Качественный
анализ технологичности
делали
Расчет режимов
резания
X2 + 0.25X3
3.5
Выбор марки
материала и
конструкции
режущего инструмента
Экономическая
характеристика
предприятия
Финансовые
показатели
проекта
Creditor/Purchases ratio - Коэффициент
оборачиваемости
кредиторской
задолженности,
дней
Long-term debt
to fixed assets - Долгосрочные
обязательства
к внеоборотным
активам, в %
Анализ
организации
процесса выбора
инновационного
проекта
Тыс.$
Уменьшенную
на 50% потребность
в дорогостоящей
ленте (в большинстве
случаев импортной,
стоимостью
от 250 до 350 долл за
1 кв.метр)
Навигация
Качественный анализ технологичности делали
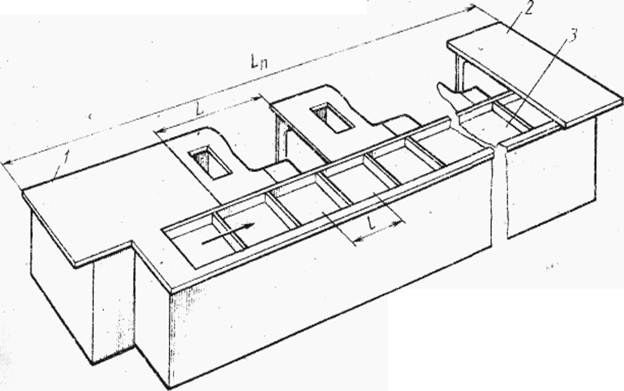
Организация серийного производства конвейеров с подвесной лентой
138339
знаков
34
таблицы
32
изображения
2. Качественный анализ технологичности делали.
Заготовка детали - прокат (круг). Это обусловлено условиями производства (мелкосерийное, близко к единичному). Однако в условиях серийного производства технологичнее было бы изготовлять деталь штамповкой.
Конструктивная форма тоже имеет недостатки. Так затруднительны к выполнению канавки в торцах ролика под установку защитных крышек. Технологичнее было бы применить в изделии подшипника с уплотнениями и предусмотреть другие способы защиты. Канавка под упорное кольцо также трудноисполнима и требует специнструмента. Желательно было бы ужесточить посадки и обойтись без кольца посредством втулок.
Требования по качеству поверхностей не высоки и поэтому деталь не требует специальных методов обработки. Всю обработку можно выполнить на токарно-винторезном станке с ЧПУ.
3. Определение типа производства.
Данная деталь планируется к выпуску на ОАО «Жуковский опытный завод», где установлен мелкосерийный и серийный тип производства. Поэтому принимаем серийное производство. Норма выпуска деталей - 400 шт.
4. Выбор метода получения заготовки.
Деталь будет изготовляться в условиях мелкосерийного и единичного производства на ОАО «Жуковский опытный завод». Принимаем заготовку-прокат, так как в производстве нет кузнечно-штанпового цеха а заказывать штамповку на другом предприятии в нынешних условиях нерентабельно.
Таким
образом, исходная
заготовка-круг
![]()
![]() ;
;
НВ170:

5.Выбор методов и последовательности обработки.
Заготовка устанавливается в трехкулачковом патроне.
Обрабатывается:
наружный диаметр ролика 95-0,1 мм, Rz20);
торцы ролика(Rz20);
отверстие под подшипник 52+0,03, Ra 1,25, (сверление, растачивание);
отверстие 42+0,16, Rz20, (сверление, растачивание);
выточки в торцах ролика 75+0,1 глубиной 4+0,1 мм, Rz20;
канавки в торцах и под упорное кольцо, ширина 1,9+0,2, Rz20).
6. Маршрут обработки заготовки.
| № операции | Наименование и краткое содержание операции | Тип оборудования |
| 005 | Токарная черновая. Подрезать торцы; Черновая обработка наружного диаметра; Сверление центрального отверстия; | Токарно-винторезный мод.16К20. |
| 010 | Термообработка. Произвести закалку, HRC 33…24. | Электропечь СИО. |
| 015 | Токарная чистовая. Точить торцы начисто; Чистовая обработка наружного диаметра; Обработка внутренних поверхностей. | Токарно-винторезный с ЧПУ мод.16К20Ф3. |
| 020 | Контрольная. |
8. Расчет припусков на механическую обработку 52+0,03мм.
Соответственно заданным условиям маршрут обработки 52:
Сверление
Черновое растачивание ;
Чистовое растачивание ;
Вся указанная обработка выполняется с установкой заготовки в патроне. Данные для граф 2,3 для проката взяты из [1,с.180 т.1], для механической обработки – из [1, с.181 т.5] . Данные для графы 8 для механической обработки взяты из [1,c.11 т.5].
Расчет отклонений расположения поверхностей:
Величину
отклонений
для проката![]() =
=![]() =471мкм,
=471мкм,
Где к – общее отклонение оси от прямолинейности;
к =2кlк = 244=32 мкм,
здесь lк – размер от сечения , для которого определяется кривизна до
торца заготовки , равный lк= 4 мм ; к – удельная кривизна, к = 4мкм на 1мм длины [1, c.181] ;
y – смещение оси заготовки в результате погрешности центрования;
y
= 0,25![]() = 0,25
= 0,25![]() = 0,47 мм
= 0,47 мм
Т = 1,6 – допуск на диаметральный размер базы заготовки, использованной при центровании.
Расчет минимальных припусков на диаметральные размеры для каждого перехода производим по уравнению:
2Zi
min =2
[(Rz + h)i-1+
![]() ;
;
Черновое
растачивание:
2Z
i min=2[(50+50)+
Z![]() ]=224мкм;
]=224мкм;
Чистовое растачивание: 2Z i min=2 (30+40) = 140 мкм
Расчет наименьших расчетных размеров по технологическим переходам производим , складывая значения наименьших предельных размеров , соответствующих предшествующему технологическому переходу , с величиной припуска на выполняемый переход:
52+0,03=52,03 мм;
52,03+0,140=52,17 мм;
52,17+0,224=52,39 мм;
Наименьшие расчетные размеры заносим в графу 7.Наименьшие предельные размеры (округленные) заносим в графу 10.
Затем определяем наибольшие предельные размеры по переходам:
52+0,020 =52,02 мм;
52,03+0,12=52,15 мм;
52,17+0,39 = 52,56 мм;
Результаты расчетов заносим в графу 9.
Расчет фактических максимальных и минимальных припусков по переходам производим , вычитая соответственно значения наибольших и наименьших предельных размеров , соответствующих выполняемому и предшествующему технологическим перехода :
Максимальные припуски :
52,15-52,02=0,13мм;
52,56-52,15=0,41мм;
Припуск на сверление не определяется .
Минимальные припуски:
52,03-52=0,03мм;
52,20-52,03=0,17мм;
Результаты расчетов заносим в графу 11 и 12.
| Маршрут обраб. Поверхн. 52+0,03 | Элементы припуска,мкм | Расчетные величины | Допуск на выполн размеры,мкм | Принятые(округленные) размеры заготовки по переходам,мм | Предельный припуск,мкм | ||||||
| Rz | h | | | Zi,мкм | Миним. диаметра,мм | Наиб.е | Наим. | Zmаx | Zmin | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Сверле-ние | 50 | 50 | 471 | - | - | 54,34 | 460 | 52,56 | 54,3 | - | - |
| Черновое растачи-вание | 30 | 40 | - | - | 224 | 52,39 | 390 | 52,15 | 52,4 | 0,41 | 0,17 |
| Чистовое растачи-вание | 5 | 10 | - | - | 140 | 52,17 | 120 | 52,02 | 52,2 | 0,13 | 0,03 |
Расчет общих припусков производим по уравнениям:
Наибольшего припуска: Z0max=Zmax =0.41+0.13 = 0.54 мм;
Наименьшего припуска: Z0min = Zmin = 0.03+0.17 =0.2 мм.
Похожие работы
... темп производства, обеспечивать его ритмичность. Являясь основным средством комплексной механизации и автоматизации транспортных и погрузочно-разгрузочных процессов, и поточных технологических операций, конвейеры вместе с тем освобождают рабочих от тяжелых и трудоемких транспортных и погрузочно-разгрузочных работ, делают их труд более производительным. Широкая конвейеризация составляет одну из ...
... ния. Ученые и рационализаторы продолжают работу на этом участке и нет сомнений, что трудоемкие ручные работы в подготовительном цехе будут ликвидированы. Выбор техники, технологии и организации производства При проектировании цеха прежде всего должны быть решены вопросы комплексной механизации, выбора рационального способа хранения материалов. Выбору схемы комплексной механизации должно ...





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...
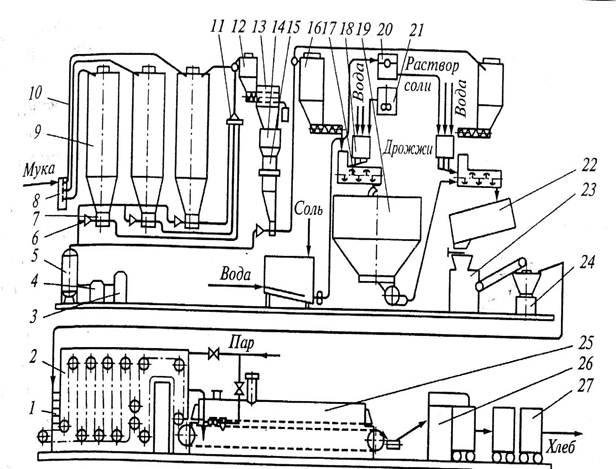
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...
0 комментариев