Навигация
Дефектация и сортировка деталей с описанием
26296
знаков
3
таблицы
28
изображений
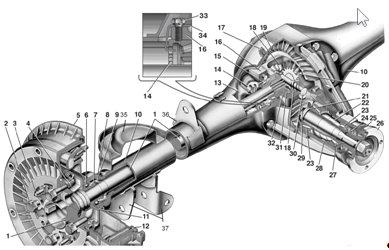
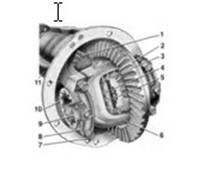
1.3 Дефектация и сортировка деталей с описанием
 организации рабочего места
организации рабочего места
контроллера-дефектовщика и заполнением
ведомости дефектации деталей по ГОСТ3.1175-79
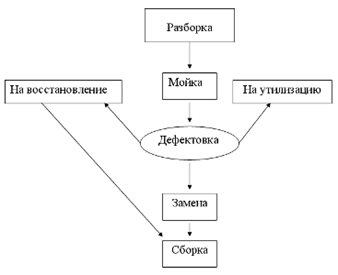
Основными задачами дефектации и сортировки деталей являются:
- контроль деталей для определения их технического состояния;
- сортировка деталей на три группы (годные, подлежащие восстановлению и негодные);
- накопление о размерах дефектации и сортировки с целью использования ее при совершенствовании технологических процессов.
Дефектацию деталей производят путем их внешнегшо осмотра, а также с помощью специального инструмента, приспособлений, приборов и оборудования. Результаты дефектации и сортировки фиксируют путем маркировки деталей краской. Годные – зеленой, требующие восстановления – желтой, негодные – красной. Годные детали после дефектации направляются на комплектовочный участок предприятия и далее на сборку агрегатов и автомобилей.
Технические условия на дефектацию деталей составляются в виде карт, которые по каждой детали в отдельности содержат следующие сведения:
- общие сведения о детали
- перечень возможных дефектов
- способы выявления дефектов
- допустимые без ремонта размеры
- способы устранения дефектов
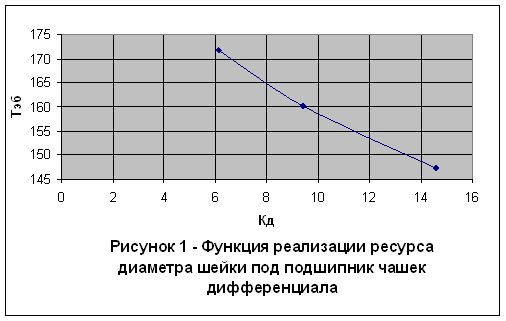
Наибольшую сложность при разработке технических условий на дефектацию деталей представляет определение величины допустимого размера детали, т.е. dдоп=dн-Идоn, где dдоn – допустимый диаметр, Иdon – допустимый износ, dн – диметр номинальный. Допустимым износом детали называется такой ее износ, при котором деталь, будучи установленной, после капитального ремонта на автомобиль, проработает до следующего капремонта и ее износ не превысит предельного. Предельным износом называется такой износ детали, при котором ее дальнейшее использование не возможно. Ее восстанавливают или заменяют на новую. Величина предельного износа детали может быть определена при изучении процесса протекания ее износа в зависимости от наработки по моменту наступления форсированного износа. Вопрос об определении допустимого износа сводится к отысканию его такой величины, которая обеспечивает безотказную работу автомобиля в течение очередного межремонтного пробега.
2. Расчетно-технологическая часть
Слой металла, снимаемый с заготовки в процессе механической обработки для получения детали соответствующей чертежу называется припуском на обработку. Общим припуском называют слой материала необходимый для выполнения всей технологических переходов, обеспечивающих обработку данной поверхности от черновой заготовки до готовой детали.
Общий припуск определяется суммой межоперационных припусков, т.к. при изготовлении заготовок и их механической обработке размеры не могут быть точно выдержаны, то возникает необходимость огранивать отклонения от заданных размеров заготовок и точность обработки поверхностей на промежуточных операциях. Такое отклонение устанавливают с помощью операционных допусков. Общий припуск изменяется на величину допуска предшествовавшей операции. Например, припуск на чистовую обработку может колебаться на величину допуска черновой обработки.
2.1 Схема расположения припусков и допусков
на обработку деталей
Рис. Схема расположения припусков и допусков на обработку детали.
Номинальный припуск для шлифования складывается из основного припуска и величины допуска для чистового обтачивания, т.е.
Z3=Z3+S2; мм,
где Z3 – основной припуск на шлифование (0,1-0,2) мм. на сторону.
Принимаю 0,15мм.
S2 – допуск для чистового обтачивания равен (0,3-0,4)Z2,
где Z2 – основной припуск на чистовое обтачивание равен 0,2мм., отсюда
Z3=0,15+0,6=0,21
Номинальный припуск на чистовое обтачивание складывается из основного припуска и допуска на черновое обтачивание.
Z2=Z2+S; S=(0,3-0,4)Z1,
где Z1 – припуск на черновое обтачивание равен 0,2-2мм. Принимаю 2мм., отсюда Z1=0,8мм. на сторону.
Общий припуск на механическую обработку на сторону
Zобщ=Z3+Z2+Z1=3,01мм.
Принимаю 3мм.
Тогда диаметр заготовки d3=46мм.
Диаметр заготовки принимается в соответствии с ГОСТ по справочнику Конструктора-Машиностроение ТОМ1, Ануфьев, с.130.
Если заготовка выбирается диаметром больше чем расчетный, то при черновой (предварительной) обработке снимается слой металла за 1 проход до номинального размера, под чистовое обтачивание.
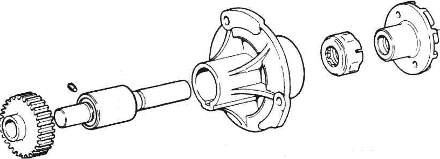
2.2 Маршрутная карта на восстановление вала
редуктора заднего моста автомобиля ВАЗ
(Наименование и последовательность операций)
1. Операция токарная (для снятия заусениц и задиров).
1.1. Установить деталь в центры (рифленый и вращающийся), закрепить.
1.1.1. Точить поверхность (1) выдерживая d=29мм. и l=30мм.
1.2. Снять деталь.
2. Операция наплавочная.
2.1. Установить деталь в центры токарно-винторезного станка с наплавочной головкой на суппорте.
2.1.1. Точить поверхность (1) выдерживая d=36мм. и l=30мм.
2.2. Снять деталь.
3. Операция токарная (предварительная).
3.1. Установить деталь в центры токарно-винторезного станка.
3.1.1. Точить поверхность (1) выдерживая d=32мм. и l=30мм.
3.1.2. Точить поверхность (2) выдерживая d=30,4мм. и l=30мм.
3.2. Снять деталь.
4. Операция шлифовальная.
4.1. Установить деталь в центры токарно-винторезного станка.
4.1.1. Точить поверхность (1) выдерживая d=30мм. и l=30мм.
4.2. Снять деталь.
5. Операция контрольная.
5.1. Установить деталь на призмы.
5.1.1. Проверить числовые значения размеров восстанавливаемых поверхностей в соответствии с рабочим чертежом.
5.2. Снять деталь.
2.3 Операция токарная
Для получения восстановленной поверхности детали более высокого качества и однородной по материалу рекомендуется перед наплавкой ее протачивать для устранения неровностей и задиров. Поверхности рекомендуется протачивать с уменьшением диаметра от номинального на 1-2мм. Принимаю 1мм, т.е. на сторону 0,5мм.
Назначаю режимы обработки. Глубина резания t=0,5мм., подача S принимается в зависимости от мощности станка, жесткости системы СПИД, прочности режущей пластины резца и державки, принимаю S=0,4мм/об [2], с.266, Табл.11. Подача корректируется по паспортным данным станка, т.к. для токарной операции принимаю токарно-винторезный станок 16К20, то S=0,4мм/об. Скорость резания рассчитывается по формуле:

где Сv – коэффициент резания и при наружном продольном точении проходными резцами с материалом режущей части резца Т15К6 (титана 15%, кобальта 6% и остальное карбид вольфрама). Принимаю Сv=350.
Принимаю m=0,2, х=0,15, у=0,35.
Кv – коэффициент учитывающий влияние материала заготовки, состояние поверхности, материала инструмента и т.д. В учебных целях принимаю равный 1.

Частота вращения детали рассчитывается по формуле:
При расчете получили n=2692
Расчетная частота вращения шпинделя корректируется с паспортными данными станка 16К20 и принимаю 1600.
Похожие работы
... а количество групп значительно меньше. Все это дает возможность своевременно устанавливать экономические сроки службы агрегатов. [1] 3.2 Результаты установленной структуры и объемов плановых замен Для осуществления расчетов необходима информация: стоимость новых деталей для замены (приложение Г), нормы трудоемкости на проведение работ (приложение Д); тарифные ставки для соответствующих ...
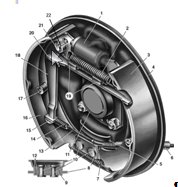
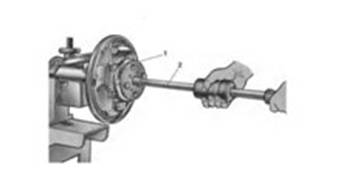
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... необходима для достижения наибольшей производительности труда при организации ТО и ТР путём расстановки всей последовательности действий в правильном порядке. Операционно-технологическая карта ремонта жидкостного насоса автомобиля ВАЗ-2109. Наименование и содержание операции Число точек воздействия Трудоёмкость чел-мин Оборудование и инструмент Технические условия и указания 1 2 ...
0 комментариев