Навигация
Операция токарная окончательная (чистовая)
26296
знаков
3
таблицы
28
изображений
2.6 Операция токарная окончательная (чистовая)
Принимаю режим обработки.
T=Z2=0,8мм.
S=0,5
N=1600 мин-1
2.7 Операция шлифовальная
Наружное круглое шлифование выполняется тремя способами:
- способом продольной подачи
Рис. .Продольная подача
При наружном круглом шлифовании способом продольной подачи припуск на обработку снимается за несколько проходов. Шлифовальный круг вращательное движение вокруг своей оси и поступательное в направлении обрабатываемой детали. Поступательное движение шлифовального круга.
- способом поперечной подачи
При наружном круглом шлифовании методом поперечной подачи шлифовальный круг обрабатывает одновременно всю длину вращаемой детали без продольного перемещения круга.
- способом глубинного шлифования
При глубинном шлифовании круг, установленный на полную глубину шлифования имеет вращательное движение и поступательное вдоль вращения детали.
Весь припуск при глубинном шлифовании (0,1-0,3мм) снимается за один проход.
Основные параметры резания при шлифовании
- скорость движения вращения детали Vg (12-25)
- глубина шлифования на каждый ход или двойной ход при круглом шлифовании t=0,01мм.
- продольная подача Sn на один оборот детали в долях ширины круга
Sn=(0,3-0,7)В
Для обработки поверхности при шлифовании применяются образивные круги с наружным диаметром от 80 до 500 мм; В – от 6 до 80 прямого профиля и твердостью СМ или СМ2
Твердость оценивается по показателям соответствия с ГОСТом.
Эффективная мощность при шлифовании с продольной подачей рассчитывается по формуле:
Р=Cn*Vg*t*S*d,
где Cn
r – 0,75 (2) 303 табл.5
x – 0,85
y – 0,7
d – диаметр шлифования
При данном способе шлифования принимается В=10 мм.
Глубина резания рассчитывается по формуле: t=Sв, мм.
Количество проходов I=Z3/t=0,2/0,01=20
2.8 Техническое нормирование
В нормируемое время входят все затраты рабочего времени включая в состав технико-обоснованной нормы на операцию (То) и необходимую для работы в соответствии с технологическим процессом (тв1 Тdon Tn.з).
Техническая норма штучно-калькуляционного времени рассчитывается по формуле
Тшк=То+Тв+Тdon+Тnз/П, мин
Тш=То+Тв+Тdon,
где То – основное (машинное время) – это время в течении которого происходит изменение формы, размеров, внутренних свойств детали (мин).
Тв – вспомогательное время – это время затрачиваемое действия обеспечивающее выполнение данное работы. К нему относятся: установка, закрепление, снятие детали, наладка оборудования, перестановка инструмента, обмер детали.
Тon=То+Тв
Оперативное время – это время в течение которого выполняется работа, непосредственно направленная на выполнение данной операции.
Тdon – дополнительное время состоит из времени на организационно-техническое обслуживание рабочего места и времени на отдых и личные надобности.
В организационно-техническое обслуживание рабочего места входят следующие работы: заточка инструмента, смазка станка, правка шлифовального круга … ….
Тdon=(То+Тв)к/100мин,
где К – отношение Тdon к То (%) устанавливается для каждой операции
Тnз – подготовительно заключительное время, затрачиваемое рабочим на подготовку к работе. Его продолжительность зависит от организации.
2.8.1 Техническое нормирование
Операция – токарная предварительная
То=l*i/s*n.мин,
где l=l+y
Y – величина прохода резца на врезание и перебег, для токарных работ y=5, мм
L=30+5=35, мм
То=35*1/0,5*1600=35/800=0,04мм
Тв – рассчитывается по формуле:
Тв=Тв.уст+Тв.пр+Тв.изм.(мин),
где Тв.уст – время на установку детали в основном зависит от массы и способов крепления. Тв.уст=0,5-1. мин. Принимаем Тв.уст=1. мин.
Тв.пр – время на проход 0,5-1мм беру 1 мин.
Тв.изм – время на измерение 0,5-1 мин. Принимаю 1 мин.
Тв=1+1+1=3мин.
Дополнительное время:
Тdon=((То+Тв)*К)/100;мин
К=8%
Тdon-((0,4+3)*8)/100-0,24часа-14секунд
Время штучное на одну операцию
Тш=То+Тв+Тdon
Тш=0,04+3+0,24=3,28 (3мин 16 сек.)
Штучное время на восстановление детали определяется по формуле
Тш=То+Тв+Тdon=0,9+3,5+0,39=4,79 мин.
Общее штучное время
Тш.общ=Тш1+Тш2+Тш3+Иш4=
=3,28+2,93+3,28+4,79==14,28 мин.
2.9 Операция наплавочная (техническое нормирование)
Основное время для наплавки, рассчитывается по формуле
То=l*i/n*S
To=30*1/12,5*2,8=0,85
Вспомогательное время рассчитывается по формуле:
Тв=Тв1+Тв2+Тв3
где Тв1 – вспомогательное время связанное с установкой и снятием детали
Тв2 – вспомогательное время связанное с переходом (0,7 мм на 1 погонный метр наплавленного валика)
L=П*D*l/1000*S
L=3.14*29*30/1000*2.8=l M.
Тв=1мин+0,7м=1,7=1,42мин
Дополнительное время
Тdon=(То+Тв)*К/100
где К=11-15%
Тdon =(0,85+1,7)*15/100=0,38
Тш=То+Тв+Тdon=0,85+1,7+0,38=2,93
2.10 Техническое нормирование шлифовальных работ
Основное время при круглом наружном шлифовании при поперечное подаче на двойной ход рассчитывается по формуле
То=21*Z3/n*Sn*Sв, мин
L=l+B L=30+10=40 n=318*V/d=318*25/30=265
В – ширина шлифовального круга
То=2*40*0,21/n*Sn*0.01=0.9 мин
Время вспомогательное
Тв=Тв.су+Тв.гр
Литература
1. С.И.Румянцев и другие, Ремонт автомобилей, м., Транспорт, 1988-327с.
2. Ю.А.абрамов и другие, Справочник технолога машиностроителя Том 2, М., Машиностроение, 1986-496с.
3. Г.А.Броневич, Курсовое и дипломное проектирование, М., Стройиздат, 1973-240с.
4. И.Я.Корчанов, Технология и организация ремонта и строительных машин и оборудования, М., Стройиздат, 1990-351с.
Похожие работы
... а количество групп значительно меньше. Все это дает возможность своевременно устанавливать экономические сроки службы агрегатов. [1] 3.2 Результаты установленной структуры и объемов плановых замен Для осуществления расчетов необходима информация: стоимость новых деталей для замены (приложение Г), нормы трудоемкости на проведение работ (приложение Д); тарифные ставки для соответствующих ...
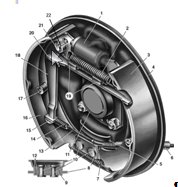
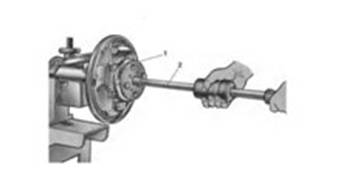
... . После произведенных операций, опускаю домкрат и снимаю задний мост. Установка заднего моста производится в порядке, обратном снятию. 3. Разработка технологического процесса разборки заднего моста автомобиля ВАЗ – 2107 3.1 Снятие тормозного барабана · ключом на «12» отворачиваю два направляющих штифта 1 (рис. 3.1); · вставляю направляющие штифты в технологические отверстия; · ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... необходима для достижения наибольшей производительности труда при организации ТО и ТР путём расстановки всей последовательности действий в правильном порядке. Операционно-технологическая карта ремонта жидкостного насоса автомобиля ВАЗ-2109. Наименование и содержание операции Число точек воздействия Трудоёмкость чел-мин Оборудование и инструмент Технические условия и указания 1 2 ...
0 комментариев