Унифицированные узлы и элементы
Выбор оптимальных параметров вагона
Выбор принципиальной схемы автотормоза восьмиосной цистерны модели 15-1500
Анализ схем пневматической части автотормоза
Расчет котла цистерны
Расчет оси колесной пары
Расчет оси колесной пары на выносливость
Охрана труда при изготовлении цистерны
Меры по устранению потенциальных опасностей и вредностей
Другие мероприятия
Затраты вагона-часов
М. – длина стационарных путей для
Навигация
Охрана труда при изготовлении цистерны
Проектирование восьмиосной цистерны модели 15-1500
87173
знака
11
таблиц
9
изображений
6. Охрана труда при изготовлении цистерны
6.1. Технология изготовление котла цистерны
Процесс изготовления котла разделяется на следующие стадии: заготовка листов для цилиндрической части котла и днищ; сборка и сварка листов; вальцовка, сборка и сварка цилиндрической части; изготовление днищ; общая сборка и сварка котла; контрольные испытания.
Сборка и сварка листов цилиндрической части котла производится на стенде (рис.6.1). Заготовленные листы раскладывают на плите стенда, совмещают их стыки, устанавливают и прихватывают к стыкам листов технологические планки для вывода сварного шва и прижимают листы к плите. Одновременно снизу прижимается к сварным листам флюсовая подушка. Продольные швы выполняются автоматическими сварочными головками АБС, смонтированными на устройствах продольного типа.
Сварное полотно при помощи кантователя поворачивают на 1800, после чего его транспортируют на второй стенд для наложения швов с обратной стороны. Этот стенд в отличие от первого не имеет флюсовых подушек. Одновременно со сваркой полотна собирают и сваривают контрольную пластину на тех же режимах и теми же сварочными материалами.
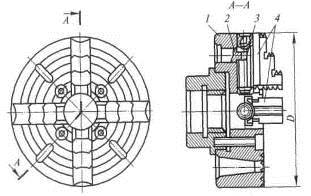
По окончании сварки готовое полотно по рольгангу передают на вальцовку в трех- или четырехваликовых гибочных машинах (вальцах) для придания ему формы цилиндра (обечайки). Затем обечайку мостовым краном транспортируют на специальный стенд для сварки замыкающего стыка цилиндра, который укладывают на опорные ролики 4 (рис. 6.2, а), а замыкающий стык – на балку 5 с магнитными прижимами и флюсовой подушкой, сварка осуществляется сварочным трактором 3 ТС-17М, который перемещается по направляющим внутри обечайки 2. По окончании наложения швов обечайку на опорных роликах поворачивают замыкающим стыком вверх и выполняют сварку с наружной стороны автоматической головкой 1, смонтированной на портальном устройстве. Режимы сварки при наложении наружных и внутренних швов такие же, как при сварке полотна.
Металлургическая промышленность поставляет листовой прокат ограниченной длины, поэтому цилиндрическую часть котла цистерны грузоподъемностью 120т сваривают встык из двух обечаек. С обеих сторон кольцевого шва располагаются шпангоуты для увеличения жесткости котла. Затем в цилиндрической части котла вырезают отверстия под горловину колпака или крышку люка и сливные приборы, срезают технологические планки и зачищают торцы.
Днища котла штампуют на прессе в холодном и горячем состоянии с помощью вытяжных штампов. Применяются вертикальные прессы усилием 30000 – 50000 кН. Этот способ высокопроизводителен, но связан с использованием дорогостоящих прессов и штампов, поэтому может быть рекомендован для крупносерийного или массового производства.
Взрывная штамповка в холодном состоянии в специальных установках с использованием бризантных взрывчатых веществ, с применением штамповочных матриц. Способом взрывной штамповки целесообразно изготовлять днища из материала с высоким пределом прочности и малой пластичностью (нержавеющие хромистые стали, титановые сплавы). Этот способ обеспечивает высокую точность и хорошее качество поверхности изготовленного днища. Затраты на оснастку не большие, так как матрицы можно изготовлять из легких сплавов, железобетона с эпоксидной облицовкой, текстолита и дерева. Изготовление днищ давлением вхолодную выполняется на горизонтальных и вертикальных давильных станках, а обкаткой – на обкатных машинах с применением подвижной матрицы и бортовочных валиков.
Обкатка и обработка давлением значительно проще, чем штамповка на прессе и взрывом. Оборудование легко наладить на различные размеры, но процессы эти малопроизводительны и для осуществления их требуются высококвалифицированные рабочие. Поэтому такие способы можно рекомендовать только для мелкосерийного и серийного производств.
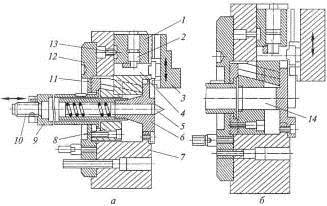
Общую сборку обечайки с днищами выполняют на механизированном стенде (рис.6.3), где обеспечиваются быстрое совмещение и прижатие стыкуемых поверхностей. Оба днища прихватывают к обечайке и затем сваривают внутренние стыковые швы двумя сварочными тракторами 3 (см. рис.6.2, б) одновременно. Флюсовая подушка 6 размещается на непрерывной ленте 7. Наружные швы сваривают автоматическими головками АБС. При сварке котел вращается на опорах стенда. По окончании сварки стыки проверяют, контролируют соответствие размеров сварных швов установленным требованиям.
Качество швов проверяют рентгеновскими или гамма - лучами. Более распространен радиографический контроль.
6.2. Охрана труда при изготовлении
6.2.1. Анализ условий труда
Изготовление производится в вагоносборочном цехе вагоностроительного завода. Процесс сборки разделяется на следующие операции:
- правка листового, широкополосного и профильного проката;
- разметка листового и профильного проката;
- обработка кромок;
- гибка заготовок из профильного и листового проката;
- проверка качества сборки и сварки внешним осмотром и замером;
- нанесение ударного клейма техприемщика на стойку рядом с клеймом мастера и сварщика.
К сварному оборудованию, применяемого в данном технологическом процессе относятся:
- сварной полуавтомат А-1230м;
- сварочный выпрямитель ВДГ-301;
- правильно-гибочный пресс;
- гильотинные ножницы и пресс-ножницы;
- фрезерно-отрезные станки;
- листоправильные вальцы;
- гибочно-растяжные прессы;
- профильный инструмент;
- мостовые краны, подвесные цепные конвейеры.
В процессе изготовления цистерны могут возникать следующие опасности и вредности:
- травмирование рабочих при выполнении подъемно-транспортных и других операций;
- поражение электрическим током при работе с электрооборудованием,
- шум и вибрация выше допустимых норм;
- ненормальные метеорологические условия;
- высокий уровень запыленности и загазованности помещения;
- нерациональная организация рабочего места и др.
Похожие работы
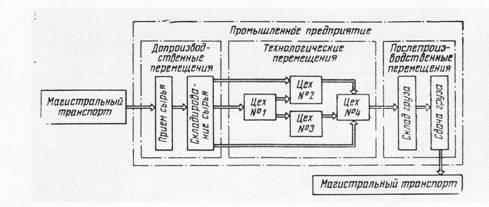
... со средой осуществляется с помощью внешнего промышленного транспорта через стыковые пункты. Следовательно, состав всей транспортной системы можно представить совокупностью трех подсистем со свойственными им конструктивными особенностями: внешнего промышленного транспорта, транспортных магистралей и пунктов их стыкования. Под пунктом стыкования понимают подсистему транспорта как комплекс ...

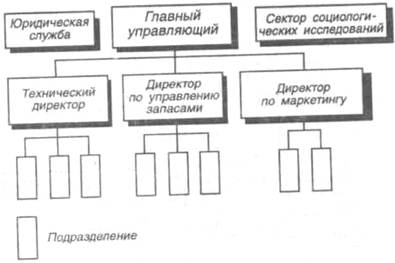
... за правильностью хранения запасных (сменных) частей оборудования на складах; - введение паспортного хозяйства на технологическое и грузоподъемное оборудование; - контроль за правильностью использования и загрузки ремонтных цехов и служб цеховых механизмов; - контроль за правильной организацией «смазочного хозяйства», применением масел для смазки механизмов и оборудования; - обеспечение работ ...
0 комментариев