными не менее чем 10 с. В случае необходимости регулировку производить R50.
Технологическая карта разработана на основании параметров стенда для проверки блока УКБ Л-116.
Технологическая карта проверки блока контроля самопроизвольного трогания поезда Л-168. Проверка производится на стенде в цехе.
Проверка монтажа и измерение параметров.
1.1. Исходное положение тумблеры S, S1, S2, S3, S4 в выключенном положении, секундомер в положение “0”.
1.2. Подать напряжение питания ~ 220 В и =50 В на схему включением тумблера S. Должна загореться лампа Н.
1.3. Включить тумблер S1 на 2-3 секунды. Лампа при этом должна погаснуть.
1.4. Выключить тумблер S1.
1.5. По секундомеру установить время отпускания реле К1. Это время должно быть в пределах (5-7) секунд. После отпускания реле К1 должна вновь загореться лампа Н. Измерение времени отпускания реле К1 должно производиться при изменении питающего напряжения на +_5 В.
1.6. Включить тумблер S2 на (2-3) с. Лампа Н при этом должна погаснуть.
1.7. Включить тумблер S4. (снять питание с клеммы ШР/3).
1.8. Выключить тумблер S2.
1.9. По секундомеру установить время отпускания реле К2. Это время должно быть в пределах (6-7) с. Измерение времени отпускания реле К2 должно производиться при изменении питающего напряжения на +_5 В.
1.10. Выключить тумблер S4. Лампа Н должна загореться.
1.11. Включить тумблер S3. Лампа Н при этом должна погаснуть.
1.12. Выключить тумблер S3 и включить тумблер S4.
1.13. По секундомеру установить время отпускания реле К2. Это время должно быть в пределах (5-7) с.
1.14. Выключить тумблер S4. Лампа Н должна загореться.
1.15. Установить аппараты схемы в исходное положение.
2. Напряжение отпускания реле должно регулировать от 2 В до 4 В так, чтобы время отпускания реле К1 и К2 блока при напряжении питания 50 В было (6,3-6,6) с.
Механическая регулировка реле блока.
1)Ход якоря реле определяет ход его контактов и измеряется либо непосредственно по оси сердечника, либо по перемещению изоляционной планки якоря в том месте, где на нее опираются контактные пружины.
Ход якоря регулируется изменением угла между горизонтальной и вертикальной плоскостями якоря. Свободное качение якоря на торце корпуса обеспечивается перемещением якоря по линии шарнира от 0,3 до 0,7мм, по вертикали - от 0,3 до 0,5 мм и вдоль оси сердечника от 0,05 до 0,15 мм. Эти расстояния измеряются щупом и регулируются изгибом упорной планки якоря. Уменьшение хода якоря снижает напряжение срабатывания и наоборот.
Зазор между притянутым якорем и сердечником, который определяется зазором антимагнитного штифта. измеряется щупом при нажатом якоре. Толщина щупа соответствует наименьшей высоте штифта, щуп должен свободно выходить из зазора. Зазор у реле РЭМ3-М. примененных в блоках Л168, регулируется прогибом центральной части якоря. Уменьшение зазора уменьшает напряжение отпадения и наоборот. Отсутствие штифта или недостаточная его высота могу привести к залипанию якоря;
Регулировка контактов реле.
Ход контакта реле складывается из раствора и провала. Провал контакта - это дополнительный совместный ход подвижной и не подвижной пружины после их соприкосновения при замыкании контактов. Провал у реле измеряется зазором между упором и контактной пружиной при замкнутом контакте в том месте, где пружина опирается на упорную пластину. Провал регулируется изгибанием упорной пластины.
Раствор контактов измеряется между контактами - деталями средней и разомкнутой неподвижной пружины и регулируется только изгибанием упорных пластин. Во время переключения не должны одновременно замыкаться между собой контакты-детали всех трех пружин. Для этого, когда фронтовая и тыловая пружины лежат на своих упорах, суммарный зазор между ними и средней пружиной должен быть не менее 0,4 мм. Все указанные размеры регулируются только упорными пластинами;
3)Контактное нажатие.
Проверка и регулировка контактных нажатий, а также нажатий на упорные пластины, изоляционную планку якоря и др. выполняются только после регулировки хода, раствора и провала контактов. Нажатие измеряется граммометром и регулируются изгибанием контактных пружин у их основания.
Технологическая карта разработана на основании параметров стенда для проверки блока Л-168.
Технологическая карта проверки блока Л-77. Проверка производится в цехе на стенде.
Измерение параметров, регулирование и настройка блока Л-77.
1. Измерение времени замедления блоков предварительной световой сигнализации производится в следующей последовательности:
1.1 Поставить тумблер в положение 1 на 2-3 секунды;
1.2. Поставить тумблер в положение 2;
1.3. По электро-секундомеру установить время замедления блока, это время должно быть в пределах 3-6 секунд. Измерение этого времени должно производиться при измерении питающего напряжения на _+ 5 В.
Пои этом напряжения срабатывания каждого реле должно быть не более 30,8 В, а напряжение отпускания реле регулируются от 2,5 до 4 В так, чтобы замедление блока при 50 В было 3,8-5,2 с.
Механическая регулировка ходовых реле блока Л-77.
1. Ход якоря реле определяет ход его контактов и измеряется либо непосредственно по оси сердечника, либо по перемещению изоляционной планки якоря в том месте где на нее опираются контактные пружины.
Ход якоря регулируется изменением угла между горизонтальной и вертикальной плоскостью якоря.
Свободное качение якоря на торце корпуса обеспечивается перемещением якоря по линии шарнира от 0,3 до 0,7 мм по вертикали от 0,3 до 0,5 мм и вдоль оси сердечника от 0,55 до 0,15 мм.
Эти расстояния измеряются щупом и регулируются изгибом упорной планки якоря. Уменьшение хода якоря снижает напряжение срабатывания и наоборот.
Зазор между притянутым якорем и сердечником, который определяется зазором антимагнитного штифта, измеряется щупом при нажатом якоре.
Регулировка контактов реле.
Ход контакта реле складывается из раствора и провала. Провал контакта - это дополнительный совместный ход подвижной и не подвижной пружины после их соприкосновения при замыкании контактов.
Провал у реле измеряется зазором между упором и контактной пружиной при замкнутом контакте в том месте, где пружина опирается на упорную пластину. Провал регулируется изгибанием упорной пластины.
Электрические параметры реле.
3.1. Напряжение срабатывания реле должно быть 30,8 В.
3.2. Напряжение отпускания должно быть 2,5 - 4 В.
Технологическая карта разработана на основании параметров стенда для проверки блока Л-77.
2.5.3 Разработка технологической документации процесса ремонта узлов и деталей
Для организации технологического процесса ремонта приборов в цехе разрабатывается следующие документы:
1. Карта технологического процесса ремонта на каждый прибор;
2. График технологического процесса ремонта каждого прибора;
3. Эскизная карта, маршрутная карта и операционная карта;
4. Различные инструкции и технические требования.
В дипломном проекте представлены карты технологического процесса по ремонту основных приборов, разработан пример графика технологического процесса, который представлен на чертежах.
2.6 Выбор оборудования, средств механизации и подъёмно – транспортных средств
При ремонте локомотивов значителен объём подъёмно-транспортных операций, поэтому их механизация и автоматизация – важнейшая задача.
Выбор оборудования и подъёмно-транспортных средств производится в соответствии с Требованиями основного подъёмно-транспортного, станочного и технологического оборудования, стендов, приспособлений для текущего ремонта локомотивов и МВПС.
Стандартное оборудование применяется по стандартам, альбомам, каталогам, паспортам заводов-изготовителей. Нестандартное – по чертежам и каталогам Проектно-конструкторского бюро Главного управления локомотивного хозяйства МПС и Проектного конструкторско-технологического бюро Главного управления по ремонту подвижного состава и производству запасных частей МПС, а так же по образцу оборудования, сконструированного и применяемого в депо.
2.7 Компоновка оборудования на плане цеха и определение необходимой площади цеха (по нормативам)
Размещение оборудования на плане цеха:
а – главное помещение цеха;
б – кабинет мастера и бригадира;
в – помещение для проверки электронной аппаратуры;
г – помещение для проверки микропроцессорной техники;
д – цех проверки систем САУТ, УКПТМ;
1 – стенд для проверки электропневматического клапана ЭПК-150Е;
2 – стеллаж для исправных и не исправных электропневматических клапанов;
3 – сверлильный станок;
4 – стеллаж для исправных и не исправных блоков САУТ, УКПТМ, шнуров;
5 – обеденный стол;
6 – диван;
7 – стол для разогрева пищи и приготовления пищи;
8 – стенд для проверки блоков Л-77, Л-168, Л116;
9 – рабочий стол мастера и бригадира;
10 – шкафы;
11 – стеллаж для не исправной аппаратуры;
12 – рабочее место;
13 – рабочий стол второго бригадира;
14 – шкаф;
15 – стенд для инструментов;
16 – рабочий стол;
17 – стенд для проверки электронного скоростемера;
18 – стенд для работы с системой КЛУБ;
19 – рабочий стол;
20 – стенд для проверки системы САУТ;
21 – шкафчики для одежды.
2.8 Средства механизации и автоматизации производственного процесса ремонта узлов или деталей
2.8.1 Назначение и технические данные средства автоматизации и механизации
1. Стенд для проверки датчика угла поворота (датчик скорости ДПС).
2. Стенд для проверки электропневматического клапана ЭПК-150Е.
3. Стенд для проверки блоков Л-77, Л-116 и Л-168.
4. Стенд для проверки блоков системы САУТ-Ц, САУТ-МП, САУТ-ЦМ.
5. Стенд для проверки электронного скоростемера.
6. Стенд для работы с системой КЛУБ.
2.8.2 Устройство и принцип работы предлагаемого средства
Стенд для проверки датчика угла поворота
Стенд для проверки датчика угла поворота (далее как ДПС) состоит из пульта КПА ДПС и привода датчика ПК ДПС. На пульте КПА ДПС находятся переключатель режимов проверки ДПС. Так же на пульте находятся переключатель числа оборотов и переключатель направления движения и тормоз. Привод датчика является имитатором буксового узла колёсной пары электровоза. После установки проверяемого ДПС в ПК ДПС, на пульте КПА ДПС задаем параметры вида движения (грузовое или пассажирское) и веса рассматриваемого вида ПС, а так же тип ДПС. Устанавливаем направление движения с помощью рукоятки направления движения (вперёд или назад), а так же задаём частоту оборотов в минуту. Привод ПК ДПС начинает вращать датчик угла поворота ДПС с установленными скоростями (для каждого вида движения свои установленные скорости). С помощью измерительного прибора определяем напряжение и силу тока исходящих из самого датчика, и если они не соответствуют нормам, производим разборку датчика с последующим ремонтом.
Стенд для проверки блоков Л-168, Л-116 и Л-77
Стенд разработан и создан работниками цеха, а так же запатентован и одобрен МПС. На стенде находится секундомер, а так же сигнальные лампы имитирующие лампы бдительности машиниста, установленные в кабине ТПС. Блок Л-168 подключается к стенду. Подаётся питание и при нажатии кнопки «ПУСК» секундомер начинает отчет времени. Если блок исправен, то через 5-7 секунд загорится сигнальная лампа, а если отсчета превысило 7 секунд, то значит блок не исправен.
Таким же образом производят проверку блоков Л-77 и Л-116.
Стенд для проверки электропневматического клапана ЭПК-150Е
Стенд разработан и создан работниками цеха, а так же запатентован и одобрен МПС. На стенде проверяют плотность клапана, плотность срывного клапана, уровень громкости свистка, время падения давления в камере, остаточное давление и герметичность соединений ЭПК. На стенде установлена ручка крана машиниста №395.
Производят зарядку электропневматического клапана автостопа воздухом, давлением 0,7-0,8 МПа. В заряженном состоянии ЭПК, верхние контакты концевого переключателя должны быть замкнуты, при этом не должно происходить изгибание контактных пластин. При не замыкании верхних контактов концевого переключателя или изгибании контактных пластин, отрегулировать затяжку пружины регулирующей упоркой.
 Для проверки плотности клапана запитытать катушку электромагнита, вывернуть свисток и обмылить резьбовое отверстие. Допускается образование мыльного пузыря с его удержанием не менее 4 секунд. При недостаточной плотности клапан заменить. После проверки свисток ввернуть на свое место.
Для проверки плотности клапана запитытать катушку электромагнита, вывернуть свисток и обмылить резьбовое отверстие. Допускается образование мыльного пузыря с его удержанием не менее 4 секунд. При недостаточной плотности клапан заменить. После проверки свисток ввернуть на свое место.
Проверку плотности срывного клапана производят путем обмыливания атмосферного отверстия под ним. Допускается образование мыльного пузыря с его удержанием не менее 4 секунд.
Проверку работы электропневматического клапана автостопа производят путём обесточивания катушки электромагнита. При обесточивании катушки должен раздаться свисток. Звук свистка должен быть хорошо слышен. Время падения давления в камере выдержки времени с 0,8+_0,02 МПа до 0,13-0,2 МПа должно происходить не более и не менее 7+_1,5 с. При снижении давления в камере выдержки времени до 0,13-0,2Мпа должен открыться возбудительный клапан и вызвать подъем поршня срывного клапана и разрядку тормозной магистрали. При разрядке тормозной магистрали до 0,13-0,2Мпа (1,3-2 кгс/см2) срывной поршень садится на свое место и прекращается разрядка тормозной магистрали, при этом замыкаются нижние контакты концевого переключателя. Зазор между нормально разомкнутыми контактами должен быть не менее 2 мм. Остаточное давление в камере выдержки времени после ее разрядки должно быть не более 0,06 МПа (0,6 кгс/см2). После разрядки тормозной магистрали повернуть ключ ЭПК в крайнее правое положение до упора и зарядить тормозную магистраль и камеру выдержки времени от 0,15 МПа до 0,7 МПа (от 1,5 кгс/см2 до 7 кгс/см2) не более 10 с.
.Проверку на герметичность производят при зарядке ЭПК воздухом, давлением 0,7-0,8 МПа (7-8 кгс/см). Образующие пузыри должны удерживаться не менее 4 секунд.
Стенд для проверки электронного скоростемера
В комплект стенда входят:
1.Блок удаления памяти УСМ, с помощью которого производят удаление информации из блоков памяти. Это происходит с помощью установленной в блоке ультрафиолетовой лампы.
2.Блок прошивки микросхем памяти УПМ, с помощью этого блока производят запись, считывание и корректировку информации блоков памяти.
3.Главный стенд для проверки электронных скоростемеров УПДК. Так как электронные скоростимеры только недавно начали внедрять, стенд находится в не полной комплектации. К стенду должен прилагаться персональный компьютер, с помощью которого производят все операции предусмотренные на данном стенде.
Стенд для работы с системой КЛУБ
В комплект стенда входят:
1.Блок ввода данных БВД, с помощью которого специалисты производят проверку системы КЛУБ. Так же этот блок позволяет имитировать все действия производимые в кабине машиниста, так же полная имитация движения ТПС.
2.Блок ввода данных модернизированный БВДМ, с помощью этого блока производят точно такие же действия, что и с БВД. Но блок БВДМ имеет меньшие размеры, более компактный и лёгок в переноске.
3.Блок проверки электроники ПК БЭЛ. На этом блоке производят проверку всех электрических характеристик электронной и микропроцессорной аппаратуры.
Стенд для проверки системы САУТ
Стенд разработан и создан работниками цеха, а так же запатентован и одобрен МПС. Стенд состоит из:
1.Блока БПР-САУТ-Ц с помощью которого вводят все параметры движения.
Блок проверки системы ТСКБМ
Этот блок называется ТЛ-ТСКБМ НЕЙРОКОМ, так как блок является переносным и имеет очень маленькие размеры, проверку системы ТСКБМ проводят в кабине ТПС. Блок ТЛ-ТСКБМ НЕЙРОКОМ имеет два тумблера: «ВКЛ./ВЫКЛ» и «Н»/«С»/«П». С помощью первого тумблера происходит включение либо выключение блока, с помощью второго тумблера специалист переключает режимы состояния машиниста: бодрый, средний и состояние полного отсутствия внимания за происходящим. Так же блок имеет кнопку ЭКГ, которая имитирует любое движение машиниста. При неисправности блока ТСКБМ, его демонтируют и отправляют на завод производитель.
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... с грузовыми вспомогательных операций, изменение последовательности обработки грузовых помещений). Непосредственными организаторами выполнения ТПГОС в части подготовки и организации погрузочно-разгрузочных работ, а также производства вспомогательных операций, выполняемых портом, являются старший стивидор и подчиненные ему сменные стивидоры; в части прочих операций комплексного обслуживания судна — ...
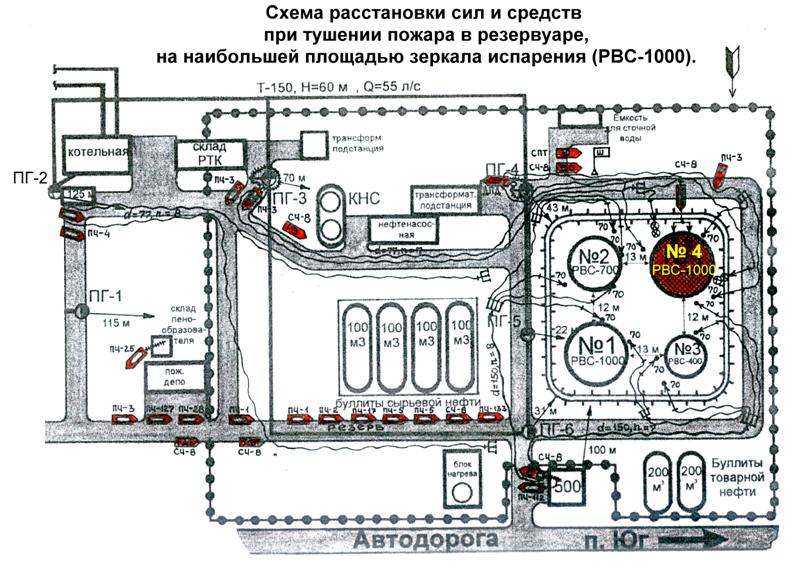

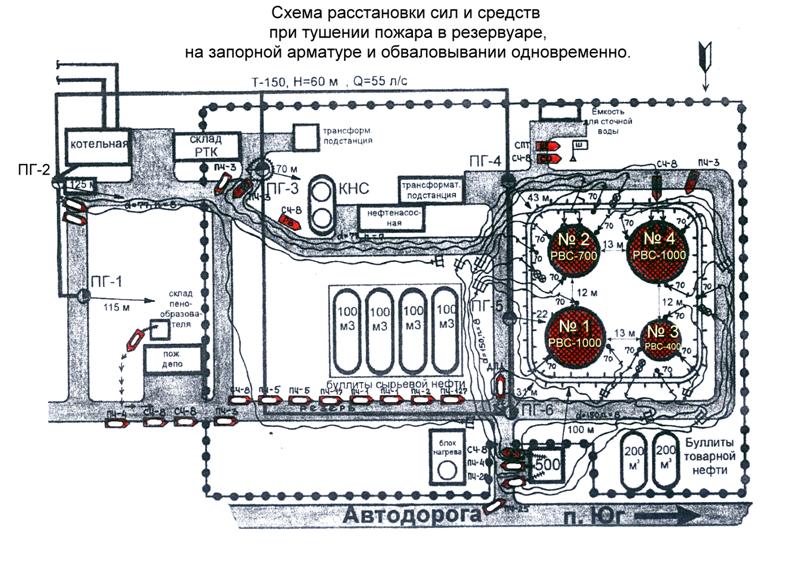
... Использование большего количества прибывающей пожарной техники, а также других типов техники привлекаемых согласно 3 номера вызова, объявленного на нефтепромысле «Дружный», приводит к увеличению суммарных затрат по тушению данного пожара, снижению эффективности и качеству тушения пожара. 15. Проблемы экологии В настоящее время защита окружающей среды является одной из главных проблем у нас в ...
... . Возможность системы SIEMENS позволяет использовать ее для автоматизации технологических процессов малого и среднего масштаба. В связи с этим я выбираю тему дипломного проекта «Автоматизация фильтровального отделения установки 39/2». Основными направлениями в рамках темы дипломного проекта будут являться:а) автоматизация фильтровального отделения с применением микроконтроллера SIEMENS; б) ...
0 комментариев